鋁鎂合金管焊接技術及缺陷防治措施
2014-12-11 04:59:27曾樂樵
中國科技縱橫 2014年14期
曾樂樵
(湖南省工業設備安裝有限公司,湖南長沙 410008)
鋁鎂合金管焊接技術及缺陷防治措施
曾樂樵
(湖南省工業設備安裝有限公司,湖南長沙 410008)
鋁鎂合金是當代工業化工程使用的新興材料之一,其耐腐蝕、導熱性能和強度均有突出的表現,能滿足多種高度集成化、輕薄化、微型化等要求,同時也用于大型工程鋁鎂合金管道。由于鋁鎂合金多采用焊接工藝連接而成,在實際操作過程當中對焊接質量的要求頗為嚴格。本文就鋁鎂合金管焊接技術作出了相應的探討,旨在拋磚引玉以求金言。
鋁鎂合金管 焊接技術 缺陷防治措施
隨著國民經濟和新材料科技的發展,各種新型材料廣泛使用,其中鋁鎂合金因其獨特的耐腐蝕、低溫強度高、質輕、持久耐用等性能,受到了越來越多工業應用上的關注,尤其是在石油化工和低溫工程的應用上備受青睞,廣泛應用于管道制作和其他強度高、耐腐蝕工業制造的需要。但由于鋁鎂合金質堅量輕卻壁薄,的特點,因而使得在其焊接時容易出現氣孔,給工程質量帶來一定的影響。如何在滿足鋁鎂合金材料使用的前提下,消除焊縫中的氣孔是鋁鎂合金焊接工藝質量前提保證,也是我們在日常工作中需要正視的問題。
1 氣孔形成及其主要因素
1.1 氣孔形成
氣孔從本質上來說,是由于焊接時在熔池凝固形成過程當中,尚有部分未來得及逃逸的氣體殘留在焊接金屬之中,在一般情況下,氣體可能是空氣、一氧化碳、氫氣和氮氣等等;鋁鎂合金主要成分是鋁摻入少量的鎂而制作出來的材料,加入鎂是為了保證鋁美合金的硬度,其中不含碳,因而沒有一氧化碳的形成;同時氮氣與鋁及其合金不能相溶,故也沒有氮氣氣孔形成的可能。我們常說的鋁美合金焊縫的氣體就是氫氣孔。探究氫氣孔的來源,我們可以發現大多數是水分解而來,其中空氣中的水分、焊接材料以及母材表面氧化膜吸附的水分等,都是有可能造成氫氣孔形成的原因,因而在實際過程當中水的因素可以間接的理解為氣孔形成的因素。
1.2 影響氣孔形成的主要因素
1.2.1 材料特性
從化學性能上分析,一方面氫在高溫時能大量的溶解于液態鋁之中,一旦溫度下降溶解量減少,導致在鋁鎂合金焊接完成以后,有大量的氫氣析出;由于熔池快速凝固,致使部分氫氣或者其他混合氣體來不及逃逸而形成了大量的氣泡。另一方面鋁鎂合金散熱性好、密度低對氣體的析出產生制約;加上在焊接高溫下,鋁鎂合金和空氣發生化學反應,生成氧化鎂和三氧化二鋁覆蓋于焊接體表面,其中氧化鎂吸水性很強,這也是氣泡產生的主要原因之一。即使用TIG焊也不能有效地去除其水分,因而使得鋁鎂合金焊接氣孔在所難免,這在實際的操作當中,應該引起重視。
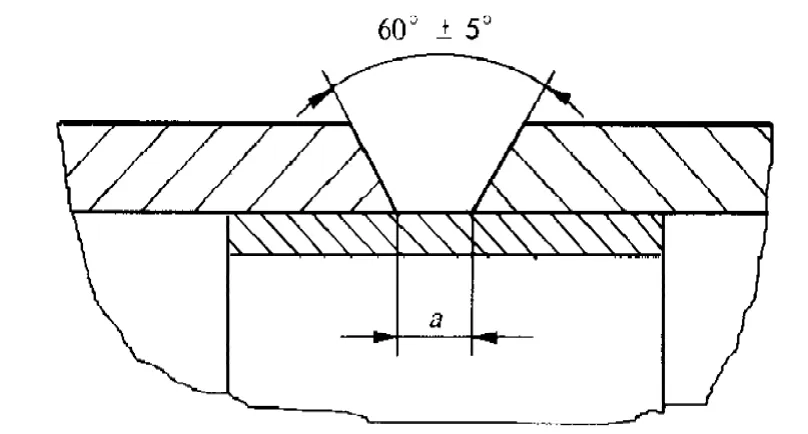
圖1 V 型坡口焊接示意

圖2 多層焊焊接示意
1.2.2 氬氣的流量與純度
從操作上看,氬氣的流量是影響熔池保護效果的一個非常重要參數;如果氬氣的流量較小,沖擊焊接環境中空氣較少,相對保護熔池能力較差;氬氣的流量大,一方面造成生產成本加大,另一方面有可能使得強氣流在熔池周圍停留時間過短,造成大量空氣的介入,造成保護區失去保護的意義,更易使得焊縫產生氣孔。氬氣的純度也是主宰焊接質量的一個重要因素,純度低,意味著雜質多,也就增加了弧柱氣氛中氫的含量, 從而降低陰極霧化效果,這也是不利的因素。在實際焊接工藝當中,由于操作人員知識的有限,不懂得其實際性的理論和知識,對氬氣流量與純度的影響產生忽略,造成焊接質量的缺失,這是我們要防范的。
1.2.3 焊接工藝
焊接工藝講究步驟和流程的合理性,其中包括坡口準備、組對方式等等,以及焊接工藝參數的正確性;如果坡口位置不對或是焊件組對存在縫隙,很容易造成空氣的涌入。焊接參數要調整和變化,也對氣體逸出和溶入熔池產生相當大的影響。焊接速度過慢,無疑使得氫氣的容量較大,造成氫氣氣孔的產生。焊接速度過快,容易在工程質量上不能得到保證。在實際過程當中,操作人員應該通過不斷的實踐來摸索鋁鎂合金焊接經驗,通常情況下我們可以發現,用較快的焊接速度加上較大的焊接電流可以有效的阻止氣孔的產生。
