空調成品物流全自動化一個流的生產模式
2014-12-11 08:10:46段洋王漢文
中國科技縱橫 2014年20期
關鍵詞:物流
段洋 王漢文
(珠海格力電器股份有限公司,廣東珠海 519071)
空調成品物流全自動化一個流的生產模式
段洋 王漢文
(珠海格力電器股份有限公司,廣東珠海 519071)
本文介紹家用空調成品物流全自動化一個流的生產模式、原理、關鍵技術和實際生產應用中的情況。
空調 成品物流 自動化
This article centers around the production mode,theory,key technology and specific scenario of the automatic logistic of finished residential air conditioner.
Air Conditioner Cargo logistic Automation
家用空調經流水線裝配,由各零部件組裝成為一臺空調成品。空調裝配完成后為保證其質量,仍需經過15分鐘的靜置時間,再由檢漏儀器通過檢漏孔探測空調成品是否存在冷媒的泄漏;此工序行業內為靜置檢漏;成品完成靜置檢漏后需將其堆列在叉板上,以便轉入倉庫,此工序稱為搬運碼垛;為對空調成品進行數量、賬務管理,因此增加了MES掃描入庫工序;此后便可將碼垛好的空調成品由生產車間轉至倉庫儲存發貨即轉運入庫;整個流程統稱為空調成品物流;本文將描述一種全新的集機械化、自動化、信息化的成品物流模式。
1 研發思路與實現方法
針對家用空調成品物流,目前行業內均由人工操作,具體如圖1。
此操作過程存在了以下幾點問題:(1)人員問題:單條產線單班需投入5名員工進行作業;(2)叉板問題:因轉運使用手動叉車,空調成品在下線碼垛時需堆放在叉板上,一家較成熟的大型公司,每年的叉板維護費用超過200萬;(3)質量問題:暫存區靜置15分鐘,時間多為檢漏員工估算,不受控;針對上述三個問題,重新設計規劃了一整套完整的最優成品輸送模式:具體如圖2。
