安居防盜門自動焊接機(jī)器人工作站設(shè)計(jì)與實(shí)現(xiàn)
2014-12-18 08:04:26員俊峰易國春許隨馨耿運(yùn)祥張紅健
制造業(yè)自動化 2014年21期
員俊峰,易國春,許隨馨,耿運(yùn)祥,張紅健
(北京機(jī)械工業(yè)自動化研究所,北京 100120)
0 引言
防盜門框自動焊接機(jī)器人工作站是我所依據(jù)某企業(yè)客戶安居防盜門設(shè)計(jì)制造和銷售的需求,針對防盜門框研發(fā)設(shè)計(jì)的一套機(jī)器人焊接工作站。系統(tǒng)由兩套滑臺,四套夾具,三臺焊接機(jī)器人和周邊安全防護(hù)系統(tǒng)組成。采用主站+從站的控制架構(gòu),布線簡單,擴(kuò)展方便,整個系統(tǒng)可靠性更高、操作性更方便、布局的更靈活性,從技術(shù)上保證了焊接效率和產(chǎn)品質(zhì)量。
1 系統(tǒng)構(gòu)成
該工作站采用氣動滑動工作臺和機(jī)器人焊接系統(tǒng)將門框的鍍鋅薄板零件按照需方圖紙要求進(jìn)行焊接。焊縫位置如圖1所示。
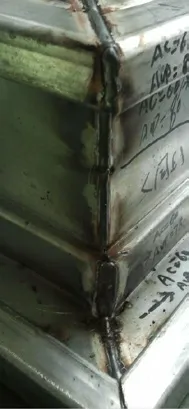
圖1 焊縫位置
系統(tǒng)由兩套滑臺,四套夾具,三臺焊接機(jī)器人和周邊安全防護(hù)系統(tǒng)組成。系統(tǒng)布置中每個滑臺上安裝有兩套夾具,一套夾具處于裝卡位置時,另一套夾具處于焊接位置,這樣可以在機(jī)器人焊接的同時進(jìn)行裝卡和卸下門框,從而提高了工作效率,縮短了機(jī)器人等待時間。系統(tǒng)布置圖如圖2所示。
焊接機(jī)器人由機(jī)器人本體,自動焊機(jī),送絲機(jī)構(gòu)組成,在機(jī)器人控制柜內(nèi)集成了焊接控制板,可以實(shí)現(xiàn)機(jī)器人對焊機(jī)的完全控制,另外還配套有清槍剪絲系統(tǒng),實(shí)現(xiàn)焊接過程中的自動清槍與剪絲,保證焊接質(zhì)量。
每個夾具上有26個氣缸協(xié)調(diào)控制完成門框的定位夾緊任務(wù),上框時由手動按鈕控制電磁閥完成相應(yīng)氣缸的夾緊與松開動作。焊接過程中和焊接完成時由PLC自動控制氣缸的打開和關(guān)閉。夾具電氣信號通過矩形插頭集中引出,可以實(shí)現(xiàn)快速插拔與互換。
2 控制流程
該門框自動焊接系統(tǒng)采用S7系列314-2DP的PLC和5.7吋觸摸屏,配用相應(yīng)的I/O模塊和模擬量輸入模塊,在PROFIBUS總線上配置遠(yuǎn)程模塊2臺,傳感器若干,PLC與焊接機(jī)器人之間通過I/O交互,實(shí)現(xiàn)信號聯(lián)鎖,狀態(tài)通知。
