火焰切割質量與“補丁焊縫”
2014-12-14 12:19:50安徽杭蕭鋼結構有限公司蕪湖241006宋守民
金屬加工(熱加工) 2014年6期
安徽杭蕭鋼結構有限公司(蕪湖 241006)宋守民
1.概述
無論輕型還是重型建筑鋼結構焊接制造,埋弧焊、氣體保護自動焊等焊接工藝都起著重要的作用,其焊縫具有表面光潔美觀、波紋平整細密、平直寬窄適度及表里熔合良好的特點,因此企業近75%以上的主導工程焊縫都由自動焊接工藝完成。
但在同等工程條件下,焊接同質母材焊縫時,埋弧焊或氣體保護自動焊的焊縫,卻又反復無常地出現不同程度的氣孔、夾渣、未熔合、偏析、咬邊、焊穿掛瘤等焊接缺陷,致使主體焊縫質量產生不等量的二次返修的劣質“補丁焊縫”,降低了整體工程焊接的等級,延誤焊接生產周期,增加了焊縫返修工程的成本再投入。原本不該產生的焊接劣質問題,卻又成為影響焊接工程質量、焊接工作效率及焊接操作者工作情緒等方面的障礙。下面將結合公司情況分析造成“補丁焊縫”的原因
2.原因分析
(1)母材的變形切割與“補丁焊縫”我公司建筑鋼結構工程制造所使用的鋼板規格尺寸,大多是12000mm×1200mm,厚度為6~60mm乃至更厚,工程構件形態的焊接多為平板對接焊縫。H型、T型等不同規格厚度的梁和柱焊接,工件組合長度由幾米、十幾米乃至更長,工件寬度尺寸各不相同。所有板材下料方式,除部分中薄板小件剪切成形之外,絕大部分薄、中、厚的單件板材下料都分別依靠手工火焰切割、CG1—30型小車半自動火焰切割、CG1—4000A多頭直條火焰切割、CNG—4000B數控多頭直條火焰切割以及GS/ZⅡ—5000雙邊數控直條切割機等進行氧乙炔(或丙烷)混合燃燒的中性火焰切割,其中自動化和半自動化切割占據著批量性工件板材切割的主導地位。
在被切割的母材中,不乏有一些批量性的6~16mm厚度的卷筒拉伸板,由鋼材生產廠家拉伸剪切成相應規格尺寸的半成品板材,因此其板面平直度殘留有卷筒弧度的拱曲變形。隨著板材厚度與抗變能力的不同,變形的拱曲尺寸也有所不同。那些可塑性較強的中厚型板材,如6~16mm,經倉儲堆放、轉運吊裝、長途運輸顛簸以及彈壓等影響,增添了“先天性”變形板材的局部再變形,導致板材平直度使用性能方面,增加了難以制控的凹凸層面。如果在未進行有效矯正工序之前,讓變形板材進行不規則的火焰切割工序,使割炬的火焰高度在變形板材割縫上,失去了均衡穩定的切割狀態,使多頭自動火焰切割的割縫,出現不規則的犬齒狀的彈跳式切割(見圖1)。隨著割縫長度的增長,這種不均衡的公差累積勢必會增大增多,使變形板材的割縫無論在切割質量、切割效率和燃燒切割的氣體損耗方面都難以平抑和調控。

圖1
按照中性切割火焰常規工藝要求,割炬焰芯與板材割縫之間的切割高度,選擇在3~8mm之間的割縫凸面部位(最高不宜超過10mm以上),作為熱力集中的切割基準點,并以此高度基準點維系割炬火焰在板材割縫上,以實施160~280mm/min的速度全程切割而不受阻隔。