2 具體實施
針對空調成品物流中的四道工序靜置檢漏、搬運碼垛、MES掃描入庫、轉運入庫,分別進行闡述。
2.1 靜置檢漏
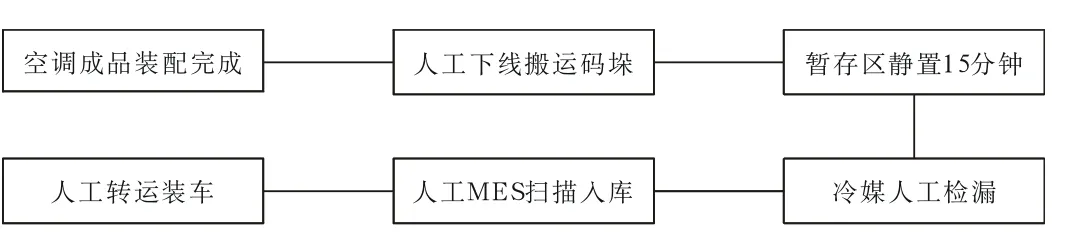
圖1
(1)靜置緩存線設計:根據生產節拍、機型大小計算出滿足15分鐘靜置緩存線體的長度。以某機線體為例:該線體主打A機型、B機型,具體尺寸如表1;并且已知該線體最快生產節拍為14秒每臺。
故根據最快生產節拍、最大成品尺寸可計算出靜置緩存線的長度;如下:

為減少占地面積,設計成2層4段的運回線體,考慮提升機位置故寬放4米,靜置緩存線體整體長度為40米,分為4段每段長10米。
(2)自動檢漏設計:檢漏工序包含了兩個動作,將檢漏儀通過檢漏孔插入空調成品內檢漏3秒,若合格便貼上QC標識;其中需滿足不同成品、檢漏孔位置不同的要求。故方案需考慮:檢漏的方式、檢漏合格與否的判斷、檢漏不合格的處理;綜合考量,擇最優方案。
檢漏方式:通過掃描成品的條碼,確定檢漏孔位置。增加軟件數據庫,將條碼信息與產品信息及包裝箱檢漏孔信息關聯,以達成滿足不同成品的檢漏要求。
檢漏合格與否的判斷:將檢漏儀信號引出,并與檢漏設備的電控連接,通過檢漏儀信號,設備自動判斷檢漏合格與否。

圖2

圖3
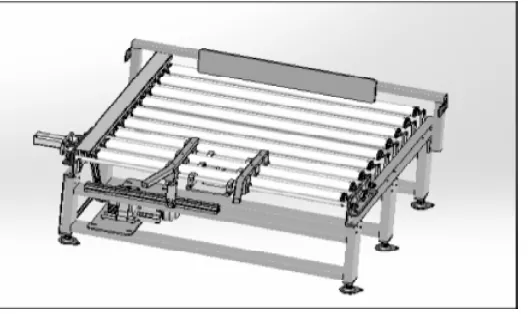
圖4

表1
檢漏不合格處理:檢漏合格流入下一工序,檢漏不合格則流入增加的返修線內。
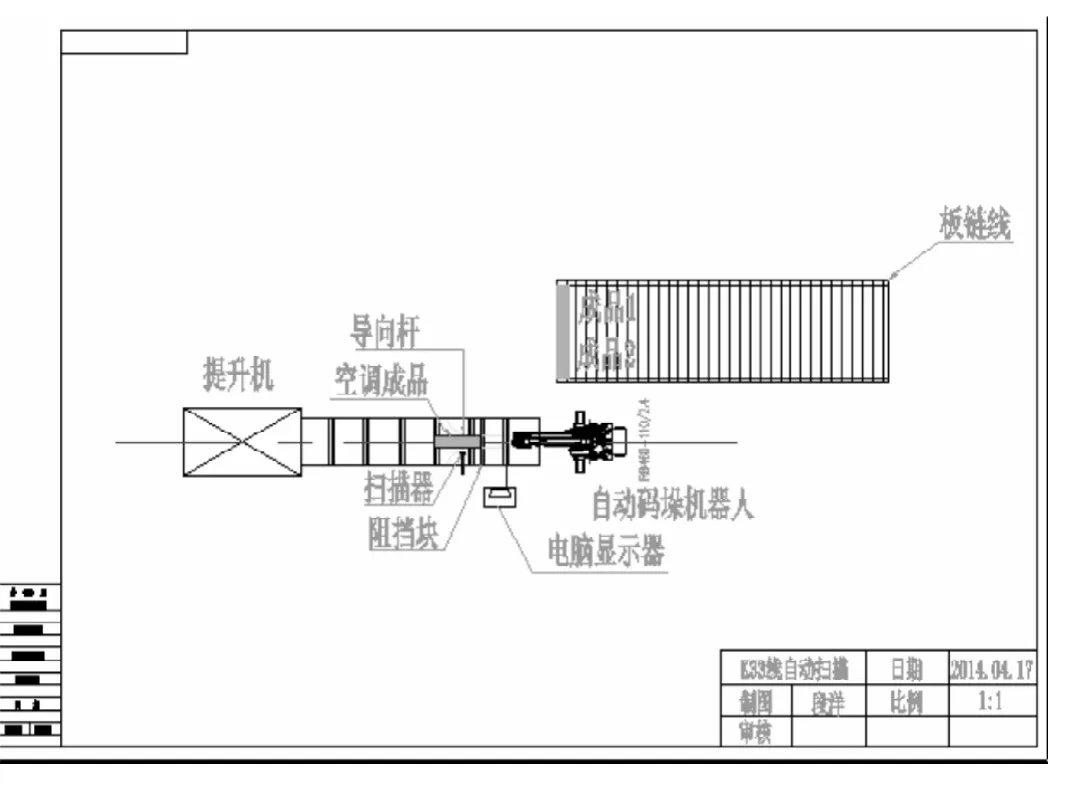
圖5
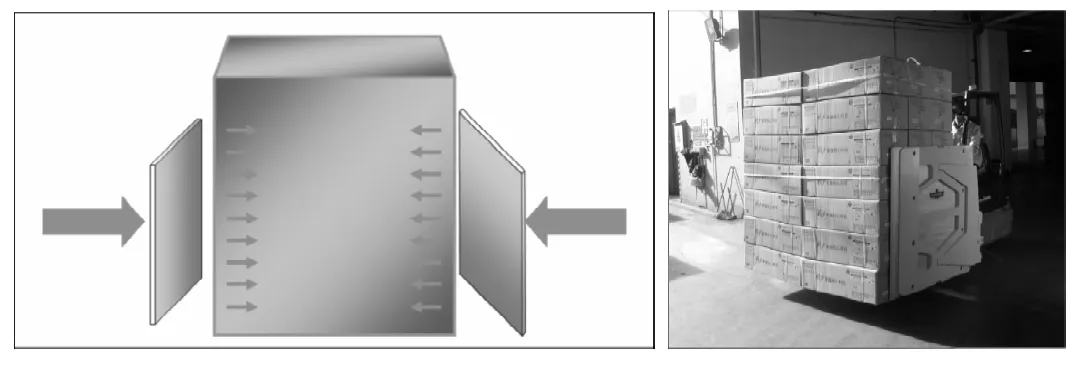
圖6
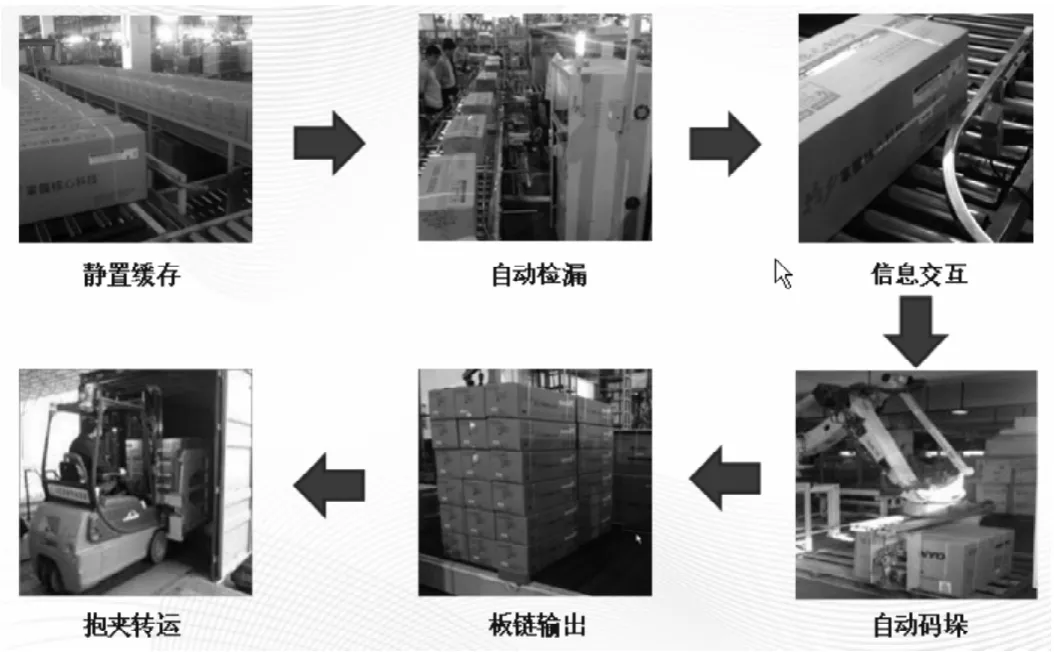
圖7
2.2 搬運碼垛
引進碼垛機器人完成搬運碼垛工序,對于碼垛機器人的設計,主要考慮夾具、定位系統、電控三方面的設計。
(1)夾具設計:利用伺服電機對夾具進行精確控制;考慮不同空調成品的尺寸大小,重量等問題,設計夾具如圖3。