滑臺采用變頻電機(jī)+齒輪齒條的方式,通過西門子mm440變頻器控制電機(jī)往復(fù)直線運(yùn)動,電機(jī)加編碼器,變頻器配編碼器信號接收模塊,從而實(shí)現(xiàn)了精確的位置控制,也實(shí)現(xiàn)了滑臺的平穩(wěn)加減速。
I/O交互網(wǎng)絡(luò)配置圖如圖3所示。
當(dāng)夾具B裝卡完畢后,按下“運(yùn)行”按鈕,當(dāng)夾具A未處于焊接狀態(tài)時,運(yùn)行指示燈亮,夾具B運(yùn)行到焊接位置,通知機(jī)器人開始焊接。當(dāng)夾具A處于焊接狀態(tài)時,夾具B進(jìn)入等待狀態(tài),運(yùn)行指示燈閃亮,當(dāng)夾具A焊接完成后,夾具B自動運(yùn)行到焊接位置。
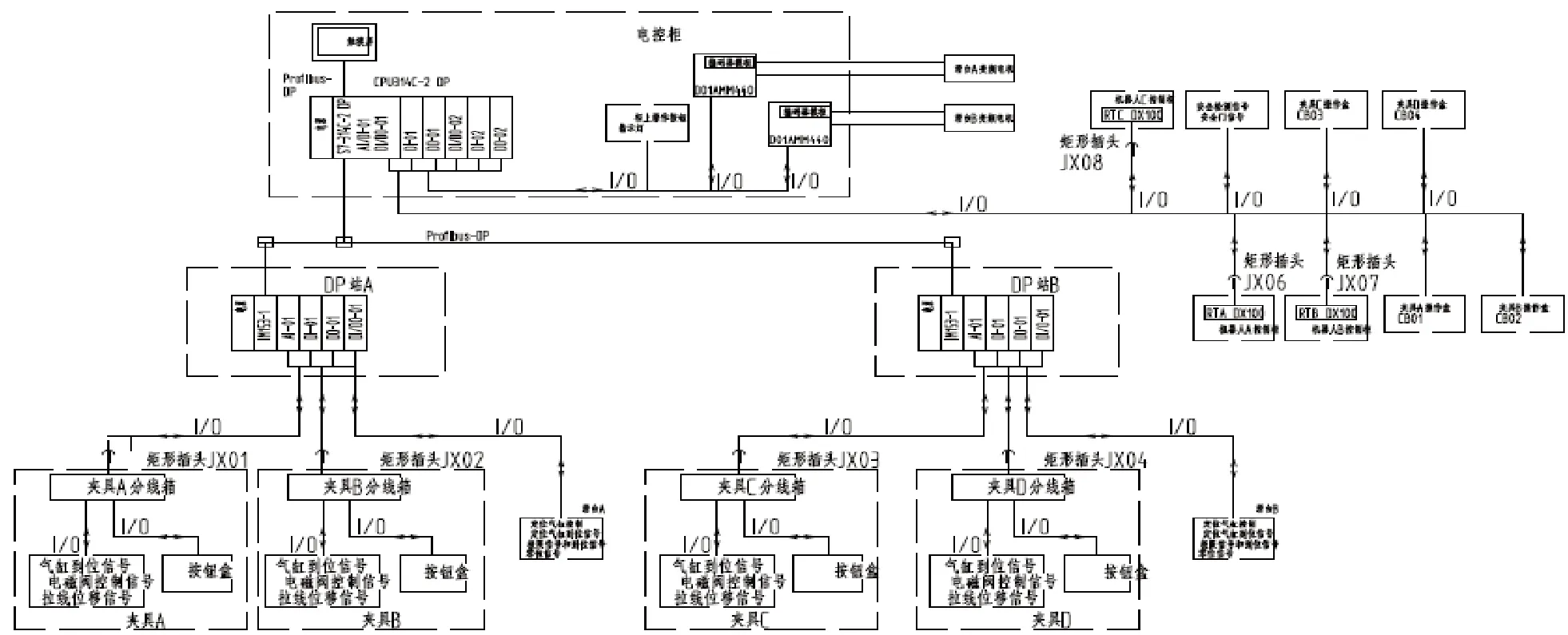
圖3 I/O交互網(wǎng)絡(luò)配置圖
當(dāng)運(yùn)行到焊接位置后,通知機(jī)器人開始焊接,因?yàn)殚T框有多種類型,每個夾具焊接的門框尺寸和材質(zhì)都可能會不同,因此需要機(jī)器人調(diào)用不同的焊接程序來進(jìn)行焊接任務(wù),所以在機(jī)器人焊接開始之前,需要與PLC進(jìn)行交互,通過每個夾具對應(yīng)的門框號來選擇相應(yīng)的焊接程序,而門框號是由觸摸屏上進(jìn)行設(shè)置完成的,為了避免設(shè)置錯誤,夾具上還安裝有拉線傳感器,通過拉線傳感器的反饋值與設(shè)置的門框數(shù)據(jù)進(jìn)行比較,當(dāng)設(shè)置錯誤時進(jìn)行提示報警。而機(jī)器人的每一個焊接程序也按照相同的門框號來命名,并在機(jī)器人調(diào)用了焊接程序后首先要發(fā)送該門框號給PLC,當(dāng)PLC確認(rèn)該門框號和對應(yīng)夾具上的門框號相同的時候再次發(fā)送允許焊接信號給機(jī)器人,機(jī)器人開始焊接,從而避免了錯誤。焊接完成后,另一側(cè)裝卡完成,滑臺自動運(yùn)行。
滑臺的移動由變頻器+變頻電機(jī)+齒輪齒條組成,在滑臺兩端各裝有一個限位開關(guān),在起始端裝有一個零位開關(guān),在電機(jī)后端裝有一個碼盤,根據(jù)碼盤的計(jì)數(shù)值決定滑臺的當(dāng)前位置。電機(jī)后面的編碼器及驅(qū)動器與PLC構(gòu)成一個簡易的閉環(huán)控制系統(tǒng)。這樣系統(tǒng)在工作的過程中可以實(shí)時的檢測滑臺的位置和運(yùn)動方向,根據(jù)滑臺在不同位置,實(shí)時調(diào)整滑臺的運(yùn)行速度,從來實(shí)現(xiàn)滑臺的平穩(wěn)運(yùn)行和精確定位。
3 故障報警及處理
