大直徑法蘭拼焊平面度變形控制
2014-12-14 12:20:42戚建偉
金屬加工(熱加工) 2014年18期
戚建偉
隨著科學技術的進步,各種產品、機械裝備正向著大型化、高效率、高參數的方向發展,對產品的可靠性要求越來越高。我公司生產的斗輪堆取料機、圓形料場堆取料機在不斷的優化升級,堆取料能力逐漸提高。在加工制造過程中,作為主要受力部件的回轉大軸承法蘭,其制造質量控制成為重中之重。設備結構如圖1所示,通常設備中,法蘭尺寸如圖2、圖3所示。
大直徑法蘭通常采用焊接方法拼焊而成。在組焊過程中,常常由于焊接順序不正確,或未采取適當的防止變形的措施,致使變形量大,后續的矯正非常困難。
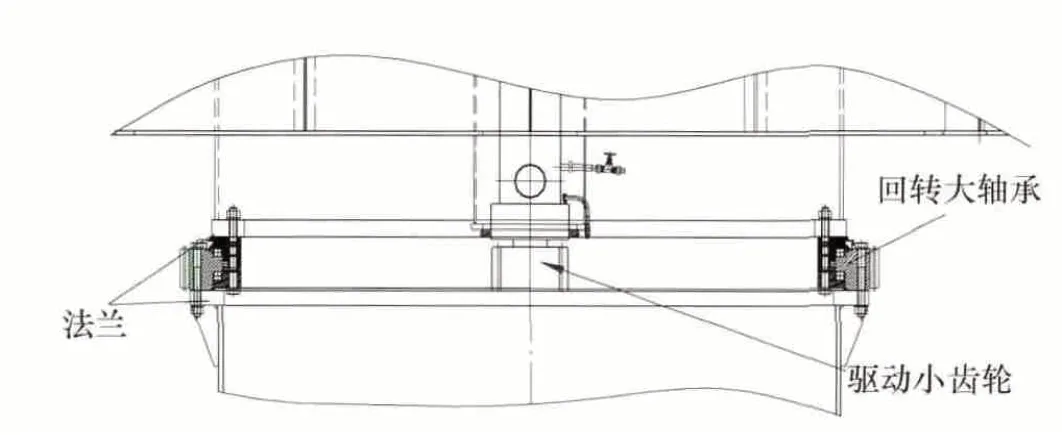
圖1 設備結構

圖2 圓形料場堆取料機法蘭
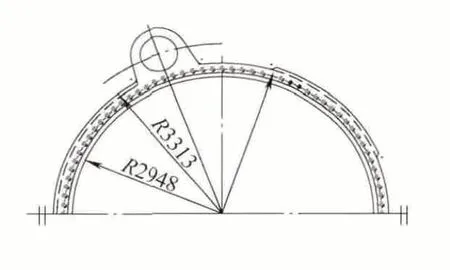
圖3 斗輪堆取料機法蘭
1.法蘭變形原因分析
法蘭采用的是低合金結構鋼Q345B或Q345C,厚度60~90mm。大直徑拼焊時,由于焊接量大,容易發生較大的橫向收縮;另外再加上法蘭的直徑大,法蘭剛度差,橫 向收縮將引起較大的法蘭平面度、圓度及周長的變化。
在拼焊過程中,由于法蘭的厚度較大,造成焊縫的厚度方向上分布不均勻,上面大、下面小,結果就形成了焊件的平面偏轉,兩側向上翹起一個角度。整體表現為法蘭平面度超差嚴重。
2.防止變形的工藝措施
(1)焊前準備 清理坡口及兩側表面各50mm范圍內的一些氧化物、油漬、水分及其他有害雜質。
(2)焊前預熱 由于預熱不僅可以改善焊接接頭的塑性,也能夠有效地降低焊縫受熱區的最高硬度,防止出現馬氏體淬硬組織,避免產生冷裂紋,降低焊后殘余應力,所以我們在焊前采取預熱措施,通常Q345的整體溫度為100~120℃。焊前預熱可以使焊縫區金屬和四周的金屬溫度差減少,在焊后又能夠均勻的緩慢的同時冷卻收縮,達到明顯減少焊接變形的目的。
