氣液增壓式浮動松拉刀機構設計研究
2014-12-02 01:32:22敏嘉制造技術有限公司廣東廣州511453謝政平
金屬加工(冷加工) 2014年1期
敏嘉制造技術有限公司 (廣東 廣州 511453)謝政平
廣東工業大學 (廣州 510006)鄭秀宏 李鍛能
隨著制造加工技術的迅速發展,我國數控裝備技術的發展也越來越快,特別在關鍵技術部件方面越來越受到業界的重視。加工中心為了實現高精度、高效率的生產加工,更換刀具過程以及更換完成以后要求裝置的夾持力均勻可靠、動作敏捷以及回轉平穩性好,技術人員為此研制了各種主軸自動松拉刀機構。因此數控機床動力主軸中的松拉刀機構是數控機床實現自動換刀的技術關鍵。
一、松拉刀機構的基本情況
松拉刀機構是數控機床自動裝夾刀具的必備關鍵功能部件,按松刀動力源可分為液壓、氣動松拉刀機構兩種。其中的液壓松拉刀機構一般用于配備有液壓站的機床上,而氣動松拉刀機構采用壓縮空氣為動力源,簡單經濟,市場認可度較高,故在沒有配備液壓站的機床上應用廣泛。目前市場上的氣動松拉刀機構一般有以下兩種類型:
(1)氣動松拉刀機構 機構采用多層氣缸驅動,但因氣缸體積大、出力小、重量重、成本高,現在基本已被市場淘汰。
(2)氣液增壓式松拉刀機構 采用氣液增壓缸驅動,機構較為簡單、成本低,是目前市場上廣泛采用的一種松拉刀機構。
在普通的數控機床動力主軸中頻繁的換刀、松刀,很可能使得主軸的軸承受到來自軸向沖擊力作用,對主軸軸承的精度產生重要影響,進而影響主軸的壽命。如圖1 所示是一臺較為簡單的動力主軸,可以看到氣液缸6 通過第一螺桿4 連接在銑頭體9上,氣液缸在正常工況下,通過活塞桿5 向前運動推動第二螺桿7,由第二螺桿7 下壓碟簧3,碟簧3通過墊2 與主軸8 接觸,推動主軸向左運動,直至到達松刀位,完成松刀。主軸8 拉刀時,氣液缸6 恢復至初始狀態,碟簧3 不再受活塞桿5 的壓力進行復位帶動第二螺桿7 右移,直至到達緊刀位,完成刀具拉緊。

圖1 普通松夾刀機構結構示意圖
可見,在松刀過程中,碟簧3 受壓后通過墊2 在主軸8 的軸向上給主軸施加壓力,打刀力通過碟簧3、主軸8、主軸軸承1、主軸軸承1 的外圈與外部零件,最終使力傳遞給銑頭體9,形成一個以主軸8、主軸軸承1 和銑頭體9 之間的沖擊力,并且使得最終的受力由主軸軸承1 承擔。這時,主軸8 前端在軸向方向將產生一個反映主軸軸承1 所受軸向力大小的跳動量。由于數控機床加工過程中必然要頻繁換刀,打刀力產生的跳動量將嚴重影響主軸軸承1 的精度和壽命。
二、新型浮動松拉刀機構
為克服現有技術中存在的不足,我們開發了一種新型的主軸氣液增壓式浮動松拉刀機構。該松拉刀機構結構巧妙合理,能夠較大程度地避免主軸松刀時的打刀力對主軸以及主軸軸承的損害,使得主軸軸承的精度和壽命得以延長。
1.工作原理
新型主軸氣液增壓式浮動松拉刀機構的工作原理如圖2、圖3 所示。

圖2 新型松拉刀機構(松開刀具)
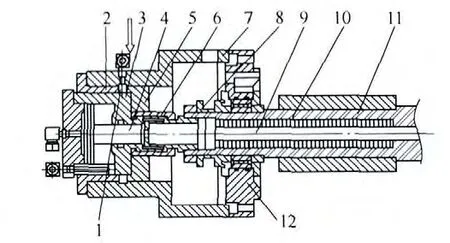
圖3 新型松拉刀機構(拉緊刀具)
在圖2 的工作狀態下,通過液壓缸控制活塞桿4運動,在液壓油作用下對卡盤頂桿9 施加頂出力,直至抵消蝶形彈簧10 的張力,然后打開機床卡盤對刀具的夾緊,卸下刀具。液壓力還能夠抵消空氣彈簧的作用力,使定心套5 帶動液壓缸3 和卡爪6 一起反向即向后浮動滑移,滑移距離δ=1.5~2mm。由于卡爪6 反向浮動滑移,消除了卡爪6 與反扣環8 之間的間隙,使得卡爪6 牢牢的扣住反扣環8,扣緊力與活塞桿4 對卡盤頂桿9 施加頂出力之間形成內力,并相互抵消,由此避免活塞桿4 產生的巨大頂出力直接作用在主軸軸承上。在不考慮摩擦力的情況下,該新型的主軸氣液增壓式浮動松拉刀機構的松刀力為

