鑄球模具球腔加工技術方案改進
2014-12-14 03:56:46馬利平
設備管理與維修 2014年7期
馬利平
(金堆城鉬業集團有限公司機電修配廠 陜西渭南)
一、前言
鑄球是指用于冶金礦山、水泥建材、碳酸鈣、石英砂等行業球磨機中的粉碎介質,用于粉碎磨機中的物料,直徑有40 mm、60 mm、80 mm、100 mm、120 mm 等規格。鑄球的生產多采用金屬型多腔模具澆注而成。4鑄球模具上模見(圖1),下模見(圖2)。模具半年消耗300套,通過不斷改進模具球腔加工技術,徹底解決了模具互換性差、分型面錯位問題,模具表面質量提高。
圖1 4鑄球模具上模
圖2 4鑄球模具下模
二、改進前多鑄球模具球腔加工技術方案
1.銑床工裝
圖3 立式銑床加工多鑄球模具簡圖
采用立式銑床加工多鑄球模具簡圖(圖3)。將多鑄球模具上模或下模用壓板固定在胎具上,松開壓板后,上胎具和下胎具可相對旋轉,其相互位置由定位銷確定,然后將胎具固定在分度頭上,并將分度頭固定在銑床工作臺上。將主軸傾斜α角,再利用工作臺的平移和升降實現找正(找球心)和對刀。刀具裝夾后應與立銑頭主軸垂直。
2.α角和對刀半徑e/2的確定
α角和e/2可根據幾何三角形關系進行計算(圖 4)。
對刀半徑e/2=Rcosα
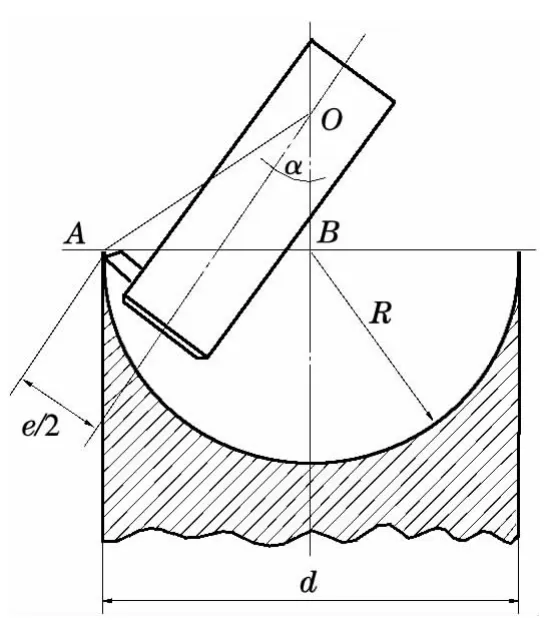
圖4 銑床主軸傾斜角和對刀半徑的確定
3.加工步驟
(1)加工球模具上模或下模(以下簡稱半球模具)上下平面及內孔。
(2)裝夾半球模具,保證其中一個半球球心位于分度頭的回轉中心線上。
(3)將立銑頭主軸傾斜α角,并調整好對刀半徑e/2。平移并升降銑床工作臺,保證待加工半球球心與銑刀中心線重合。鎖緊銑床工作臺。
(4)主軸帶動銑刀旋轉,同時勻速轉動分度頭手柄,即可實現模具半球球腔的加工。
(5)當一個半球球腔加工完成后,松開壓板,上胎具和半球模具一起轉動某個固定角度,用銷子定位,實現分度,加工下一個半球球腔。以此類推,加工其余半球球腔。
三、改進后的多鑄球模具球腔加工技術方案
1.加工原理
使用蝸輪蝸桿傳動,在蝸輪上裝上車刀,車削時工件高速飛轉,刀具低速旋轉,車刀旋轉1/4圓周,用蝸輪蝸桿傳動機構帶動刀具做合成運動來加工半球腔型。
2.車床工裝
采用普通車床加工多鑄球模具簡圖如圖5所示。將多鑄球模具上模或下模固定在胎具上,胎具分度板和胎具分度板可相對旋轉,其相互位置由定位銷確定,然后將胎具固定在車床卡盤上,使其中一個半球球心位于車床主軸中心線上,并將重量合適的配重塊固定在車床卡盤上。再將裝上車刀的蝸輪、蝸桿裝夾在刀架上。
3.加工步驟
(1)加工球模具上模或下模(以下簡稱半球模具)上下平面及內孔。
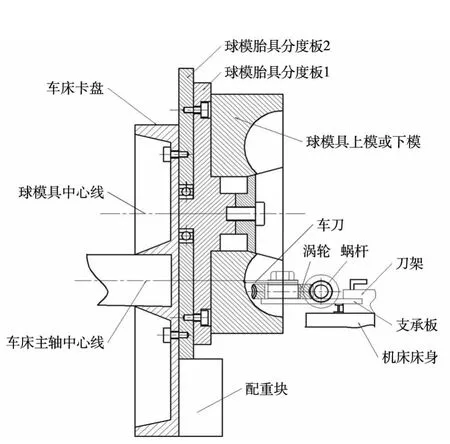
圖5
(2)裝夾半球模具及車刀。保證刀尖與待加工半球球心位于同一水平高度,且車刀刀尖與蝸輪回轉中心距離為球模具球腔半徑。
(3)車床主軸帶動半球模具旋轉,同時勻速轉動蝸桿上的手柄,即可實現模具半球球腔的加工。
(4)當一個半球球腔加工完成后,松開壓板,轉動球模胎具,分度板和半球模具一起轉動某個固定角度,上緊壓板,加工下一個半球球腔。以此類推,加工其余半球球腔。
四、改進后效果
用普通車床加工多鑄球模具,加工效率比銑床提高2~3倍。模具的主要加工在車床上1次裝卡即可完成,減少劃線、銑削、配鉆等工序。鉆床只用來加工側面兩個起模孔,便于生產安排。充分利用車間閑置車床,可以批量加工,設備和人員都可滿足生產需求。加工精度有所提高,用蝸輪蝸桿傳動機構加工的半球型腔是正圓,刀具切削不留死點,表面粗糙度值較低,如胎模再作改進還可提高互換精度。
各工藝參數的優化、精確控制,是加工出高質量多鑄球模具的重要手段。在普通車床上加工多鑄球模具的新工藝方法,很好地解決了裝卡定位、分度互換問題。實驗表明,用此方法加工模具定位準確、表面粗糙度、圓度符合要求,生產效率高。
