不同溫度下沉積TiN/TiCN/Al2O3/TiN復合涂層的物相結構和性能
2014-12-09 09:06:28戴建偉許振華何利民牟仁德
機械工程材料 2014年7期
戴建偉,許振華,王 凱,何利民,牟仁德
(北京航空材料研究院,北京100095)
0 引 言
硬質合金的硬度遠遠高于高速鋼的,并具有化學穩定性好、耐熱性高等優點,已廣泛應用于各種切削工具、礦用工具和耐磨耐蝕零部件。據報道,一些工業發達國家90%以上的車刀、50%以上的銑刀都采用硬質合金制造,而且這種趨勢還在增大[1-4]。我國常用的硬質合金為碳化鎢(WC)基硬質合金,隨著生產發展的需要,近年來又出現了TiC基硬質合金、超細晶粒硬質合金以及表面涂層硬質合金等。
為了提高硬質合金刀具的切削性能和使用壽命,可在刀具表面涂覆一層或多層硬度高、耐磨性好的金屬或非金屬化合物薄膜(如TiC、TiN或Al2O3),使涂層的高硬度、高耐磨性和基體的高強度、高韌性等優點得到良好的結合,從而降低刀具和工件的摩擦因數,提高刀具的耐磨性并且不降低基體的韌性[5-6]。Al2O3陶瓷資源豐富,價格低廉,具有優異的耐磨、耐蝕、耐熱和高溫抗氧化性能,是目前應用較廣泛的陶瓷材料之一。TiN/TiCN/Al2O3/TiN體系復合涂層可有效避免單一鈦基陶瓷涂層存在的抗氧化不足以及單一鋁化物涂層與不銹鋼基體熱膨脹不匹配的問題。
表面涂層的制備方法有很多種,如熱噴涂、溶膠凝膠法、水熱法和氣相沉積法等,其中化學氣相沉積(CVD)技術是在硬質合金基體上制備復合涂層的最有效方法之一。與物理氣相沉積技術相比,采用CVD技術制備復合涂層的結合性能更好,并且可精確控制各層的厚度。目前超過70%的硬質合金刀具均采用CVD技術在其表面制備了涂層[7-9]。
為了進一步提高涂層的性能,作者將CVD相技術與復合涂層結構設計結合起來,在不同溫度下于WC-6%Co硬質合金基體表面沉積了TiN/TiCN/Al2O3/TiN復合陶瓷涂層,研究了涂層的物相、表面和橫截面形貌、顯微硬度、界面結合強度以及耐磨損性能等。
1 試樣制備與試驗方法
1.1 試樣制備
試驗以15mm×5mm×5mm的 WC-6%Co硬質合金作為基體,將其在0.3MPa壓力下進行濕吹砂前處理,經超聲波清洗30min、去離子水浸泡10min后,再經無水乙醇脫水并烘干后,放入BERNEX ALUVAP CVA 190型化學氣相沉積設備的真空室中沉積制備TiN/TiCN/Al2O3/TiN復合陶瓷涂層;反應原料為 TiCl4、AlCl3、CH4、N2、H2、CO2和 HCl,載氣為 H2、H2S和CO,沉積溫度分別為1 000,1 050,1 100 ℃,壓力為0.025~0.055MPa。復合涂層沉積的先后順序為 TiN、TiCN、Al2O3、TiN,沉積時間分別為20,100,60,20min。
1.2 試驗方法