系統(tǒng)程序有完善的故障報警機(jī)制,當(dāng)相應(yīng)的動作與傳感器不相符的時候就會發(fā)出報警信號,通知故障信息會在觸摸屏上顯示,方便維護(hù)人員及時找到問題原因,排除故障。
滑臺A氣缸定位出現(xiàn)故障:滑臺A定位氣缸通過兩個磁性開關(guān)檢測是否到位,當(dāng)定位到作時3S之內(nèi)沒有檢測到定位開關(guān)到位信號,則系統(tǒng)報警。
滑臺A定位出現(xiàn)偏差故障的處理方法:
1)檢查滑臺A定位開關(guān)的安裝是否松動,如果開關(guān)松動將其重新固定,再手動測試滑臺A定位后定位開關(guān)都能檢測到信號;
2)檢查滑臺A停止位置是否準(zhǔn)確,如不準(zhǔn)確,手動調(diào)整位置檢測開關(guān),重新調(diào)試到正確位置;
3)將所有設(shè)備回到原位。
滑臺B氣缸定位出現(xiàn)故障:滑臺B定位氣缸通過兩個磁性開關(guān)檢測是否到位,當(dāng)定位到作時3S之內(nèi)沒有檢測到定位開關(guān)到位信號,則系統(tǒng)報警。
滑臺B定位出現(xiàn)偏差故障的處理方法:
1)檢查滑臺B定位開關(guān)的安裝是否松動,如果開關(guān)松動將其重新固定,再手動測試滑臺B定位后定位開關(guān)都能檢測到信號;
2)檢查滑臺B停止位置是否準(zhǔn)確,如不準(zhǔn)確,手動調(diào)整位置檢測開關(guān),重新調(diào)試到正確位置;
3)將所有設(shè)備回到原位。
急停故障:在任何情況下拍下急停按鈕后出現(xiàn)的緊急停止故障。
急停故障的處理方法:
1)查看滑臺的狀態(tài),如果滑臺在原位則無需操作滑臺;如果滑臺不在原位,請將滑臺手動移動到原位;
2)將所有設(shè)備回到原位。急停按鈕復(fù)位后,需要按下復(fù)位按鈕,然后再按下啟動按鈕,系統(tǒng)才可以繼續(xù)運(yùn)行。
4 結(jié)束語
這個項(xiàng)目是工業(yè)機(jī)器人在防盜門行業(yè)門框自動焊接中的成功應(yīng)用,該項(xiàng)目的成功實(shí)施,大大的提高了焊接效率和焊接質(zhì)量,降低了工人的勞動強(qiáng)度,得到用戶的一致好評。
[1]李漢.一種PLC控制系統(tǒng)的多參數(shù)設(shè)定裝置[J].自動化儀表.2003(7):21-22.
[2]廖常初.可編程序控制器的編程方法與工程應(yīng)用[M].重慶:重慶大學(xué)出版社,2001:102-106.
[3]劉鑫.工業(yè)控制計(jì)算機(jī)的設(shè)計(jì)技術(shù)[J].自動化博覽,2001(6):9-11.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
