安裝法蘭鍛造工藝及模具設(shè)計(jì)
2014-12-14 12:20:28孫建華
金屬加工(熱加工) 2014年17期
關(guān)鍵詞:設(shè)計(jì)
孫建華
安裝法蘭是工程機(jī)械液壓缸關(guān)鍵受力部件,必須具有較好的綜合力學(xué)性能,才能滿足工程作業(yè)過程中的很大負(fù)荷,否則,作業(yè)過程中一旦出現(xiàn)質(zhì)量問題,將造成很大安全事故及不可估量的經(jīng)濟(jì)損失。經(jīng)分析,采用模鍛件制造該產(chǎn)品是比較合理的選擇。
1.產(chǎn)品特性分析
產(chǎn)品零件如圖1所示,材質(zhì)為35鋼。為便于分析,把該產(chǎn)品分為上下兩部分,上半部分稱為頭部,下半部分稱為頸部。頭部為扁平長(zhǎng)方形,特點(diǎn)是面積大、厚度很薄;頸部為圓筒形狀,特點(diǎn)是孔大、頸高、壁薄。根據(jù)產(chǎn)品特性分析,可看出該產(chǎn)品鍛造難度較大。
2.鍛造工藝性分析
(1)常規(guī)鍛造工藝設(shè)計(jì) 根據(jù)該產(chǎn)品特性,其最大截面在頭部,所以分模線位置選取在頭部厚度尺寸38mm的中心位置是比較合理的,鍛件如圖2所示。由于頸部壁薄,內(nèi)孔大且深,成形難度較大,所以頸部放在上模。上模型腔窄且深,如圖2中A部位,成形較困難。
為保證鍛件飽滿成形及順利出模,應(yīng)盡量減小上模凸臺(tái)高度尺寸,所以內(nèi)孔設(shè)計(jì)為盲孔;法蘭頭部設(shè)計(jì)在下模,為了放料穩(wěn)定,下模內(nèi)孔凸臺(tái)也盡量設(shè)計(jì)低一點(diǎn),不要超過分模線;為能順利脫模,上模內(nèi)外拔模斜度都稍大一些,內(nèi)斜度為10°,外斜度為5°。
鍛造工藝流程:下料→加熱(天然氣加熱爐)→鐓粗(10kN空氣錘)→成形(25MN摩擦壓力機(jī))→切邊(3150kN切邊壓力機(jī))。
按照常規(guī)設(shè)計(jì),鍛件凈重約43kg,從圖2中可以看出,由于沒有沖孔,中間連皮很厚,同時(shí)由于拔模斜度較大,鍛件不但要消耗很大一部分材料,且給后續(xù)機(jī)加工帶來很大困難,這樣就大幅增加了產(chǎn)品制造成本。
(2)復(fù)合擠壓工藝設(shè)計(jì) 為減輕鍛件重量,結(jié)合我公司具體設(shè)備條件,經(jīng)分析,決定采用復(fù)合擠壓工藝對(duì)鍛件進(jìn)行改進(jìn),如圖3所示。
經(jīng)改進(jìn)的鍛件屬于高轂深孔復(fù)雜鍛件。頭部厚度與最大尺寸比為0.13(<0.2);頸部為薄壁圓筒形,因此該鍛件為復(fù)雜件,復(fù)雜系數(shù)S4,鍛造難度較大。
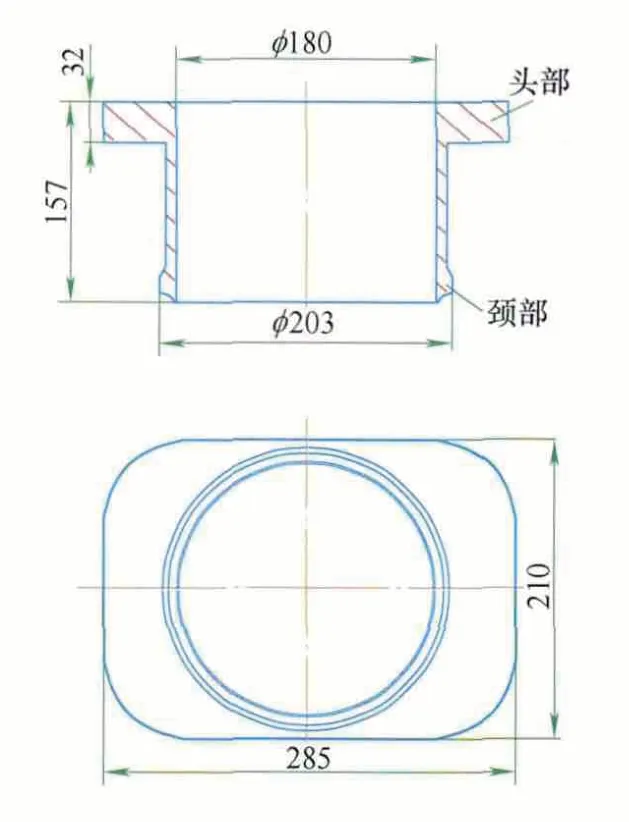
圖1 產(chǎn)品零件