(2)定位系統:設計專用定位滾筒,在滾筒中增加定位導向,通過連接伺服電機對產品進行精準定位;具體如圖4。
(3)電控系統: 機器人控制:驅動機器人,對機器人實現精確定位。變頻器:對物料定位滾筒進行調速。伺服電機:對夾具系統進行精確定位。PLC控制:通過PLC控制,對整個設備實現精確定位。與機器人系統配合,完成自動碼垛。人機界面:通過人機界面實現對設備運行狀態監視及相關參數的調整,并對個別機構實現手動控制。
2.3 MES掃描入庫
本方案通過增加一臺自動掃描設備完成對條碼的自動掃描,同時增加一套信息交互軟件將采集到得條碼信息與碼垛機器人進行交互,同時與MES系統進行交互完成掃描入庫;設備布局示意圖如圖5。
2.4 轉運入庫
空調成品完成靜置檢漏、掃描入庫、堆列碼垛后,由板鏈線輸出,如此即可裝車轉庫,此工序采用機動叉車增加屬具——夾抱設備直接夾抱裝車。如圖6。
2.5 整體物流生產模式(如圖7)
3 核心技術
3.1 行業首次采用機器人檢漏
采用機器人代替人工進行檢漏,貼標;增加掃描儀,通過在數據庫中維護產品數據,掃描儀掃描條碼后根據不同機型自動調整機器人位置,完成不同產品自動檢漏、貼標的效果。
機器人在公司已成功運用于成品碼垛技術中,且機器人在精密的焊接領域應用相當廣泛,但首次將機器人運用在成品機自動檢漏中;對比現有基地所推廣的室內機空調自動檢漏設備為一段流水線,不可移動!機器人檢漏設備,占地面積小,且移動方便,可供不同線體快速切換、使用。并且現有室內機空調自動檢漏設備價格為23萬,價格高昂。
3.2 集自動掃描入庫、控制碼垛機器人的信息交互系統
本信息交互系統,實現了2大類功能:(1)自動掃描后數據與MES交互,根據基礎信息,實現不同訂單,按不同棧板號自動入庫;(2)自動掃描后與MES交互,根據基礎信息,控制機器人自動切換程序,控制線體流動,實現全自動無人化。
4 效益對比
4.1 人員增效
通過改善空調成品物流模式,采用全新的集機械化、自動化、信息化的成品物流模式;直接實現單班增效5人的效果。