但是由于卷筒板材不均勻的拱曲度變形尺寸,制約了割炬火焰與板材割縫之間的切割高度,使切割火焰熱高溫值無法用于有效的板材切割,而是使3150℃中性火焰熱值游弋在距板材割縫35~65mm的峰谷之間。與常規工藝割炬的高度要求(3~8mm)相比,超出了約10倍之多,使3150℃的中性火焰的峰值不得不自行降低到1350℃左右的中性外焰與尾焰的擴散性余熱水平,近兩倍的有效切割熱值散失。隨著板材的波曲變形,割炬切割火焰的高抬而白白的散失掉,使中性切割火焰的有效峰值熱高溫,無法發揮其正常切割力度、質量和效率,形成了火焰切割的弊端,再度提高了板材切割的工藝難度,直接使割縫質量出現不等量地啞割、斷續割、割口氧化、割渣與割縫金屬強力粘結以及后拖量等系列割縫缺陷,乃至形成局部割縫的二次返修重割。隨著變形板材割縫的存在,火焰平臺的不規范,火焰切割工藝的不足,必將持續地僵持下去。為此割縫質量組合裝配成焊縫后,交付給焊接工序承焊時,“補丁焊縫”的不等量出現,確實是難以避免的。
(2)自制切割平臺質量與“補丁焊縫”火焰切割平臺是板材火焰切割下料時承載受割板材的重要工藝裝備,是影響火焰切割質量與效率的又一個關鍵點。對于具有批量性火焰切割工件的企業,在置備較大型現代自動化、半自動化火焰切割機床品位上來說,應該以同等重要的視覺理念,設計和購置與現代化火焰切割設備相配套的、較為規范的火焰切割平臺,以滿足企業大批量長時間的火焰切割工藝技術特質的要求,同時給企業在產品制造過程中的切割質量、效率及其整體工程中的主導地位與價值創造條件。
所謂比較規范的火焰切割平臺,應具備以下幾點要求:①火焰切割平臺要平整有型、水平有度、功能適當、經久耐用,重在水平有度與適用性上制造、檢測和安裝驗收。②火焰切割平臺的材質,要具有特質性的燃點和熔點,具有耐高溫火焰切割的材質特點,且脫渣性能好,不宜與切割氧化渣粘結,抗變形力強等。③火焰切割平臺必須具備承載受割母材重力的抗壓調節能力,具有通透、散熱和落渣安全的離地斗孔,便于移位吊裝、清理、組合等特點。
然而在一些企業的生產實踐中,對批量性火焰切割平臺的工藝技術特質要求認識不足,其在工程制造過程中的主導地位,以及對產品制造質量與效率的價值創造等鏈接效應與作用理解不深,隨意用企業廢料等鋼材自行拼制的所謂火焰切割平臺(見圖2)。從使用功能特點上看,它既不具備平整有型、水平有度、經久耐用的規范形態要求,也不具備火焰切割平臺所必須的耐高溫燃點、熔點和易脫渣的材料特質。作為長年累月要求批量性火焰切割的平臺來說,顯然是不合格的。由于自制火焰切割平臺所使用的邊角余料,其燃點和熔點與受割母材材質相同,且切割焊縫金屬時,所生成的液態氧化熔渣的流動性,先于受割金屬液體的流動性,所以當切割火焰透過母材割縫時,受割板材割縫背面的自制切割平臺金屬也同時受到切割火焰的燒損和氧化熔渣的噴涂、粘結和咬合,形成金屬割縫與氧化熔渣的膠著狀混合體,咬合在割縫金屬邊緣部位,極難清除和打磨,自制的切割平臺也因此損壞,且頻率極高,即便是自制嶄新平臺或修整一新的平臺,隨著火焰切割的常規運作,隨時都會受損,致使整體火焰切割平臺再度落入年年反復檢修、年年更新制造的循環。如此不暢的火焰切割環境與條件,勢必給“補丁焊縫”的生成提供了源頭工序上的主導誘因,“補丁焊縫”屢屢出現也就成了勢在必然。
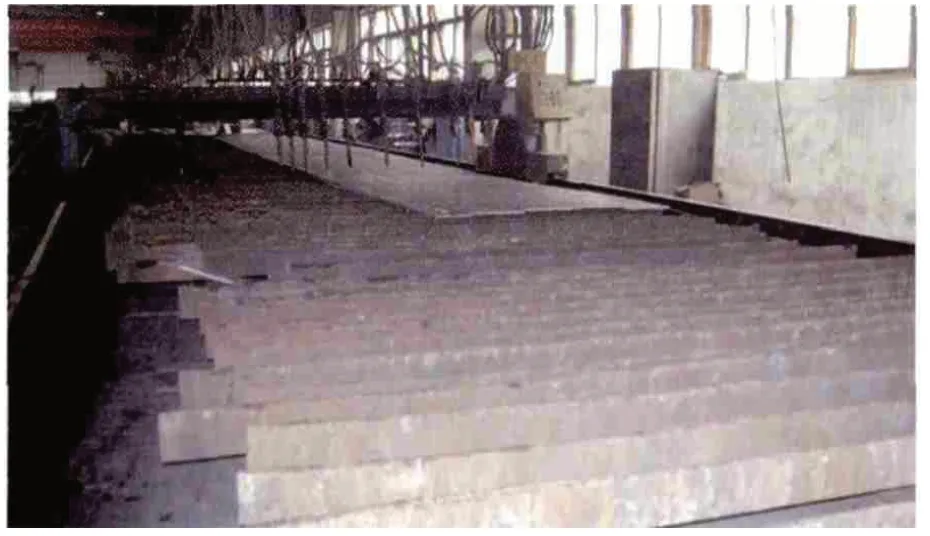
圖2
