公路大橋索塔鋼錨箱關鍵制作技術及焊接變形控制
2014-12-14 12:19:50中鐵寶橋集團有限公司陜西寶雞721006何艷萍
金屬加工(熱加工) 2014年6期
中鐵寶橋集團有限公司(陜西寶雞 721006)何艷萍
1.結構簡介
某長江公路大橋為雙塔雙索面連續混合梁斜拉橋,主跨926m,索塔高236.5m。斜拉索錨固區采用鋼錨箱結構,總高度72.9m。鋼錨箱共26節,每節鋼錨箱長7.118~8.517m,寬2.40m,高2.30~3.55m。
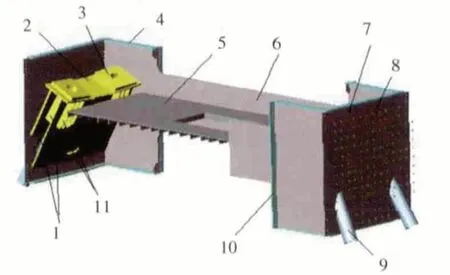
圖1 鋼錨箱整體布置
鋼錨箱為箱形結構,整體布置如圖1所示。側板主要承擔斜拉索水平拉力,在側板外側焊有豎向加勁板;端板與混凝土塔壁相連,表面焊有剪力釘;索力通過腹板傳遞至豎向拉板上,高度隨斜拉索角度不同而變化;兩塊豎向拉板之間設置橫隔板,上面開有人孔,在斜拉索張拉時作為施工平臺使用。鋼錨箱節段之間采用高強螺栓連接,鋼錨箱與索塔之間連接的主要構件是剪力釘,剪力釘焊在端板上。鋼錨箱作為斜拉索錨固結構,是重要的受力和傳力構件。其中腹板與側板、側板與端板之間承擔全部索力,為主要受力焊縫,相互間連接焊縫均為熔透焊縫。索力又通過腹板傳遞至豎向拉板上,錨箱腹板、錨板與側板為全熔透焊接。
2.鋼錨箱制造難點
(1)組裝精度 鋼錨箱的幾何尺寸精度受組裝精度的影響很大。由于該錨箱結構形式不規則、結構復雜、焊縫集中及施焊空間小,所以如何選擇合理的組裝工藝流程,是確保錨箱幾何精度的關鍵因素。
(2)焊接變形 焊接變形是影響鋼錨箱幾何尺寸精度的因素之一。由于該鋼錨箱熔透焊縫多、板厚及施焊空間有限等因素的影響,因此提高熔透焊縫的焊接質量、減少焊縫返修,是保證鋼錨箱幾何尺寸精度的關鍵因素。
(3)機加工精度控制 為了使鋼錨箱節段之間匹配良好,鋼錨箱整體機加工精度控制也是保證幾何尺寸精度的關鍵因素。
3.鋼錨箱制作工藝
鋼錨箱制造采用“零件→合件→單元→整體→預拼裝”方式生產,即將每個鋼錨箱分為錨腹板單元、隔板單元、承壓板單元等部件制作,然后組焊成鋼錨箱整體,箱體上下端連接板厚度方向預留整體加工量,下端連接板孔先鉆出,上端連接板孔暫不鉆制,待預拼裝時配鉆該端孔群。用大型鏜銑床加工鋼錨箱兩端面,并進行預拼裝,安裝臨時匹配件,并配鉆上端連接板及拼接板孔群。檢測合格后進行涂裝并對端面進行保護。