4.2 質量增效
通過改善空調成品物流模式,從源頭上杜絕靜置時間無正確的測量,檢漏員工“憑感覺” 確定靜置時間導致的無法保證產品質量。通過自動掃描,檢測出不合格條碼,提升條碼粘貼合格率,防止錯貼、漏貼。
4.3 成本增效
通過改善空調成品物流模式,去除叉板直接降低叉板的維護成本。
5 結語
空調成品物流全自動化一個流的生產模式,實現從暫存靜置、人工檢漏、人工掃描,人工碼垛,人工轉運到自動緩存、機器人檢漏、自動掃描、碼垛、轉運的一個流成品物流模式。將原有的勞動密集型工序轉變為技術密集型;提高行業自動化程度,降低人力成本,在勞動力日益匱乏的今天,提高核心競爭力,與品牌價值。
[1]三浦宏文編著.機電一體化實用手冊[K].上海:科學出版社,2001年8月.
[2]汪凱等編著.機械設計手冊[K].北京:機械工業出版社,1991年9月.
[3]向曉漢等編著.三菱FX系列PLC完全精通教材[M].北京:化學工業出版社,2013年7月.
[4]濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,2001年.
[5]王積偉等編著.液壓與氣壓傳動[M].北京:機械工業出版社,2005年.
猜你喜歡
物流技術與應用(2021年11期)2021-12-27 05:17:08
物流技術與應用(2020年11期)2020-03-11 03:11:36
物流技術與應用(2020年10期)2020-03-10 06:06:12
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
現代企業文化(2018年13期)2018-06-09 08:22:26
消費導刊(2018年8期)2018-05-25 13:20:16
中國公路(2017年6期)2017-07-25 09:13:58
大陸橋視野(2015年17期)2015-12-15 10:07:32
現代企業(2015年2期)2015-02-28 18:45:09
