申克秤空氣軸承磨損修復
2014-12-14 03:56:28劉成寶
設備管理與維修 2014年6期
劉成寶
(沂州集團沂州工業園 山東臨沂)
一、問題
沂州集團沂州工業園水泥公司為2500 t/d的干法回轉窯生產線,2005年投產使用,回轉窯窯頭、窯尾煤粉計量采用的德國申克秤,規格型號K40。2012年4月,窯頭申克秤的計量秤經常出現波動引起跳停,因秤內部有波動大自鎖保護裝置,多次引起跳停,給定為7 t,但下料計量反饋會在3~12 t波動。聯系廠家服務人員,經廠家工程師對現場軟件程序檢測,控制儀器及系統反饋正常,懷疑是設備本身零部件磨損。
解體檢查發現,申克秤的核心部件空氣軸承主軸外鍍陶瓷磨損,間隙已達0.4 mm,且有多道劃痕,減速機箱體內幾套軸承間隙也過大。
根據空氣軸承技術要求,空氣軸承配合間隙應為0.04~0.06 mm才可以形成空氣軸承,軸與軸套之間互不接觸。如果磨損超出這個范圍,尤其是現在間隙磨損到0.4 mm,形不成空氣軸承了,會造成軸與軸套之間間隙偏移,軸與軸套產生摩擦,導致計量輪受力不均勻,運行不平衡,造成給料反饋波動,這就是造成計量秤波動和保護跳停的原因。
聯系申克秤服務處得知,如維修需整機拆下送回德國總部,至少也要一個多月。如購買主軸和軸套配件修復,該型號已停產,無相關配件。如更換為K50型號的計量秤,報價67萬元,供貨期至少一個月。
經過分析,減速箱軸承間隙過大是小問題,按原型號和廠家(FAG)購買來更換就是了,關鍵是空氣軸承外鍍陶瓷主軸的磨損超差,既然空氣軸承主軸與軸套間隙過大,就要恢復主軸與軸套間隙,使其在技術要求范圍內。該空氣軸承是在鋼主軸外鍍厚度1 mm的陶瓷,與空氣主軸配合的軸套為上下兩部分,中間為壓縮空氣通道,要求間隙嚴格控制在0.04~0.06 mm(圖1),軸與軸套共同構成了空氣軸承。
二、修復方案
(1)將主軸套孔采用內孔磨床磨修復圓。按修磨圓后孔的尺寸將陶瓷主軸烤瓷后外圓磨削修復至配合尺寸。