式中,FD為打刀力 (N);p 為液壓缸壓強 (Pa);SA為活塞面積(cm2);FT為空氣彈簧壓力(N);FK為碟簧的彈力(N)。
在圖3 的工作狀態下,活塞8 在液壓油作用下收回到液壓缸筒內,活塞桿4 與卡盤頂桿9 脫開接觸,同時定心套5 在空氣彈簧的作用下,帶動液壓缸3 和卡爪6 一起向前滑移,碟形彈簧10 空套在卡盤頂桿9 和機床主軸11 內,蝶形彈簧10 的彈力能夠使卡盤頂桿9 收回,產生預緊力作用到數控機床卡盤上,拉緊刀具。卡爪6 向前滑移后實際上是空套在反扣環8上,此時,主軸11 與液壓缸脫離,不受外界影響的以正常轉速工作。在不考慮摩擦力的情況下,該新型的主軸氣液增壓式浮動松夾刀機構的拉刀力為

式中,FL為拉刀力(N);FK為碟簧的彈力(N)。
2.拉刀力的測定
(1)拉刀力測定的目的 在工業實際應用中,由于碟形彈簧的實際特性與理論載荷特性的差異、碟形彈簧之間及碟形彈簧與導向件之間摩擦力等因素,常常導致主軸的實際拉刀力與設計理論計算的拉刀力不一致。另外,碟形彈簧的磨損、破損等機械疲勞問題的存在,會使主軸拉刀力下降到一個特定的值。
當實際的拉刀力與理論計算出的拉刀力不一致時,容易引發以下的問題:①主軸磨損增加。②主軸振動不規律性增加,影響工件的表面粗糙度。③微動,影響主軸拉緊力。④產生意外磨損,影響主軸及其零部件的使用壽命。
因此,為了確保主軸部件的高品質和高可靠性,在確保主軸零部件加工質量的基礎上,還需要進一步準確測出實際拉刀力的大小,進而最大程度地提升主軸部件的質量和性能。
(2)拉刀力的測定原理 將檢測裝置插入主軸特制孔內,通過拉刀機構將其拉緊。此時拉刀力F就通過拉釘3 作用在活塞2 上。壓力油腔4 的油液在外力F 的擠壓作用下產生壓強P,并通過連接在活塞上的壓力表1 將此壓強值顯示出來,進而可計算出所要測的拉刀力F 的大小(見圖4)。
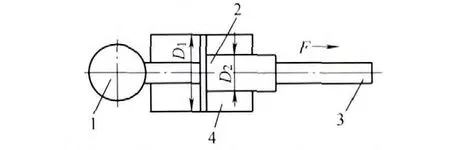
圖4 拉刀力測定原理示意圖
檢測拉刀力的大小理論推導如下:在拉刀力作用下,壓力油產生的壓強可由壓力表讀出,那么
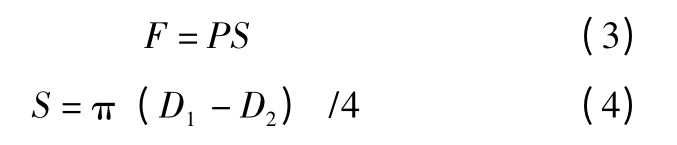
式中,F 為拉刀力(N);P 為液壓油腔產生的壓強(MPa);S 為活塞有效作用面積(cm2);D1、D2為壓力油腔活塞的大、小直徑(mm)。
其中,活塞的有效作用面積S 為一個常數,將此常數設為系數k,則式(3)可轉化為

式中,常數k 為該檢測裝置的剛度系數。式(5)即為主軸拉刀力與壓力表壓強測試值間的線性方程,根據此式便可計算得出所要測的拉刀力F 的大小。
三、結語
本新型主軸氣液增壓式浮動打刀裝置具有如下特點:①工作狀態下不產生附加力。②主軸軸承、主軸能保持回轉精度。③結構簡單緊湊,成本低廉,安全可靠。④可控性好,操作方便,很容易實現自動化。
本裝置能很好的滿足工藝實施要求,同時使得主軸軸承的精度和壽命得以大大延長,保證了加工精度,減少了維修的成本,進而提高生產效益。
本裝置在工作的過程中,對主軸沒有任何沖擊,在主軸旋轉的過程中,與主軸脫離,能很好保證主軸軸承的精度,特別是在精密主軸上的應用,更是顯示其優勢。
每一個配動力卡盤的機床都要配動力裝置,因此本裝置具有很大的市場前景,現已廣泛應用于敏嘉公司的機床產品中,裝機臺數達數百臺,為公司創造了上千萬的產值,使得機床的附加值大幅提升,經濟效益明顯。