采用D8Advance型X射線衍射儀(XRD)分析復合涂層的物相組成,采用銅靶Kα射線在20°~80°范圍內進行連續掃描,加載電壓為40kV,電流為250mA;采用Quanta 200型環境掃描電鏡(SEM)觀察復合涂層的表面形貌和橫截面形貌,并測量復合涂層的厚度;采用INCAx-sight 6427型能譜儀(EDS)測復合涂層的成分;采用Durami型顯微硬度計測硬度,載荷為0.98N,保壓時間為15s,取5個點的平均值,測量時要保證涂層厚度大于壓痕對角線的1.4倍,以避免基體硬度的干擾[10];采用WS-2005型涂層附著力自動劃痕儀測涂層的結合性能,加載速率為20N·min-1,最大載荷為200N,劃痕速度為5mm·min-1;采用Starspheric-02型球磨儀測復合涂層的耐磨損性能,通過比較試樣表面磨損圓直徑的大小可定性判斷復合涂層的耐磨損性能,磨損圓直徑越大說明復合涂層的耐磨損性能越差[11-13]。
2 試驗結果與討論
2.1 物相組成
由圖1可知,在1 000,1 050,1 100℃下沉積復合涂層的最外層為TiN層,該層很薄,衍射峰強度很弱;在XRD譜中除了TiN與TiCN的衍射峰以外,衍射峰強度較強的為Al2O3相;在1 000℃下沉積復合涂層中的Al2O3層主要由α相組成,但也有少量亞穩態κ相共存;在1 050℃和1 100℃下Al2O3層為單一的α相。
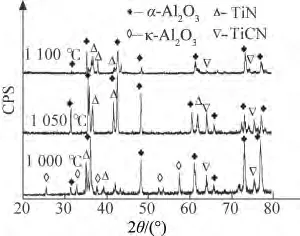
圖1 不同溫度下沉積復合涂層的XRD譜Fig.1 XRD patterns of multilayer coating deposited at different temperatures
Al2O3有α、γ、d、η、θ、κ等幾種晶型,在化學氣相沉積過程中除了穩定的α相外,比較常見的為亞穩態的κ-Al2O3。α-Al2O3屬剛玉型結構,為三方晶系,晶格常數a=0.475 9nm,c=1.299nm,單位晶胞較大,且結構復雜;κ-Al2O3為斜方晶系,晶格常數a=0.483 5nm,b=0.831 1nm,晶體缺陷較多[14]。當溫度超過1 000℃時,κ-Al2O3會轉變為α-Al2O3。化學氣相沉積過程中Al2O3層形成的實質是AlCl3的水解,H2O來源于CO2與H2的氧化還原反應,AlCl3與H2O發生反應先生成氫氧化鋁,氫氧化鋁繼續分解即生成Al2O3[15]。由于氫氧化鋁的分解溫度不同,因此生成的Al2O3的晶態也有所不同。在氮化物表面更容易形成κ-Al2O3晶核,初始形成的亞穩態晶核發生α相轉變,α相變遵循形核生長機制,即在κ相中先生成α相晶核,通過晶界推移超過臨界粒徑來完成相變,需要較高的相變激活能,相變的大部分能量消耗在形核過程中,此后α相晶粒長大,同時阻止亞穩相生長。因此,需要較高的溫度來克服α相的形核勢壘[16]。