(2)空氣陶瓷主軸用外圓磨床磨修圓,根據主軸磨修尺寸,將主軸套孔車大至配合間隙4 mm后精磨修,再加內孔套(熱裝)后磨修至配合尺寸。
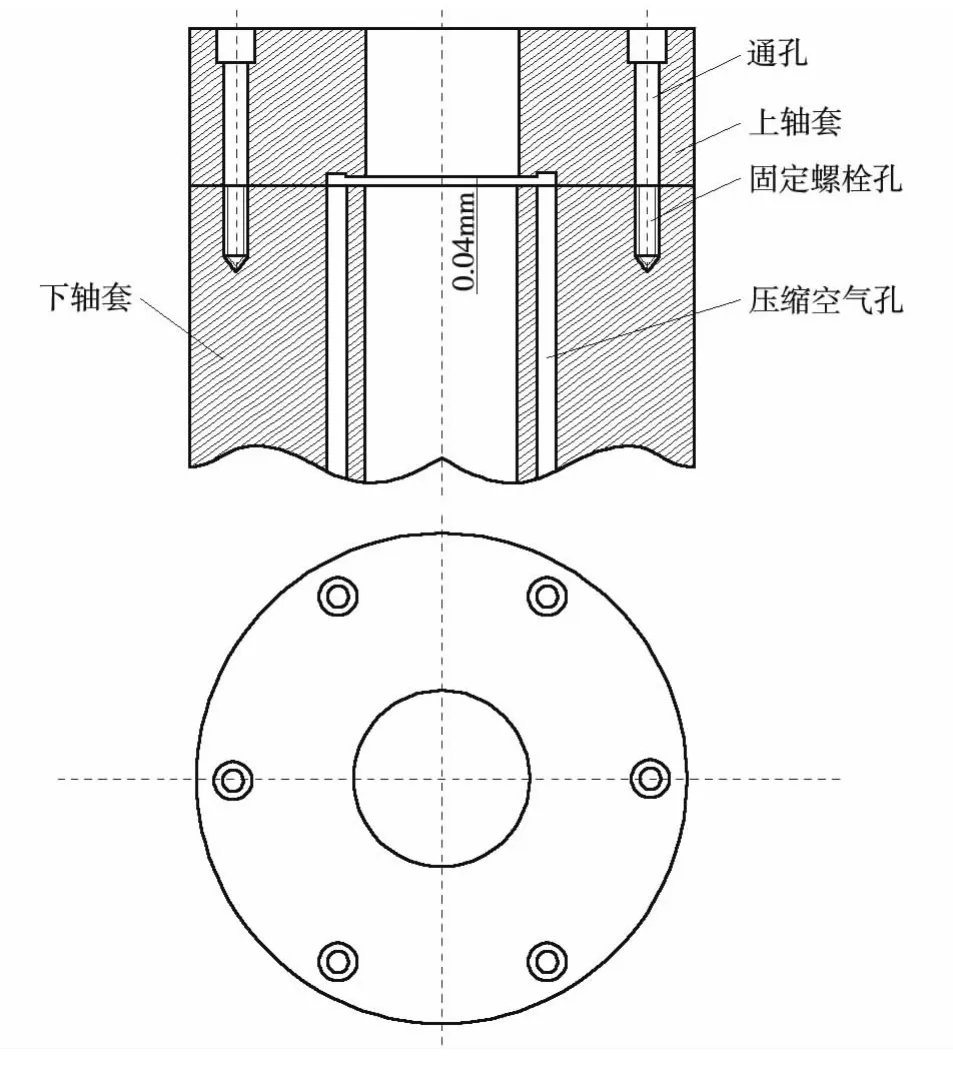
圖1 空氣軸承結構
(3)將空氣陶瓷主軸用外圓磨將陶瓷全部磨去修圓,根據修磨后的尺寸,將軸套孔加工磨修圓至主軸尺寸+(2~3)mm。再將主軸原軸承部位加上聚四氟乙稀軸套,根據孔修磨尺寸,將主軸加工修磨至配合尺寸保證軸與孔間隙在0.04~0.06 mm要求范圍內。
比較以上方案,第一種最理想,但烤瓷修復工藝操作,限于單位情況無法實施。第二種方案加工軸孔,因為軸套為上下兩部分。軸套修復工藝復雜,難度大,精度難掌握,但主軸可以保留原陶瓷材料。第三種方案,加工工藝可靠,但去陶瓷后采用聚四氟乙稀材料沒把握。此后經過考察咨詢,現在的各類型申克秤的主軸采用聚四氟乙稀材料的也不在少數,許多精密機床上的空氣主軸也采用的聚四氟乙烯軸套工藝,因此選用第三種修復方案具有優勢。
修復過程中注意到一個細節,軸套磨修后需拆開清理風道,而上下兩部分軸套原為螺釘固定,固定尺寸不準確,裝配后會出現不同軸情況。要達到同心,需加工配合尺寸和精度很高的定位芯軸才能保證裝配精度,為避免此情況發生,在拆卸前采取在上下軸套上先鉆兩個3 mm的定位孔并配車定位銷的方法,保證了裝配定位精度。
技術人員懷疑聚四氟乙烯的硬度和耐磨性達不到陶瓷的性能,分析后認為,因空氣軸承的軸套一周是間隙均勻的壓縮空氣氣墊,運轉時理論上認為軸與軸套之間基本不接觸,在保證主軸在軸套間的同軸度運轉及周圍壓縮空氣等壓的情況下,理論上空氣軸承是不會產生軸與軸套的接觸磨損的,與軸的硬度高低關系不大,采用聚四氟材料可行。
在維修過程中,嚴格按照制定的修復工藝及步驟去實施,從解體、修復、裝配、調整,共計用了3天時間,修復后使用至今運行正常。期間在2012年12月和2013年7月停窯檢修期間進行了解體檢查,聚四氟乙烯套幾乎無磨損,符合修復前的推斷,修復相當成功。
