TFT-LCD生產有機廢水處理及回用技術的研究和應用
2014-12-13 09:48:58闕祥明蔣宏斌
江蘇科技信息 2014年5期
闕祥明,朱 斌,蔣宏斌
(1.南京中電熊貓液晶顯示科技有限公司,江蘇 南京 210033;2.博西華電器(江蘇)有限公司,江蘇 南京 210046;3.中興通訊南京研發中心,江蘇 南京 210012)
0 引言
薄膜場效應晶體管液晶顯示器(TFT-LCD)作為平板顯示的主流技術,在生產取得經濟效益的同時也帶來新的環境問題,其主要的生產工藝包括陣列(Array)、成盒(Cell)以及模組工藝(Module),特別是陣列(Array)、成盒(Cell)在生產過程中會使用多種化學品和清洗劑,產生各類高濃度廢液和含氟含磷的酸性無機廢水、低污染清洗水,同時還產生85%以上堿性為主的有機廢水。中電熊貓液晶科技顯示有限公司G6 代線項目是國內第1 條具備完整自主技術的第6 代TFT-LCD 生產線,擁有著國際先進的生產技術,至今已運行有1 年多的時間。本項目采用了具有穩定性和先進性的廢水處理及回收工藝,本文將對其生產過程中產生的有機廢水的處理和回用技術進行闡述。
1 TFT-LCD 有機廢水的來源和分類
在TFT-LCD 的生產過程中,接貨清洗、光刻、顯影、刻蝕、剝離、單板分斷、PI 前、PI 定向后清洗等需大量的超純水、清洗劑及有機溶劑,根據污染程度的不同可分為有機廢液、重度污染有機廢水、輕度污染有機廢水三大類[1]。
(1)高濃度的廢液通過機臺設備自帶的回收系統循環回用,當其不能滿足工藝要求時,再排放至廢液儲罐收集,之后給危廢處理部門回收處置。
(2)被玻璃基板帶走的有機物質在后續的清洗過程中被洗脫下來形成高濃度有機廢水,最終進入廢水處理系統中處理。
(3)在接貨清洗、分斷、研磨清洗形成的低濃度有機廢水,根據TOC 值及工位有機物排放種類直接進入純水收集系統制水或進入有機廢水處理系統處理。
為了提高廢水的再利用率,本系統考慮了將高濃度有機廢水和進入有機廢水處理系統的低濃度有機廢水進行分流分類處理再利用。根據生化分解性以及對回收系統處理影響的差異,將有機廢水劃分為可回收廢水(DROW)和不可回收廢水(DOW)。顯影后洗凈工序排出的稀濃度的TMAH 廢水、接貨清洗排出的含少量清洗劑三乙醇胺的廢水和ITO 蝕刻工序排出的草酸廢水作為可回收有機廢水;其他的有機廢水歸為不可回收有機廢水。
2 有機廢水處理的系統設計
2.1 生化處理穩定化與脫臭處理