沉積溫度為1 000℃時,XRD譜中存在κ-Al2O3的衍射峰,表明此溫度不能使全部κ-Al2O3達到相變的臨界粒徑;當沉積溫度升至1 050℃和1 100℃時,XRD譜中不存在κ-Al2O3的衍射峰,這說明κ相完全轉變為穩定的α相。故而,在沉積復合涂層過程中,應避免出現亞穩態κ相,否則復合涂層在使用過程中可能由于相變導致體積收縮,加速裂紋的萌生、擴展和連接,進而導致涂層出現過早失效。因此,需嚴格控制CVD的沉積溫度和反應時間等工藝參數。
2.2 形貌與成分
由圖2可見,在1 000℃沉積復合涂層的表面較為平整,但存在細小的孔洞;在1 050℃沉積復合涂層的表面光滑平整,并且比較致密;在1 100℃沉積復合涂層的表面也比較光滑,但是存在簇狀結構,晶粒沿垂直于表面方向定向生長。
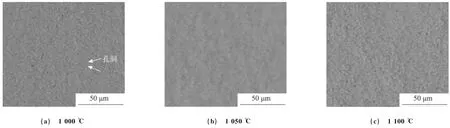
圖2 不同溫度下沉積復合涂層的表面形貌Fig.2 Surface images of multilayer coatings deposited at different temperatures
由圖3可以看出,三種溫度下沉積的復合涂層均連續生長,涂層/基體、涂層/涂層之間的結合緊密,并且各涂層之間的界面明顯。在1 000℃沉積的復合涂層中,TiCN層最厚,該層較為疏松且有孔洞存在,這是因為沉積溫度較低,晶粒之間的結合不好,容易形成多孔、疏松、不光滑的涂層;另外,由于Al2O3層同時含有α相以及未相變完全的κ相,因此該層也存在尺寸細小的孔洞;其余各層均較為致密。在1 050℃沉積復合涂層的橫截面中,顆粒之間的融合加劇,且顆粒間沒有明顯的孔隙,得到了比較致密的TiN、TiCN、Al2O3層。當沉積溫度升至1 100℃后,TiCN晶體按某一方向生長比較明顯,以某些晶粒為基礎向一定方向延伸,形成柱狀排列,此時涂層的致密度相對較差,出現了一些孔洞。在1 000,1 050,1 100 ℃沉積的復合涂層中各層之間的元素分布符合涂層結構設計,并且涂層的沉積在高溫下進行,存在元素間的互擴散現象。由線掃描結果可知,Al2O3層中的鋁元素向相鄰兩層中擴散的現象不明顯,在TiN層和TiCN層中都存在鈦元素向Al2O3層中擴散的現象;1 100℃下沉積制備復合涂層中的鈦元素向外擴散的行為最明顯,在Al2O3層中,鈦元素與鋁元素的原子比接近1∶1,而在1 000℃和1 050℃下,Al2O3層中鈦元素與鋁元素的原子比約為1∶5。一方面,鈦元素的擴散可以增加各層之間的結合力,另一方面,鈦元素嚴重的外擴散會降低Al2O3層的硬度、耐磨損性能等力學性能,從而導致刀具涂層過早脫落[17]。
在CVD沉積過程中,溫度是最重要的工藝參數之一。當反應氣體流量配比、沉積壓力等工藝參數一定時,沉積速率與沉積溫度有直接的關系[18-19]。復合涂層沉積速率v的計算方法為:

式中:d為復合涂層的總厚度,可在涂層橫截面形貌圖中直接測出,取五個點的平均值;t為沉積時間。
對沉積速率v取自然對數,然后對溫度的倒數作圖,可得到如圖4所示的沉積速率與沉積溫度的關系曲線。從圖中可以直觀地看出,隨著沉積溫度的升高,沉積速率隨之增大,并且沉積溫度的倒數與沉積速率的對數之間呈現為較好的線性關系,可以初步判斷CVD過程為動力學控制過程,滿足Arrhenius公式:
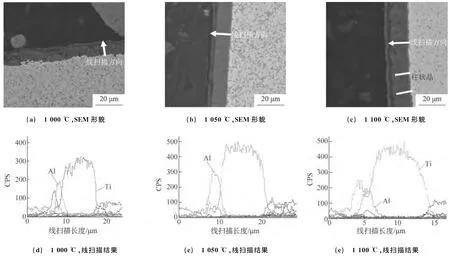
圖3 不同溫度沉積復合涂層橫截面的SEM形貌和線掃描結果Fig.3 SEM images(a-c)and line scanning results(d-e)of cross-section of multilayer coating deposited at different temperatures

圖4 復合涂層沉積速率與沉積溫度之間的關系Fig.4 Relation of deposition rate and deposition temperature

式中:υ為活化過程速率;A為頻率因子;R為氣體常數;T為熱力學溫度;ΔEa為過程的活化能。
2.3 顯微硬度與結合強度
表1中洛氏硬度的壓痕較深,測得的硬度為涂層硬度與基體硬度的復合硬度;1 050℃下沉積復合涂層的維氏顯微硬度為1 828HV,大于1 000℃(1 550HV)和1 100 ℃(1 671HV)下的。當沉積溫度為1 000℃時,因沉積溫度低,TiCN層和Al2O3層的致密度較差,從而影響了涂層的顯微硬度,這與涂層的橫截面形貌相一致;而1 100℃的沉積溫度過高,使得晶粒存在沿某一方向生長的現象,這對涂層的硬度不利,另一方面鈦元素向Al2O3層的外擴散也會使涂層的硬度降低。另外,從表1中還可以看出,隨著沉積溫度的升高,維氏顯微硬度與洛氏硬度的變化規律相同。
表1 不同溫度下沉積復合涂層的平均厚度和硬度Tab.1 Average thickness and hardness of multilayer coatings deposited at different temperatures
由圖5可以看出,1 000,1 050,1 100 ℃沉積復合涂層的臨界載荷Lc分別為70.94,135.2,120N。對于硬質合金涂層來說,當涂層破壞的臨界載荷Lc大于60N時,涂層與基體之間的結合強度即能滿足使用要求[20-22];當臨界載荷超過100N時,說明涂層與基體的結合性能良好[23-24]。可見,采用CVD技術在1 050℃和1 100℃下沉積復合涂層與基體的結合良好。
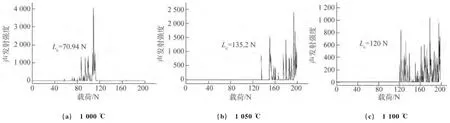
圖5 不同溫度下沉積制備復合涂層的界面結合強度Fig.5 Interfacial adhesion of multilayer coating deposited at different temperatures
由圖6可以看出,載荷開始施加時,涂層表面沒有明顯的劃痕;隨著載荷的逐漸增大,劃痕變寬變深,劃痕經過的涂層發生變形,并產生了微裂紋,隨后出現翹曲,最后由于涂層與基體的彈性變形量不同出現了整齊排列的魚骨狀裂痕,涂層剝落破壞,此時的載荷為臨界載荷。涂層變形主要分為兩個區:塑性區(涂層產生塑性變形,并在劃痕兩端產生裂紋,但涂層沒有發生脫落)和破裂區(劃痕兩端的涂層發生脫落,涂層被破壞)。由圖6可見,1 000℃和1 100℃沉積復合涂層的劃痕邊緣剝落面積較大,而1 050℃沉積復合涂層的劃痕邊緣幾乎沒有涂層剝落,這也說明在該溫度下沉積的復合涂層與基體間的結合強度較大。