圖2 鍛件常規(guī)設(shè)計(jì)
該產(chǎn)品難度主要是頸部成形,分模線選取在法蘭頭部尺寸38mm的中心位置,頸部放在下模,法蘭上半部分在上模;為保證頸部成形飽滿,下模內(nèi)孔凸臺(tái)取40mm;如果此尺寸太小,上沖頭凸出部分相應(yīng)就要高一些,反擠深度就會(huì)加大,這樣會(huì)加大成形難度,經(jīng)綜合考慮,上模沖頭凸出部分高度設(shè)計(jì)為113mm。
為了既保證鍛件能從下模順利脫模,又能保證鍛造時(shí)鍛件和下模之間有一定的摩擦力,阻止沖頭拔出時(shí),鍛件不會(huì)和沖頭一起被拔出來,保證鍛件不會(huì)粘在沖頭上,頸部外斜度取2°,內(nèi)斜度取5°。內(nèi)孔設(shè)計(jì)時(shí),為了減小由于毛坯上表面不平帶來的側(cè)滑力,底部設(shè)計(jì)一φ100mm圓臺(tái);另外,為了保證鍛造時(shí)沖頭底部金屬向上流動(dòng)通暢,避免造成內(nèi)孔折疊缺陷,在φ100mm向外設(shè)計(jì)成30°向上斜角,同時(shí)內(nèi)孔底部圓角加大。
該鍛件下料采用φ150mm材料。下料重量為35kg,毛坯尺寸為φ210mm×125mm。
鍛造工藝流程:下料→加熱(天然氣加熱爐)→鐓粗(1t空氣錘)→成形(25MN摩擦壓力機(jī))→沖孔(3150kN切邊壓力機(jī))→切邊(3150kN切邊壓力機(jī))。
3.模具設(shè)計(jì)
鍛模結(jié)構(gòu)設(shè)計(jì)如圖4所示,模架為矩形組合式,采用導(dǎo)柱導(dǎo)向。鍛模采用圓形鑲塊結(jié)構(gòu),采用斜楔緊固。由于鍛件在下模部分深度較深,出模較困難,因此采用下頂料。上模沖頭由于鍛打時(shí)受力狀況較惡劣,磨損很嚴(yán)重,需經(jīng)常修理,因此采用組合式結(jié)構(gòu),當(dāng)沖頭磨損嚴(yán)重時(shí),可快速更換,這樣既節(jié)省換模時(shí)間,實(shí)現(xiàn)快速換模,提高生產(chǎn)效率,又可大幅延長(zhǎng)模具壽命,降低模具費(fèi)用。
4.鍛造過程注意事項(xiàng)
鍛造過程中,應(yīng)注意:
(1)在坯料鐓粗過程中,應(yīng)盡量使上、下兩端面平整,否則,擠壓過程中,與端面接觸的表面會(huì)使沖頭產(chǎn)生側(cè)向力,從而使沖頭受力狀況更加惡劣。
(2)擠壓前,一定要把氧化皮清理干凈,否則,由于下面型腔很深且局部很窄,氧化皮會(huì)聚集在下面根部很難清理出來,同時(shí)由于氧化皮聚集在底部,會(huì)造成高度方向加工余量不足而產(chǎn)生廢品。
(3)擠壓時(shí),先要在坯料上平面心部撒一些木屑,木屑燃燒時(shí)會(huì)在坯料和沖頭間產(chǎn)生氣體,幫助沖頭和鍛件順利脫離,否則鍛件會(huì)因向上流動(dòng)的金屬溫度降低而緊緊抱住沖頭,結(jié)果造成沖頭迅速升溫而報(bào)廢。
5.結(jié)語
安裝法蘭鍛件采用復(fù)合擠壓成形,和常規(guī)模鍛設(shè)計(jì)相比,單件節(jié)省材料27.9%達(dá)12kg,批量生產(chǎn)可節(jié)約大量鋼材;同時(shí)由于鍛件加工余量小,機(jī)加工工時(shí)大幅降低,生產(chǎn)效率大幅提高,產(chǎn)品成本綜合成本降低30%以上,取得了較大經(jīng)濟(jì)效益。

圖3 鍛件改進(jìn)設(shè)計(jì)

圖4 模具結(jié)構(gòu)
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