為了抑制來自生化降解二甲基亞砜(DMSO)和乙醇胺(MEA)產生的惡臭物質,需要在好氧條件下進行處理,因此,本項目選擇了不會因沉降污泥導致滯留底部的流動式生物接觸氧化法處理,并且在池底進行全面曝氣。此工藝由于不需要MLSS 的管理,也沒有污泥膨脹的問題,運行管理方便并且風險小。對于生化處理帶來的不可避免的臭味氣體,后續采用了NaClO 洗滌塔進行了處理。
2.2 回收設備設計要點
為了穩定運行回收設備的主裝置RO,必須通過前段的預處理設備切實去除來水的SS(Suspended Solid)。生化處理出水中帶有少量的微生物,構成了主要的SS,而氣浮工藝對密度較小的SS 的分離具有良好的效果,因此采用了氣浮工藝作為混凝后續處理工藝。在反應、混凝、氣浮處理中,通過專業藥劑與SS 的共同作用,使SS 得到有效的去除。在氣浮工藝后又采用了重力過濾器和活性炭過濾器來提高處理水的水質。采用重力式過濾而非壓力過濾方式主要是為防止氣浮出水中的絮體被破碎,從而使絮體在過濾中能很好地被截留。為了抑制生菌對后面RO 膜的堵塞作用,在工藝中還合用了2 種生菌抑制劑IK-110 和EC-503 來提高殺菌效果。RO 設備采用一級三段式設計,大大提高了回收率。
2.3 有機廢水處理工藝流程
有機可回收廢水經過生化預處理后進入回收系統中進行深度處理后回用;有機不可回收廢水經過生化處理后與無機廢水、酸堿廢水等混合進入排放系統中進行最終中和,然后進入城鎮污水處理廠處理。
2.3.1 有機廢水處理工藝流程(不含回收部分)
由生產車間排出的廢水,其水量和水質是不均勻的,需經均衡池調整均衡水質,再由泵提升至調節池。為了后段的生物處理正常進行,在調節池中進行pH 調節和ORP 的控制,通過對酸堿加藥閥及NaHSO3加藥泵的自動控制將pH 和ORP 分別控制在7~8.5 和200mV 左右。廢水經過調節池調節后,自流進入生化系統中進行生化處理。
根據進水水質和處理程度本生化系統采用多段式好氧處理工藝,先進行好氧碳化處理,后進行好氧硝化處理,以達到廢水脫碳和除氮的目的。在不可回收廢水處理系統中由DMSO和MEA 降解產生的還原性惡臭氣體,被排至NaClO 洗滌塔中進行氧化處理(見圖1)。
2.3.2 回收處理工藝流程
可回收廢水經過生化預處理后,有機物和氨氮都基本得到了去除,之后進入回收系統進行深度處理。首先通過反應、混凝工藝使排水中的SS 絮凝,之后進入氣浮池中在微氣泡的附著下上升,浮渣由不斷上浮的絮凝物提升至水面濃縮,濃縮后的浮渣通過收集器收集后進行脫水處理。由于廢水經過了混凝處理,因此,該氣浮工藝采用的是回流加壓式溶氣氣浮法。