(3)焊接參數及焊接注意事項 法蘭一般按圓周4等分或按實際情況分成不同大小幾段拼接,采用不對稱X形坡口,CO2氣體保護焊,多層多道焊。采用“剛性固定法”控制變形,在焊縫加焊“馬蹄鐵”。坡口形式如圖4所示。
焊接參數如表1所示,焊接時,法蘭的相對焊縫兩個焊工同時焊接,先填充大坡口一測,并在焊接過程中用1m鋼板尺測量焊縫角變形量。待焊縫處開始出現角變形即停止焊接,并用石棉板包裹焊縫保溫。翻轉工件,用碳弧氣刨清根,焊接過程同樣用平尺測量焊縫處的角變形量。按上述步驟反復進行,直到焊接完畢。
(4)焊后處理 焊接完畢后,采用遠紅外加熱帶或加熱塊,局部加熱方法對焊道進行去應力處理。加熱帶或加熱塊寬度應大于3倍的板厚,加熱部位在加熱和冷卻時需包好石棉。注意熱電耦點焊于構件的中間部位側面,不得接觸加熱帶或加熱塊。焊后熱處理參數如表2所示,熱處理曲線如圖5所示。
3.結語
厚板法蘭拼焊在大型設備制造中較為常見,采用上述工藝方法拼接法蘭,有效減小了法蘭的角變形量,焊后法蘭平面度3~5mm,完全滿足后續加工要求。生產實踐證明,上述工藝不僅執行方便,而且減少了工件翻轉次數,大大提高了工作效率。
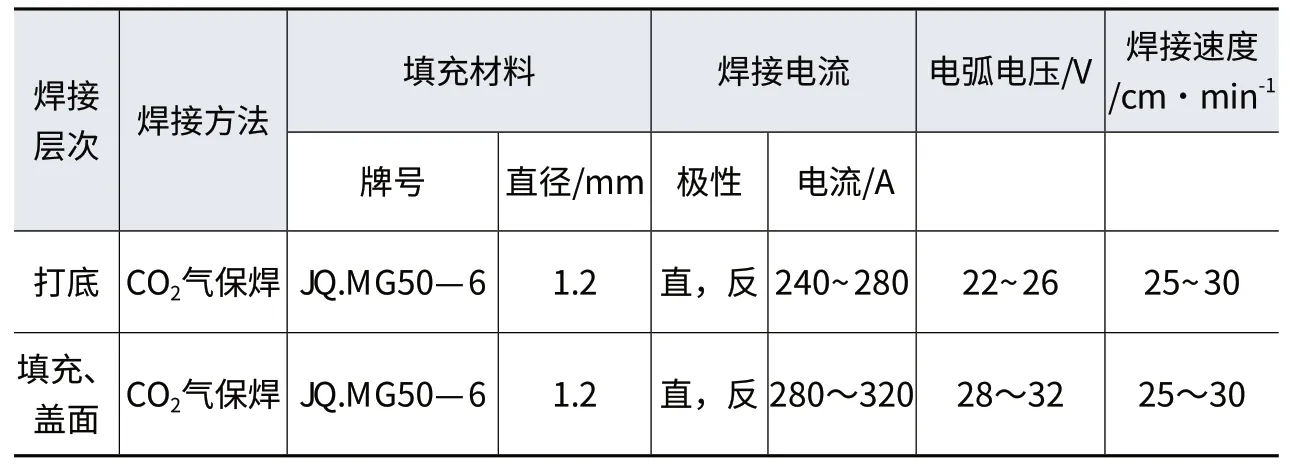
表1 法蘭拼接參數
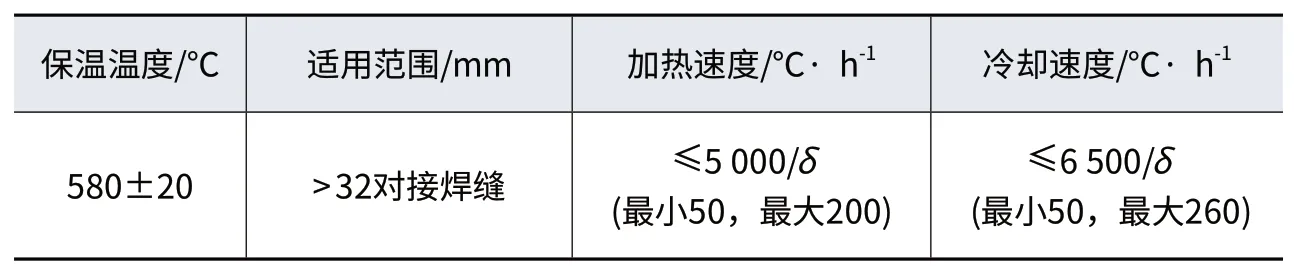
表2 法蘭焊后熱處理參數

圖4 坡口示意
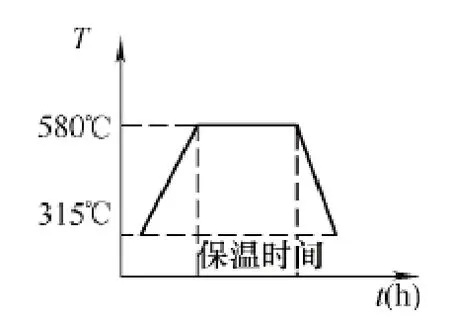
圖5
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年12期)2016-04-16 02:52:00