1.2.4 焊接操作技術
焊接操作技術無疑也是保證鋁鎂合金焊接質量的保證之一;由于現代工程具有較為復雜的操作環境,因此對焊接操作人員提出了較高的要求,焊接操作技術與理論知識和實際操作經驗密切相關,這是內在的要求;而外部空間的局限有可能會造成實施焊接操作時不當或者難度加大,焊接槍口與工作表面不能保持正確的角度,角度大小的變化有可能使得氬氣挺度不足,造成缺陷。鎢極伸出長度過長、電弧過長或不穩等,都有可能使得焊縫產生氣孔,造成焊縫質量得不到有效的保障。這就需要焊接操作者需要運用理論知識和經驗來進行分析和探討;一般來說在約束環境下,水平管仰焊接頭部位可采用交叉接頭法,有利于焊縫質量的保證,避免氣孔的產生。
1.2.5 其它影響因素
焊縫質量受到眾多因素的影響,除我們闡述的材料特性、氬氣的流量與純度、焊接工藝、焊接操作技術原因之外,還有環境溫差、濕度的變化以及工具保養、焊絲產品質量都是影響操作質量結果的重要方面,在實際操作之前或之中,要保持常態戒備狀態、加強質量保證意識,維護鋁鎂合金焊接的工程的完美質量結果。
2 鋁鎂合金管焊接技術例舉
工程:10000Nm3/h制氧工程冷箱內鋁鎂合金管道;材質:AlMg4.5Mn;材質規格:a616mm×8mm~a150mm×4mm等;焊接數據:管壁厚6mm,間隙:4~6mm;焊接層數:2層3道。
2.1 焊前準備
2.1.1 坡口加工及焊件清理
如圖1所示:坡口采用機械加工而成,為了方便焊接一般采用V形坡口,。焊件坡口周圍需要進行清洗工作,在焊接操作范圍內一般采用鋼絲刷焊件表面的污垢和氧化膜,必要的時候采用丙酮清洗,直至污垢和氧化膜消除,為焊接創造良好的外部環境。焊絲通常采用丙酮預先清潔,后用氫氧化鈉溶液進行清洗,再用清水漂洗;工序完成后再用硝酸(濃度為25%~30%)進行鈍化處理,最后用熱水清洗干燥后放入烘箱。
2.1.2 焊接組對與定位焊
焊接組對看似簡單學問很深;組對時可參照焊接工藝參數:操作:手工鎢極氬弧焊方法;鎢極直徑:3.0~4.0mm;鎢極伸出長度:3.0~4.0mm;焊絲直徑:3~4mm;噴嘴直徑:14mm;氬氣流量10~12L/min來進行。組對時先將襯環與左端管段的內外壁進行定位點固焊,然后將右端管子套入襯環點固焊。
2.1.3 焊接預熱
焊接預熱是正式施焊前必須要準備的工作之一;一般方式采用氣焊槍加熱,火焰溫度不宜太高。
2.2 焊接工藝規范
在實際操作當中,我們發現選用較大的焊接電流和較高的焊接速度能有效的保證鋁鎂合金焊接的工藝性,實際操作采用電弧電壓在22~28V,焊接電流控制在210~240/A;多層焊采用循序漸進的方法逐層填充,而不是一次性填滿。具體操作可采用先焊管的一端,而后再焊另一端的角焊縫,最后采用中間填充。應當注意的是焊層間需要及時的清掃,防止殘渣的余留。(如圖2)。
2.2.1 操作要點
操作要求一是要有進行堆焊試驗,條件具備時在正式開始;二是引弧操作需要先進行穩定前的嘗試引弧操作;三是焊絲送進時角度的選擇,一般與焊縫表面的夾角為15度左右,使焊絲端部始終處于氬氣保護中;四是針對鎢極觸及焊絲或熔池的現象,應該操作停止,進行清理后再次實施。
2.2.2 其他相關要求
一是環境相對濕度要控制在80%左右,若是在惡劣天氣下或者大風天氣,應該注意氬氣的保護;二是氬氣純度要保證,注意氣瓶內壓的高低,若太低應停止使用。
3 結語
手工鎢極氬弧焊焊接鋁鎂合金管道,氣孔的形成與多種因素有關,需要及時在工作中查漏補缺,從焊接工藝、操作、內外部環境上進行分析和探討,找到影響氣孔形成的原因,并對癥下藥。對施工操作人員應該加強理論知識和實踐經驗的雙重結合,提高安全生產意識和保證焊接施工質量。
[1]秦志鋒.鋁鎂合金焊接缺陷的分析探究[J].寧夏機械,2008(04).
[2]沈曉來.鋁鎂合金管道現場焊接氣孔產生原因及防止措施[J].水利電力機械,2002(06).
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39