Φ5.25 mm煙支皺紋的形成及解決辦法
2014-12-14 03:56:42彭永剛劉德凱楊華倫吳江生左仁平
設備管理與維修 2014年7期
彭永剛 劉德凱 屈 飚 楊華倫 吳江生 左仁平
(湖北中煙工業有限責任公司恩施卷煙廠 湖北恩施)
本文作者還有:張愛武
一、意義及必要性
為適應市場需求,將長城機組生產的煙支改為目前市場上煙支直徑最小的一種規格,即煙支直徑由原來的7.7 mm改為5.25 mm,煙支長度由59 mm改為64 mm,濾嘴長度由25 mm改為20 mm。
為適應這種煙支直徑細小的卷煙產品,目前還存在一些技術難題,如對設備的精度要求極高,而且設備的調試過程也是一種探索,沒有固定的模式和經驗可以借鑒。
二、存在問題及原因分析
ZJ15長城機組是許昌煙機廠生產的中高速卷煙機組,機組本身是一種過渡機型,由于其設計的局限性,導致各項在線檢測系統的靈敏性低、消耗大且生產成本高,性能不夠穩定。2013年1-5月煙支皺紋率統計見表1。2014年1月,由煙機生產廠的專業人員對14號長城機組進行了大修和改進。改進后,由于煙支直徑細小,導致設備運行極不正常。
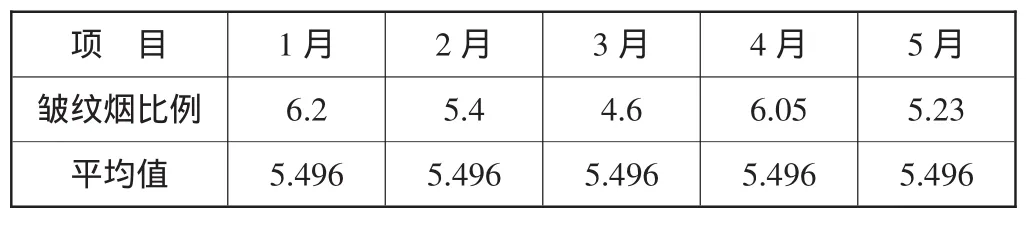
表1 2013年煙支皺紋率統計 %
1.煙支經過搓板時很容易打連煙
由于煙支直徑細小,煙支經刀頭將煙支切割成128 mm的雙倍煙進入接裝機時,煙支到位不整齊,進而造成煙支和濾嘴的組合體排列不整齊。進入搓板時,煙支和水松紙粘貼不牢,使得一張水松紙和多支組合體煙粘貼,而不能在搓板上滾動向前,從而阻塞后面的煙支和濾嘴的組合體進入,積壓在搓板內。生產過程很不穩定,需要反復維修和調試。
2.水松紙長短不齊
煙支水松紙粘貼皺紋,因為濾嘴棒的直徑也很小,濾嘴棒在切割和錯位傳遞過程中,濾嘴棒不能牢固吸附在轂輪上,時有掉濾嘴棒現象,造成煙支搓接時水松紙的粘貼位置也不正確,從而形成煙支的水松紙表面皺紋,機器的在線檢測系統無法對皺紋煙支進行識別,產品質量得不到保證。因此,必須對生產出來的半成品煙支,再一次由人工進行逐一篩選,從而加大了勞動成本和強度。
三、解決措施
1.濾棒滾搓導軌改進
Φ5.25 mm黃鶴樓(天下名樓)使用的是粗棒,由于采用手工加料,無形中產生了大量變形具有折皺的濾嘴棒,如果折皺正好處于濾棒滾搓導軌對濾棒滾搓的位置,會因濾棒段受力不均而發生歪斜或掉落,從而產生在錯位轂輪處掉嘴現象或被帶入并行轂輪引起亂嘴、擠嘴進而造成煙支阻塞搓板現象,不僅造成停機次數增加,影響設備正常運行,而且造成煙支皺紋量增多。
為了能從根本上解決問題,決定對濾棒滾搓導軌進行改進。對濾棒滾搓導軌進行加寬。目的在于增加搓滾導軌指和濾棒的接觸長度,減小濾嘴棒變形折皺部位對其滾動過程中軌跡的影響。
(1)加寬濾棒滾搓導軌指,改進前后的導軌指側視圖見圖1。為了確定導軌指的寬度,必須先要找出對20 mm長的濾嘴段支撐最有效的兩個點。為找到這兩點,把1切6換算成1切3的公式來確定,即對40 mm的濾棒段采取黃金分割法,可以確定滾搓導軌指寬度為9.44 mm。考慮到嘴棒加工誤差,決定將導軌指加工的寬度定位10 mm。
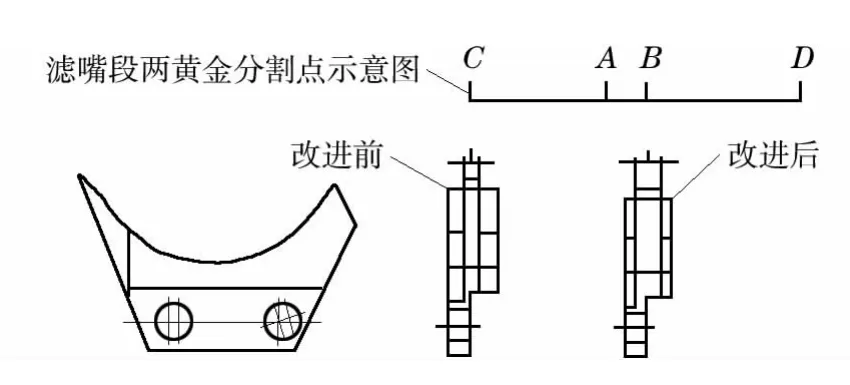
圖1 濾棒滾搓導軌指加寬
(2)改進傳送轂輪導軌槽。滾搓導軌指加寬為10 mm后,相應的傳送轂輪導軌槽也相應加寬。因滾搓導軌指和傳送轂輪導軌槽兩側應有1 mm的間隙。導軌加寬后,對承嘴槽風孔也要改變,由于位置限制每段承嘴槽由原來的4個風孔改變成2個風孔,風孔數量改變后,在滿足負壓0.04 MPa的條件下,濾嘴棒工作狀態良好。