氣浮后出水進入過濾工藝和反滲透工藝,包括重力過濾器、活性炭過濾器、自動過濾器和RO 設備,依次去除大的顆粒物、COD、微粒子、TOC 和離子類物質,處理后的出水進入中水池進行回用(見圖2)。
3 系統試運轉情況
有機廢水處理系統已運轉了1 年多時間,經過分析測試,因目前有機可回收廢水和不可回收廢水進水負荷尚較低,不到設計負荷的30%,故目前填料上的生物量都較少,但是從目前TOC 和NH3-N 的去除效果來看,有機物分解菌和硝化菌的功能完全正常,并且最終排放水水質均遠優于接管排放標準,說明本系統現階段在性能方面沒有問題。
隨著未來產能的提升,進水負荷的提升,填料上的生物量會隨之增加,并且微生物處理能力會繼續提高,預期各指標都將穩定實現目標去除率。
4 結語
本項目系統將有機廢水進行分流分類處理再利用,提高廢水的再利用率。沒有設置沉淀池、污泥回流裝置以及排泥裝置,節約了建設成本,簡化了運行管理。在回收系統中,運用了多種專業藥劑防止核心設備RO 膜堵塞,保障RO 穩定運行。另外本項目采用了對物料循環利用和設備逆流清洗等先進處理工藝,大大減少了廢水和污染物的排放量。在清洗中應盡可能少用或不用化學方法進行清洗,多利用干式清洗法進行清洗,選用環境友好型清洗材料,提高洗凈率,節約用水,并保證廢水處理全面達標。不斷研究和應用各種新技術,滿足環保發展的持續要求,降低廢水處理難度和運營成本,是TFT-LCD 產業發展的重要課題。
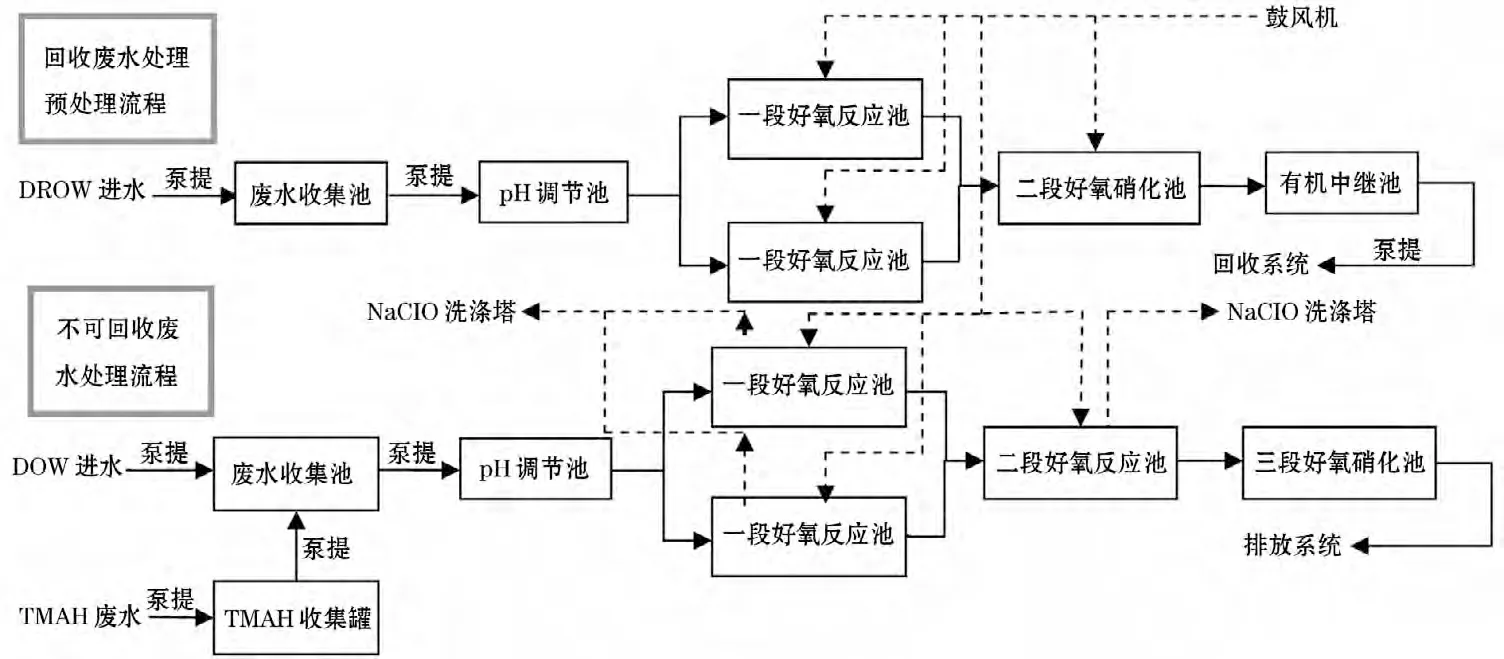
圖1 有機廢水處理流程(不含回收部分)

圖2 可回收廢水回收處理流程
[1]高廷耀,顧國維,周琪.水污染控制工程[M].北京:高等教育出版社,2007.
[2]劉欣.厭氧氨氧化生物濾池托氮特性研究[J].河北理工大學學報,2008(3):44-48.
[3]楊世平,閻立華,程琳.廢水生物處理技術及其研究進展[J].遼寧化工,2009(9):636-638.
[4]吳永俊,詹前賢.LCD 行業洗凈用水的制造及廢水處理方法[J].洗凈技術,2004(5):15-19.
[5]高敏.STN-LCD 生產廢水處理與廢水回用的研究[J].環境工程,2009(S1):116-119,201.
[6]張博濤,閔峰,劉云峰,等.液晶生產中廢水污染源的控制要點及預處理方法[J].廣東化工,2010(3):161-162.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52