4.錨腹板單元制作和變形控制
錨腹板單元結構如圖2所示。
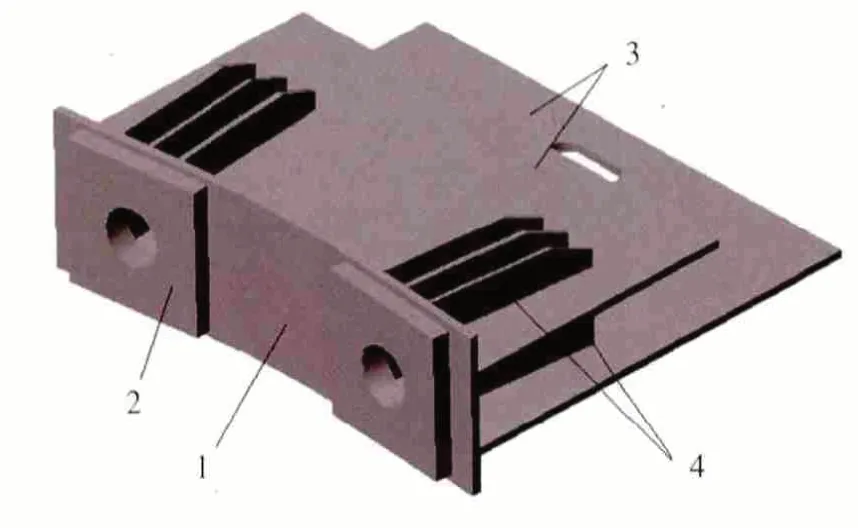
圖2 錨腹板單元
(1)制作工藝 ①錨板、腹板、錨墊板及加勁板用數控切割機精密切割下料。②機加工腹板周邊焊接邊及坡口,重點控制錨板相鄰焊接邊的角度及幾何尺寸精度。③采用數控下料后用壓力機對其進行壓彎,內卡樣板檢測,確保彎曲角度。④組焊錨板合件,修整焊接變形后用銑床加工錨板及錨墊板外表面,以保證組裝整體時錨板與腹板能夠密貼。⑤在專用組裝胎型上組裝錨腹板單元。
(2)錨腹板單元焊接工藝 第一,由于錨腹板為全焊接結構,熔透焊縫占全部焊縫的70%;同時考慮到焊接效率、外觀質量和焊接勞動強度等因素,所有熔透焊縫采用熱輸入小的CO2氣體保護焊方法,采用四川大西洋藥芯焊絲E501T—1,φ1.2mm。
第二,焊接接頭設計。錨板和腹板的磨光頂緊坡口角焊縫采用單面V形坡口;內側加勁板與腹板單面熔透角焊縫,加勁板開45°坡口,背面貼永久鋼襯墊;外側加勁板與腹板坡口角焊縫采用對稱雙V坡口;錨墊板與承壓板采用K8單面圍焊。
(3)錨腹板焊接變形控制措施 第一,先焊接上腹板、下腹板與錨板的內側K8角焊縫1a,焊接位置為平角位。再焊接內加勁板與錨板的對接焊縫與角焊縫組合焊縫2a,并焊接一次完成(見圖3)。
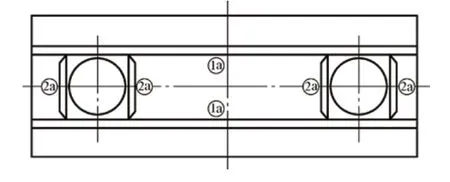
圖3
第二,焊接上腹板、下腹板與錨板的對接焊縫與角焊縫組合焊縫,焊接道數2道,焊縫厚度不超過8mm。焊接熱輸入控制在工藝要求的下限。
第三,按照圖4規定的部位,將錨板預變形至4mm,火焰矯正范圍為上下腹板表面至其下50mm的范圍。預變形達到要求后再組裝反變形加勁板。反變形加勁板數量要求為錨管部位各3個,中間部位2個,每個側面共8個。反變形加勁板與上下腹板單側焊接,焊腳尺寸K10,焊縫長度120mm,與錨板不焊接。
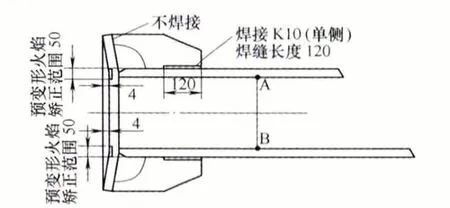
圖4 錨腹板單元預變形示意
第四,焊接內加勁板與下腹板的焊縫2b,焊接焊縫厚度不能超過工藝要求厚度的2/3,焊接位置為平角位;焊接上腹板與錨板的焊縫1b,焊接焊縫厚度不能超過工藝要求厚度的2/3,焊接方向以豎向基準線對稱從兩端向中間施焊,焊接位置為平角位。焊接熱輸入為工藝要求的下限,焊縫的端部要考慮端部包角的要求,包角焊縫(A、B兩點和腹板與錨板焊縫端部的過焊孔部位)打磨后的半徑≥20mm。