(3)改進效果。對滾搓導軌和傳送轂輪改進后,對設備改進前后連續3天的運行情況進行調查,掉嘴支數平均由68次下降到3次,搓板阻塞次數由51次下降到2次,煙支皺紋經過人工篩選由1324支下降到511支,運行狀況穩定。對比分析后可知,搓板導軌對濾棒的控制能力明顯增加,掉嘴、煙支阻塞和煙支皺紋現象顯著減少,原材料消耗降低,產品質量提高。
2.轂輪相位調整
(1)水松紙切刀與切紙轂輪的相對位置(圖2)。切紙輪是水松紙切割系統的主要組件,是集機、電、氣為一體的復雜機構,其中直徑224 mm圓周上鑲嵌有16個硬質合金條,預熱上膠后的水松紙按所需長度在水松紙轂輪上被切割成水松紙紙片,切刀在轂輪上切割時的相對位置必須精確,使切刀刀口位于離合金條尾邊4 mm處,在合金條間隔位置的長孔內設有鉑熱電阻,實現對轂輪的溫度控制,來滿足搓接時轂輪的溫度要求,設計溫度80~100℃。溫度低時影響搓接質量,同時切紙輪達不到膨脹要求,影響切刀刃切向切紙輪表面時的切刀量(0~0.07 mm),使間隙過大,導致皺紋煙的產生,直接影響煙支質量。所以,刀位精確才能保證水松紙邊與煙支組合體剛好粘貼的一瞬間,整齊、平整、不翹邊,為后續的搓接煙支打好基礎。

圖2 水松紙切刀與切紙轂輪的相對位置
(2)切紙轂輪與靠攏轂輪的相對位置。調整“紙位”,切紙輪的“紙位”必須調整到切紙輪與靠攏轂輪中心線后的6~8 mm處。
(3)切紙轂輪和搓板的間歇調整及溫度要求(圖3)。切紙輪帶動“組煙”在搓板上滾動,在搓板的搓接區域,切紙輪上的吸風孔負壓切斷,以保證“組煙”滾動時,涂好膠的水松紙順利地包裹在“組煙”上。搓板和切紙轂輪在加熱的情況下,搓板與切紙輪的間歇應為4.9~5 mm,其弧度的調整必須與切紙輪的外圓同心。搓板的有效工作弧長為90 mm,黃鶴樓(天下名樓)的規格為Φ5.25 mm,搓板能保證“組煙”滾動5.5周,切紙輪和搓板加熱器使水松紙的膠水及時燙干,最終形成雙倍長度的濾嘴卷煙,輸出煙支。
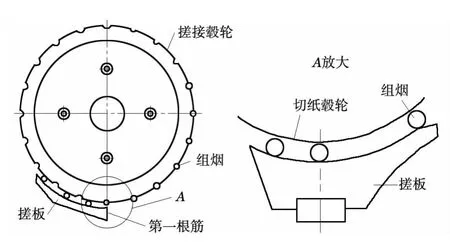
圖3 切紙轂輪和搓板之間的間歇調整
3.間歇上膠輥與水松紙切刀的相對位置
Φ5.25 mm黃鶴樓(天下名樓)煙支采用激光打孔的水松紙,必須按一定膠狀涂膠,使松紙存在無膠區以保證通透性,在切割水松紙片時,確保水松紙切刀切割在無膠區的中間,這樣才能保證搓接后的煙支水松紙不翹邊。
因為煙支直徑特別細小的特殊性,經過反復試驗,其速度必須控制在3200支/min左右,因為水松紙為燙金的材料,在生產過程中,切紙輪和搓板的溫度不能太高,否則就會使水松紙上的燙金粉變色,達不到工藝要求。切紙轂輪的溫度控制在60℃,搓板控制在120℃。剛好能夠保證煙支搓接良好,不溢出膠水且不變色。
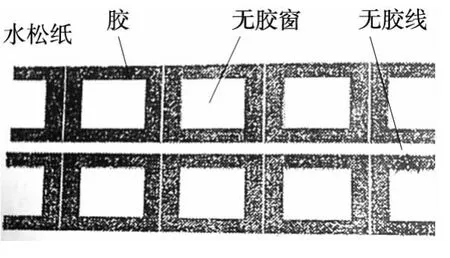
圖4 間歇上膠輥與水松紙切刀相對位置
4.改進效果
通過對各轂輪相位的調整和改進,J14#機臺搓接皺紋煙支及漏氣煙支占卷煙抽檢缺陷百分比由46.8%下降至13.53%,長城機組平均停機率由16.25%降至9.32%,煙支搓接質量改善,提高了卷煙紙、水松紙、乳膠等原材料與卷接設備的適應性能。
四、綜合結論及成果
長城機組生產煙支Φ5.25 mm皺紋煙支產生的原因很多,但最主要的是設備參數對卷制煙支物理指標的影響。針對煙支生產過程中產生煙支皺紋的原因,通過在設備上對濾棒滾搓導軌指加寬、傳送轂輪導軌槽的改進、轂輪相位調整,取得明顯效果。