(3)氧化火焰切割與“補丁焊縫”氧化火焰切割與中性火焰切割的主要不同點,在于它混合燃燒氣體,氧耗比量要遠超過1.1∶1.2的中性火焰燃燒比值,高達1.1∶(1.3~1.7)的氧耗比水平。因此氧化切割火焰的構成溫度與切割特性,也就有別于中性火焰和炭化焰。氧化切割火焰是由焰芯和外焰近似于兩段式組合燃燒,切割火焰溫度比3150℃左右的中性火焰切割溫度高出100~150℃,即高達3300℃的切割火焰值,其焰芯略顯過氧微藍色,噴出的切割火焰的沖值聲度,比柔和的中性火焰來得脆硬和沖撞,切割用高壓氧鋒線的沖割能力也比較強。借助氧化火焰的上述特點,為調節對拱曲變形板材的切割和緩解不規范火焰切割平臺的工藝困擾,臨時性采用氧化火焰切割的嘗試,也許是有益的舉措。
但是過氧焰比值與乙炔(丙烷)的混合燃燒,使割縫切割部位產生氧化富氧區的劇烈反應,過氧火焰中的游離氧、CO2和水蒸氣等雜質,使受割金屬割縫的熔融金屬迅速產生氧化和脆化,部分合金元素燒損,氧化熔渣與割縫熔化金屬邊緣,形成膠著狀的咬合,形成渣、縫一體化的膠著渣根,深嵌在組合裝配工件的焊縫中,幾乎無法清除,一旦接觸到焊接熱高溫熔池的焊接熔煉,深嵌在金屬焊縫中氧化渣根中的渣,由于其燃點和熔點低于母材金屬,且液態流動性能也優于液態母材金屬,因此首先開始在熔焊的焊池焊縫部位中,熔化流失成空洞,形成焊縫焊穿并在流經的焊縫背面,冷卻凝固成混合狀漏渣掛瘤、焊縫偏析未熔合,二次“補丁焊縫”的再生夾渣、氣孔等焊接性缺陷。因此可以看出借助過氧火焰切割金屬焊縫,除了造成割縫自身的氧化弊端之外,也同樣改變不了未經矯正的拱曲變形的金屬母材的切割之苦,也同樣繞不開凹凸不平的自制切割平臺的工藝困擾,最終還是難逃“補丁焊縫”的厄運。
造成“補丁焊縫”的緣由,還可以訴列一些,但和以上三種情況相比,都屬于可控性的一般工藝技術操作問題,只要盡心盡責,在焊前準備工作上做到位,都隨時可以調節理順,因此本文不再贅述。
3.結語
從上述幾點梳理敘述中,不難理解鋼結構焊接工程,其焊縫宏微觀內外焊接質量的成敗優劣,都是經由諸多綜合工藝要素之間的相互依托、相互鏈接、相互制約而得以相輔相成的。“補丁焊縫”的成因就充分說明了這個道理。從“補丁焊縫”成因的表象去判斷,人們也許又習慣性地認為是焊接的問題,以為是焊接工藝技術上的缺憾所致,或焊接準備工作不到位而影響操作技能水平的發揮,或焊接工裝設備的羈絆。但從“補丁焊縫”焊接制造全過程的反復梳理與檢點中,令人意外地發現,這些非正常的“補丁焊縫”的真實成因,卻與焊接自身的工藝技術操作,并沒有直接的主導因果關系。事實說明:卷筒板材的拱曲變形,矯正工序的缺失,極不規范的自制切割平臺,導致割炬切割火焰尺寸的無奈高抬以及過氧化焰的割縫氧化等因素,成為“補丁焊縫”的主導成因。
這里做重要說明的是,在上述制約“補丁焊縫”成因的諸項因素中,雖然都各有其弊,但從真實意義上說,它們都是被動地受制于自制火焰切割平臺諸多方面的不規范而無可奈何地“跟進”,導致了切割火焰的變異,火焰切割溫度值的紊亂,使母材割縫凹凸不平,同時也妨礙了在火焰切割過程中,利用平整與規范的切割平臺對變形母材的矯平。正因為火焰切割現場的非常規切割環境與條件的束縛,使火焰切割操作者也深受其中之苦。如果再深層次追根究源,也許在設計火焰切割工程配套時,缺乏對火焰切割生產實踐及其工藝技術真實特質的分析與理解,以急功近利的浮躁,陷入了誤區。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