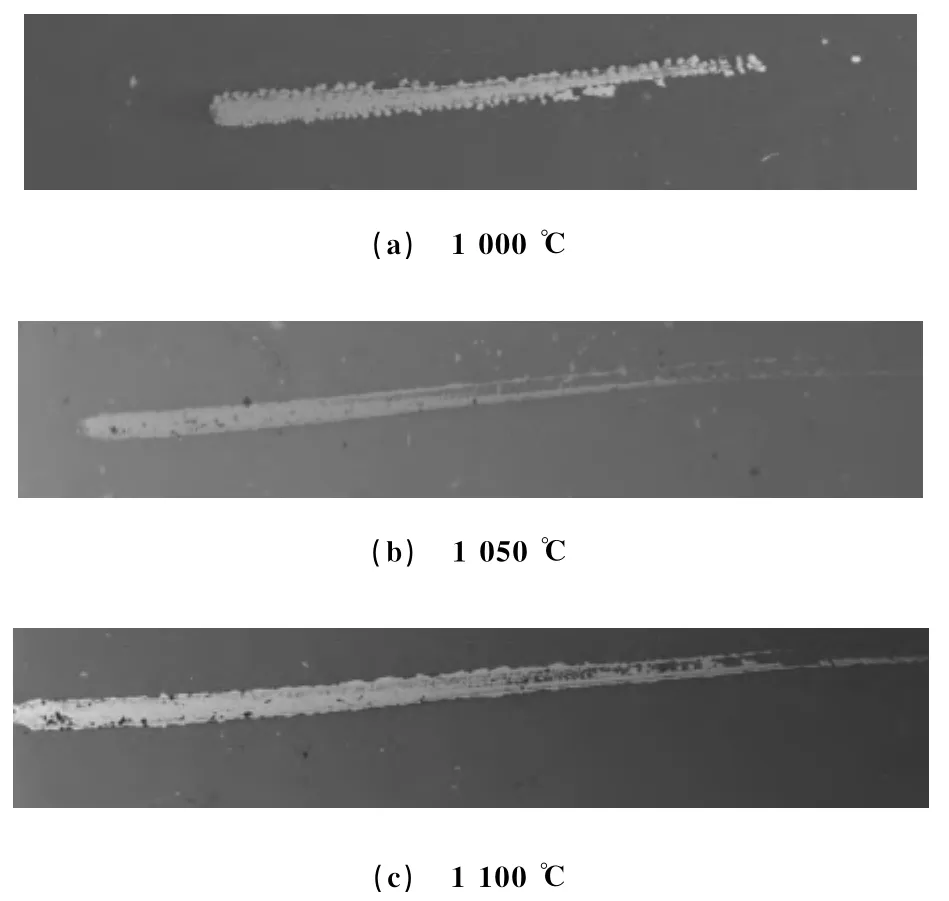
圖6 不同溫度下沉積復合涂層劃痕試驗后的SEM形貌Fig.6 SEM morphology of the multilayer coating deposited at different temperatures after scratch testing
2.4 耐磨損性能
由于試驗設計的復合涂層體系相同,故磨損圈數可反映出復合涂層的磨損情況。由表2可見,當磨損圈數為200圈時,1 100℃下沉積復合涂層的磨損圓直徑最大,為0.376 5mm,說明其耐磨損性能最差;1 050℃下沉積復合涂層的磨損圓直徑最小,為0.302 1mm,說明其耐磨損性能最好。這是因為,磨損圈數為200圈時,起主要抗磨損作用的是復合涂層體系中表面的TiN層和Al2O3層,在1 150℃下沉積的復合涂層由于沉積溫度高,鈦元素向Al2O3層外擴散比較明顯,鈦含量最高處幾乎與鋁含量相等,造成涂層硬度下降,從而導致其耐磨損性能較差。當磨損圈數為500圈時,1 000℃下沉積復合涂層的磨損圓直徑最大,為0.835 9mm,說明其耐磨損性能最差;1 050℃下沉積復合涂層的磨損圓直徑最小,為0.712 8mm,說明其耐磨損性能最好。這是因為,磨損圈數為500圈時,復合涂層體系中起主要抗磨損作用的是TiCN層,而1 000℃下沉積復合涂層中的TiCN層中存在較多孔洞,故而復合涂層的耐磨性和韌性較差。
三種復合涂層采用球磨儀對磨500圈后,涂層已完全脫落,裸露出硬質合金基體,復合涂層的耐磨損性能與其硬度、韌性相關。
表2 不同溫度下沉積復合涂層磨損不同圈數后的磨損圓直徑Tab.2 Diameter of wear circles after multilayer coating deposited at different temperatures wear for different circles mm
3 結 論
(1)沉積溫度為1 000℃時,復合涂層中Al2O3層為κ和α相共存;沉積溫度為1 050℃和1 100℃時,Al2O3層為單一的α相。
(2)1 050℃下沉積的復合涂層表面平整、結構致密,1 000℃下沉積復合涂層中的TiCN層存在孔洞,1 100℃下沉積復合涂層中的TiCN層,其晶體沿某一方向生長比較明顯;高的沉積溫度會加劇鈦元素向Al2O3層外擴散。
(3)1 050℃下沉積復合涂層的顯微硬度最大,為1 828HV,該涂層的耐磨損性能最佳,其與基體間的結合強度最高,臨界載荷Lc為135.2N。
[1]張立.國內外硬質合金研究和發展動態[J].有色金屬工業,2001,10(2):25-27.
