大容量中空吹塑機機頭的關鍵技術研究
2014-12-18 08:04:26李衛民盧廣亮
制造業自動化 2014年21期
李衛民,黃 建,盧廣亮
(遼寧工業大學,錦州 121001)
0 引言
中空薄壁塑料制品的加工采用的是中空吹塑的方法。一般而言,容積大于50L的中空制品就稱為大容量吹塑制品。對于大容量吹塑制品的吹塑,需采用在很短時間內擠出大容量熔體的儲料式機頭來形成型坯。目前,我國現有的中空吹塑設備多為中小型吹塑機,大容量中空吹塑設備很少,且存在很多問題,產品質量遠低于國外。本文針對200L以上大容量中空吹塑設備機頭的關鍵技術進行了分析與研究。
1 大容量中空吹塑機頭的結構研究[1]
儲料式機頭分為中心入料式和側向入料式。側向入料式是應用非常廣泛的一種方式。在儲料式側向入料中空吹塑機中,機頭所起的作用是融合融料,并形成型坯。融料融合的關鍵是機頭中的流道。目前我國一些企業研究出了雙層心形包絡流道,但雙層心形包絡流道流道長度較短,壓降較大,熔料融合后周向均勻性較差。本文參考國外資料研究出了雙層雙螺旋流道,如圖1所示。
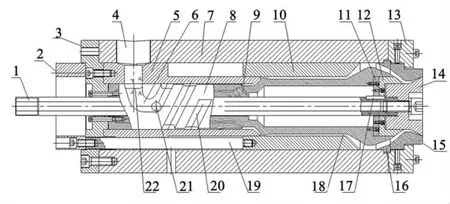
圖1 雙層雙螺旋流道機頭
圖1中,外芯設有兩條呈180o對稱纏繞的外螺旋流道,內芯設有兩條呈180o對稱纏繞的內螺旋流道,內螺旋流道與外螺旋流道呈180o對稱布置,外芯和內芯上的每條螺旋流道(內螺旋流道與外螺旋流道)的纏繞角度均為360o,以使外芯和內芯的360o的外壁面上的熔料充分均勻地融合。工作時,熔料從入料口進入機頭外筒,經過分流芯套的分流孔,由外芯上的分流錐順利完成分流,熔料向分流錐兩側流動,并經導向流道轉向90o后,引流到內、外芯分流處,一部分熔料由外芯上的外螺旋流道向下螺旋流動,另一部分則通過導流通孔流入到內芯的內螺旋流道中,熔料在內、外螺旋流道內流動時,一部分熔料隨著內、外螺旋流道向下流動,另一部分熔料順著內、外芯壁向下流向儲料腔,這樣可以保證360o都有熔料下流,使得熔料均勻融合。
2 大容量中空吹塑機頭工藝參數與結構尺寸的研究[1~3]
本文以吹塑200L塑料(高分子高密度聚乙烯)桶為例,研究了大容量機頭工藝參數和結構尺寸的確定方法。桶的參數為:直徑580mm,最小壁厚6mm,桶重13Kg。
1)機頭口模直徑D
機頭的口模直徑與制品直徑、吹脹比有關,需按式(1)公式計算。考慮離模熔體膨脹效應、流道末端效應、冷卻收縮效應和自重下垂效應,引入修正系數α。α的大小與熔融物料的流速、溫度,口模定型物料的相對分子質量等有關。

式中:D為口模直徑;α為修正系數,一般為0.5~1.0,本文取0.7;Dz為制品直徑,本文為580mm;b為吹脹比,對于大型或薄壁制品b取為1.5~3.0,通常為1.5,本文取1.5。由此得口模直徑為260mm。
2)機頭口模間隙h1
機頭口模問隙與制品厚度、吹脹比有關。由于熔融物從口模間隙中擠出成為型坯時,存在著熔體膨脹效應等現象,因此在口模間隙設計時引入修正系數β。

式中:h1為口模間隙;β為修正系數,一般為0.5~1.0,對于粘度大的塑料取小值,本文取為1.0;t為制品壁厚,本文為6mm;b為吹脹比,本文取1.5。由此得口模間隙應大于9mm。
3)機頭口模閉合間隙h2
機頭閉合時要把管坯切斷,還要保證不漏料。機頭閉合時口模與芯模之間會產生不良影響。實踐證明最佳間隙為0.4mm<h2<0.8mm。
4)儲料腔長度
儲料腔能使融合后的熔料進一步地融合,并能使型坯形狀更規則。但過長的儲料腔會使生產效率低,并會使型坯產生由溫差引起的分層現象。本文根據經驗取儲料腔長度為560mm。
5)儲料室容積V
儲料室的容積要大于制品熔料、夾口料及余料等體積之和。通常夾口料及余料等體積之和為制品體積的1/3。儲料室容積的計算公式為:

式中:V為儲料室容積;γ為修正系數,一般為1.4~1.5,本文為1.45;G為制品質量,本文為13Kg。ρ為熔料密度,本文制品材料為0.953×10-3kg/cm3。由此得儲料室容積為20L。
限于篇幅,其他結構尺寸略。
3 大容量中空吹塑機頭型坯壁厚控制系統的研究
型坯壁厚的自動控制有軸向控制和徑向控制兩種。對于徑向控制技術,我國還處于研究階段,相對而言,軸向控制的研究成熟一些。本文針對200L以上的大容量中空吹塑機進行了型坯壁厚的軸向控制研究。
型坯壁厚的軸向控制采用的是閉環控制技術。用戶在壁厚控制器的觸摸屏面板上設定型坯壁厚軸向變化曲線,PLC控制器根據曲線把相應的電壓或者電流信號傳至電液伺服閥,由電液伺服驅動伺服油缸控制中心桿的上下移動,從而改變機頭口模間隙。同時,連接中心桿的伺服油缸活塞桿上安有傳感器(磁懸浮電子尺),電子尺可感知機頭口模間隙的大小并反饋給PLC控制器,在PLC控制器內與標準信號進行比較,然后經伺服功率放大器傳送給電液伺服閥,再通過伺服閥驅動伺服油缸,油缸帶動中心桿移動,最終控制口模的開度,完成對型坯壁厚的控制。型坯壁厚控制的結構圖如圖2所示。
本文研究的型坯壁厚控制系統是一個位置控制系統,由電液伺服系統組成。控制的核心部分是中心桿的位置,其中中心桿位置控制精度是決定型坯壁厚控制效果的關鍵。因此本系統的研究重點為中心桿位置控制精度,即型坯壁厚的控制精度和系統的響應速度。

圖2 壁厚控制系統的硬件結構圖
型坯壁厚的控制方法是:將每一個型坯形成過程分成數個點,分別對這些點的壁厚進行控制。控制點數越少,響應速度越快,但是點數太少,達不到所要的壁厚控制精度,且在型坯周圍形成了熔接縫(環紋);點數太多,會造成系統響應時間過長,伺服油缸來不及對接收的信號做出反映,型坯就已經出來了。傳統的200L塑料桶壁厚控制器都是64點或者128點的。本文針對200 L雙L環桶進行了研究,經過實驗驗證,在滿足壁厚控制精度為±1mm,每點的響應時間為0.3~0.4秒的前提下選用256點壁厚控制更為合適。
4 結束語
針對200L以上的大容量中空吹塑機機頭的關鍵技術進行了研究。所設計的雙層雙螺旋流道形式相比于其它結構形式。其使熔料融合更加均勻,熔體的流動更加順暢,消除了理論接縫,提高了制品強度;根據功能要求,采用優化方法確定了工藝參數和尺寸,為200L以上大容量中空吹塑機產品的優化設計奠定了基礎;在已有的型坯壁厚控制的基礎上,研究了200L雙L環桶最優的控制點數和控制點的連接方法,提高了壁厚的均勻性、精度和制品的強度。
[1]李衛民,周琳,孫宏哲.大型中空吹塑擠出系統設計及其關鍵技術研究[J].塑料工業,2013,41(2):70-73.
[2]辛業波,馮連勛.螺旋中心桿吹膜機頭的優化設計[J].橡塑技術與裝備,2007,33(3):1-4.
[3]張玉霞,薛平.吹塑薄膜用螺旋中心桿機頭設計的關鍵技術[J].塑料技術,1992(3):28-31.
[4]土加龍.熱塑性塑料擠出生產技術[M].北京:化學工業出版社,2003.
[5]杜巧連,舒柏和.擠出吹塑機型坯壁厚電液控制系統的設計與研究[J].機械制造,2007,45(513):33-36.
[6]張西良,張世慶.PLC在自動吹塑機中的應用[J].機械與電子,2000,4.
