邯鋼連退線切邊壓塊系統故障分析及改進
2014-12-10 22:27:00劉旭江高劉增倫
中國科技縱橫 2014年12期
劉旭 江高 劉增倫
(河北鋼鐵集團邯鋼公司邯寶冷軋廠,河北邯鄲 056015)
邯鋼連退線切邊壓塊系統故障分析及改進
劉旭 江高 劉增倫
(河北鋼鐵集團邯鋼公司邯寶冷軋廠,河北邯鄲 056015)
結合邯鋼邯寶冷軋廠2080mm連退線生產工藝和設備,分析了連退切邊壓塊系統的工作原理,同時找出了系統主要存在的問題,制定了改進措施,實現了壓塊機的長周期穩定運行,連退線的切邊率保持在90%以上。確保了汽車用板可以按照合同按期交付。
連退線 切邊壓塊系統 切邊率 改進
1 引言
切邊是生產汽車板的重要工序。我廠連退線的切邊壓塊系統由月牙剪、圓盤剪和壓塊機及其廢料移除裝置等設備組成,功能是將平整后的帶鋼按合同要求寬度精確切邊,之后將剪切的廢料邊條壓成塊狀,最后將廢料排至廢料車內。自2012年我廠全面投產以來,由于各種原因,連退線的切邊壓塊系統經常發生異常,切邊計劃完成率在70%左右,嚴重影響汽車板的按時交貨,非計劃品率居高不下增加了生產成本。
2 切邊壓塊系統工作原理
我廠連退切邊壓塊系統由月牙剪、圓盤剪和壓塊機及其廢料移除裝置等設備組成。月牙剪位于23#糾偏裝置下游,功能為在帶鋼焊縫處兩側同時切除月牙。圓盤剪安裝位置位于月牙剪下游,圓盤剪操作側和驅動側各有兩套刀頭,平臺旋轉后兩套刀頭可互為備用,寬度調整通過變頻電機驅動下方絲杠實現;壓塊機及其廢料移除裝置位于圓盤剪正下方地下室內,圓盤剪切下的廢邊通過兩個廢料通道運送至兩套壓塊機組內,壓塊機經過喂料缸多次裁剪腔內達到設定重量后,推料缸開始工作將散裝廢邊壓成塊狀,最后將廢料塊推至廢料移除裝置中排出。下圖1為其工作簡圖。
3 切邊壓塊系統主要存在的問題
(1)圓盤剪新剪刃更換后都需要及時標定方能投入使用,而畫面無法輸入負值導致標定角度不準,切邊易產生邊浪。(2)壓塊機油氣潤滑潤滑效果不理想容易造成壓塊機剪刃磨損導板螺栓斷裂等故障壓塊機腔內故障處理難度大工期長。(3)崗位工將切邊寬度設定值打成hold manul模式后,若疏忽忘記打回2級模式,則會造成切邊寬度超過80mm的切邊卷焊縫頂撞圓盤剪剪刃,撕裂帶鋼造成斷帶的重大事故。(4)連退壓塊機系統碰到最大的難題就是切邊堵大塊問題,大塊堵塞會造成壓塊機機組長時間癱瘓。(5)帶鋼發生規格變化時,圓盤剪經常發生不能自動進刀的故障,出口段不滿足起線條件導致爐子降速甚至停車事故。(6)焊縫到圓盤剪處定位位置不準。此故障多次造成設備的損壞和板帶的撕裂劃傷,產品降級。
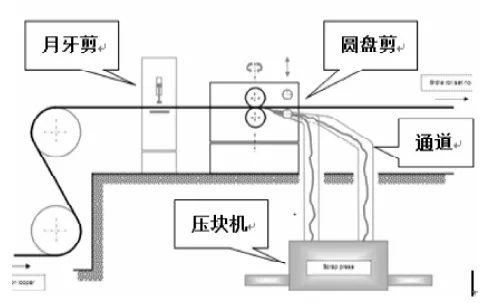
圖1 切邊壓塊系統簡圖
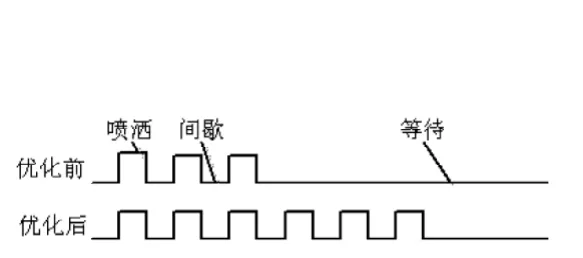
圖2 油氣潤滑控制優化前后對比示意圖
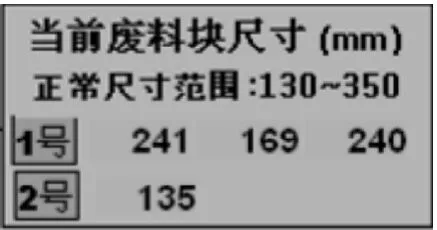
圖3 廢料塊可視化窗口
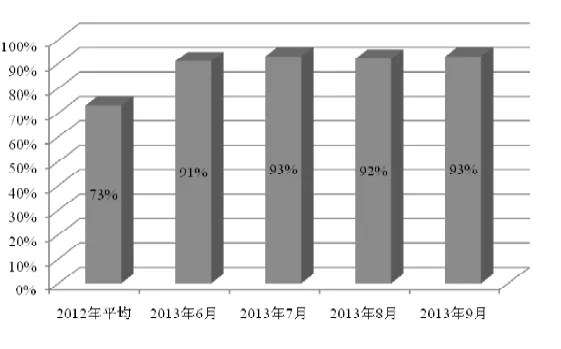