[2]周建華,孫寶琦.鈷相梯度分布硬質合金的研究[J].稀有金屬與硬質合金,2002,30(2):11-14.
[3]孔凡霞,張成茂,張德遠.TiAlN涂層刀具高速銑削顆粒增強鋁基復合材料時的磨損行為[J].機械工程材料,2009,33(8):81-83.
[4]劉戰強,萬熠,周軍.高速切削刀具材料及其應用[J].機械工程材料,2006,30(5):1-5.
[5]FALLQVIST M,OLSSON M,RUPPI S,et al.Abrasive wear of multilayer k-Al2O3-TiCN CVD coatings on cemented carbide[J].Wear,2007,263(1/6):74-80.
[6]CHIEN H,GAO M C,MILLER H M,et al.Microtexture and hardness of CVD depositedα-Al2O3and TiCxN1-xcoatings[J].International Journal of Refractory Metals and Hard Materials,2009,27(2):458-464.
[7]王福貞,馬文存.氣相沉積應用技術[M].北京:機械工業出版社,2007:25-34.
[8]楊林生,王君,陳長琦.硬質薄膜技術的最新發展[J].真空,2009,46(6):35-39.
[9]LIUA Z J,LIUA Z K,MCNERNY C,et al.Investigations of the bonding layer in commercial CVD coated cemented carbide inserts[J].Surface and Coatings Technology,2005,198(1/3):161-164.
[10]宋貴宏,杜昊,賀春林.硬質與超硬涂層[M].北京:國防工業出版社,2007:159-282.
[11]馬靜波,李楠,劉新佳,等.陶瓷涂層/鋼的摩擦磨損性能研究[J].潤滑與密封,2007,32(1):99-103.
[12]DENG J X,CAO T K,LIU L L.Self-lubricating behaviors of Al2O3/TiB2ceramic tool in dry high-speed machining of hardened steel[J].Journal of Europe Ceramics Society,2005,25(7),1073-1079.
[13]陳崇亮,劉利國,安孝玲.硬質合金刀具Al2O3涂層摩擦磨損性能研究[J].潤滑與密封,2010,35(9):72-75.
[14]王零森,黃培云.特種陶瓷[M].長沙:中南大學出版社,2005:140-141.
[15]BRUSIC V,FRANKEL G S,HU C K,et al.Corrosion study of an Al-Cu alloy exposed to reactive ion etching[J].Corrosion,1991,47(1):35-40.
[16]張靜,李昆,陳響明.硬質合金刀片α-Al2O3涂層研究[J].硬質合金,2007,24(1):9-12.
[17]BELLOT J P,FORSTER B,HANS S,et al.Dissolution of hand-alpha inclusions in liquid titanium alloys[J].Metal Mater Trans,1997,28(6):1001-1010.
[18]唐偉忠.薄膜材料制備原理、技術及應用[M].北京:冶金工業出版社,1998:32-43.
[19]談慕華,黃蘊元.表面物理化學[M].北京:中國建筑工業出版社,1985:110-122.
[20]OLLENDORF H,SCHNEIDER D.A comparative study of adhesion test methods for hard coatings[J].Surface and Coatings Technology,1999,113(1/2):86-102.
[21]劉福田,黃巍玲,淳文虎,等.金屬陶瓷覆層-鋼基體界面結合狀態的研究[J].材料科學與工藝,2005,13(5):453-455.
[22]楊班權,陳光南,張坤,等.涂層/基體材料界面結合強度測量方法的現狀與展望[J].力學進展,2007,37(1):67-79.
[23]JERZY S,KRZYSZTOF Z,BARBARA L.Investigation of adhesion between component layers of a multi-layer coating TiC/Ti(CxN1-x)/TiN by the scratch test method[J].Vacuum,1999,55(1):45-50.
[24]FOUAD A,THOMAS J.Adhesion evaluation of thin ceramic coatings on tool steel using the scratch testing technique[J].Surface and Coatings Technology,1996,78(1/3):87-102.