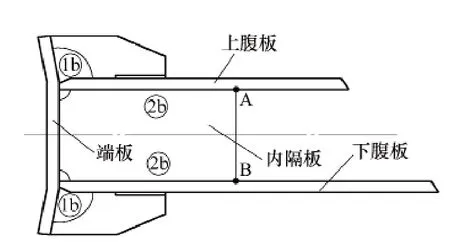
圖5 錨腹板單元焊接順序示意
第五,腹板單元翻身180°,焊接內加勁板與上腹板的焊縫2b,焊接焊縫厚度不能超過工藝要求厚度的2/3,焊接位置為平角位;焊接下腹板與錨板的焊縫1b,焊接焊縫厚度不能超過工藝要求厚度的2/3,焊接方向以豎向基準線對稱,從兩端向中間施焊,焊接位置為平角位。焊接熱輸入為工藝要求的下限,焊縫的端部要考慮端部包角的要求,包角焊縫打磨后的半徑≥20mm。
第六,重復兩次以上過程,焊接完成腹板與錨板、腹板與加勁板的焊縫,焊接熱輸入始終控制在工藝要求的下限。
第七,焊接完成后用火焰切割解除反變形加勁板,嚴禁用錘擊的方法。然后檢查焊縫,清除焊縫表面的焊豆和反變形加勁板的焊縫等,補焊和打磨各種缺陷,同時打磨焊縫端部的包角焊縫,形成勻順圓角R20mm。
采用以上工藝后,有效地控制了錨板與腹板的焊接變形。待整體焊接完成后,對錨板垂直度、平面度進行檢測。
5.鋼錨箱整體制作和變形控制
(1)鋼錨箱整體制作工藝 第一,為了保證錨腹板準確定位,在側面拉板上精確畫出基準線、錨腹板組裝位置線后,在組裝位置線上安裝定位托板,公差要求在0.5~1.0mm之間。
第二,根據組裝位置線定位錨腹板單元,當錨腹板放置到位后用垂球檢測其垂直度,然后用馬板進行定位,再組裝另一側拉板。焊接前,在錨腹板與側拉板之間安裝臨時支撐,支撐間需加力頂緊。
第三,以基準線為基準,用經緯儀、水準儀配合定位組裝端部承壓板單元(簡稱端板單元)。
第四,組焊加勁板及同時配裝上下端連接板,修整焊接變形。
(2)鋼錨箱整體焊接工藝 第一,所有熔透焊縫采用熱輸入小的CO2氣體保護焊方法,采用藥芯焊絲E501T—1,φ1.2mm。
第二,焊接接頭設計。橫隔板單元與側板的焊縫為K15雙面角焊縫;側板與端板、錨腹板單元的單面熔透角焊縫中側板開45°坡口,背面貼永久鋼襯墊;承力板與端板坡口角焊縫,由于結構限制,故只能開單面坡口焊接。
(3)鋼錨箱整體焊接變形控制 為了控制箱口尺寸及扭曲變形,在焊接端板與側面拉板對接焊縫時,先焊接2道,焊縫厚度不超過8mm,然后將端板超出側面拉板部位進行火焰矯正預變形4mm,再組裝反變形加勁板,反變形加勁板與側拉板采用單側焊接,焊腳尺寸為K10,焊縫長度為120mm。此外,在箱口四周距離板邊緣200mm處加箱口控制馬板(見圖6)后,焊接剩余焊縫。