圖4 切邊率與年份之間的柱狀關系圖
4 切邊壓塊系統的改進
(1)從畫面wincc方面對數值設定框數據類型更改有int類型更改為real型,使其數據空間可以存放負值。在圓盤剪admin程序塊中修改負值輸入引腳,使得畫面手動輸入的負值可以輸入到公式塊參與標定計算。程序修改完成后,下裝至PLC及wincc服務器中,重新刷新畫面后可以正常使用。(2)通過PDA加點觀察曲線同時研究壓塊機油氣潤滑系統控制,發現油氣潤滑工作時間為每次推料自動步完成推出1塊廢料后,油氣潤滑系統啟動工作噴油30s。為了增加潤滑油需量輸出,修改噴油時間由30s改為60s,觀察效果良好提高了壓塊機滑塊間的潤滑度,大大減少卡塊故障。保障了壓塊系統穩定運行。圖2油氣潤滑控制優化前后對比。(3)從程序控制手段上進行更改,改為只要操作工將切邊寬度設定值Hold manul按鈕選擇,且下一卷為切邊卷,則讓其焊縫定位定到月牙剪位置,直到操作工做進一步的操作確認。同時在畫面加入紅色報警next strip width chang≥80mm,起警示作用。(4)經過探討壓塊成型原理,我們決定實現壓塊機蹚道內擠壓成型的廢料塊的尺寸的可視化;在廢料塊成型的瞬間將數據記錄并反饋給操作工,操作工根據成型尺寸大小判斷下步處理方案,有效避免大塊的堵塞和微型塊的回溜現象的發生。圖3為廢料塊可視化窗口。(5)當故障出現時,第一時間查看圓盤剪進刀順序控制自動步,發現綠色光標停在S1步上,點擊下方T19條件按鈕,發現條件With side trmmer start command未能滿足。打開程序查看該條件所連接的邏輯,并把相關程序點記錄在PDA曲線中,進行監視,通過多次觀察曲線,發現該條件不能過來是由系統未將二級數據及時拷貝造成的。數據傳遞的滯后,致使程序無法識別帶鋼規格的變換。修改程序,加入焊縫距離圓盤剪500m處觸發數據更新的邏輯,將該邏輯與條件做合適的聯鎖。之后,經過工藝方測試,換規格已經可以正常使用。(6)首先排查切邊焊縫定位在月牙剪位置是否準確,用卷尺量中心線位置確定月牙剪定位準確。將問題原因鎖定在由月牙剪爬行至圓盤剪定位程序。修改之前定位程序設定值為2.83m。現場經過卷尺測量,焊縫所定位置距離圓盤剪中心位置還差30mm。將定位設定值修改成2.86m重新定位,現場觀察焊縫定位基本滿足中心線距離要求。圓盤剪進刀不再有干涉。
5 結語
通過對切邊壓塊系統的改進,實施后的效果很顯著。連退切邊非計劃品大幅減少,同時也減輕了后處理生產線負擔,節約了能耗降低了生產成本。實現了壓塊機的長周期穩定運行,連退線的計劃切邊兌現率保持在90%以上。確保了汽車用板可以按照合同按期交付。圖4為2012年以來連退切邊率柱狀圖。
劉旭(1987.05-),男,籍貫:河南安陽,學歷:大學本科,職稱:助理工程師,研究方向:電氣自動化運動控制。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2017年9期)2017-09-26 03:41:45