圖6 箱口控制馬板
(4)鋼錨箱整體機加工 為保證鋼錨箱制作質量,確保鋼錨箱上下相鄰節段之間的斷面接觸率,鋼錨箱整體組焊完成后采用數控落地鏜銑床對其進行整體端面機加工,保證端面加工精度。
6.鋼錨箱質量控制措施
(1)焊接質量控制措施 第一,焊接工藝評定是制定焊接工藝的前提條件,根據鋼錨箱的結構形式,共進行了8種接頭形式的焊接試驗,其中對接接頭2種,角接接頭3種,熔透角接接頭2種,圓柱頭焊釘1種。
第二,合理的焊接工藝規程是焊接質量的根本保證。焊接工藝規程不但確定了焊接方法、坡口形式、焊接參數,同時制定了有利于控制焊接變形的焊接順序、焊接方向等工藝措施。
第三,嚴格執行焊工管理制度、焊材發放制度、工藝管理制度、焊縫檢測制度等各種與焊接有關的規章制度,從各個方面保證焊縫質量處于受控狀態。
第四,對不同部位的焊縫采用不同的檢驗手段。側拉板對接焊縫采用超聲波和X射線探傷,錨板和錨墊板周圈焊縫采用磁粉探傷,其余坡口角焊縫均采用超聲波探傷進行檢測。
(2)幾何尺寸工藝控制措施 第一,完善的工藝方案和完備的工藝裝備,是保證制造精度的基本支持條件。
第二,有效的焊接變形控制措施是保證幾何精度的重要手段。在鋼錨箱的制作過程中,采取預留收縮量,焊接彈性馬板、預置反變形、調整焊接順序和焊接方向等措施,有效控制了焊接變形,保證了幾何尺寸精度。
第三,鋼錨箱整體機加工工藝,保證了節段匹配安裝和橋位線型。
7.現場安裝檢測數據
附表是鋼錨箱在橋位架設完成后,第三方檢測單位反映的數據。從附表不難看出,各個項點控制良好,所有數據均滿足索塔鋼錨箱制造驗收規則要求。
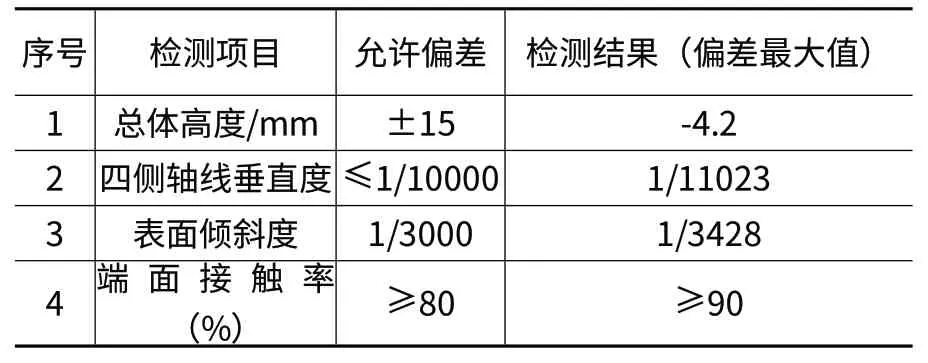
鋼錨箱現場安裝監測記錄
8.結語
因鋼錨箱為斜拉索錨固結構,同時也是主要受力和傳力構件,所以鋼錨箱幾何尺寸、接口匹配及總高度都有嚴格要求。
在鋼錨箱生產中,采取以上制作工藝,很好地保證了設計要求的各項指標。從監控單位反饋的檢測結果看出,鋼錨箱的各主要技術指標均滿足現場安裝要求,證明以上制造工藝措施得當、合理。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
