淺談LCYC95切削循環(huán)指令應(yīng)用
2014-12-19 06:22:36王丹
河南科技 2014年20期
王 丹
(吉林電子信息職業(yè)技術(shù)學(xué)院,吉林 吉林 132021)
在數(shù)控車床上加工棒料或鑄件,要分為粗加工、精加工幾個階段進行加工, 粗加工要多次重復(fù)切削, 才能加工到規(guī)定尺寸。 用復(fù)合循環(huán)指令,只要給出最終精加工路徑、每次的背吃刀量及精加工余量, 機床能自動計算出粗加工時的刀具路徑和加工次數(shù),可大大簡化編程工作。
在LCYC95 指令中可以選擇不同的切削工藝方式, 粗加工、精加工或者綜合加工,只要刀具不會發(fā)生碰撞就可以在任意位置調(diào)用此循環(huán)指令。這是一種非常實用的循環(huán)指令,可以大大簡化編程工作量,并且在循環(huán)過程中沒有空切削。
1 LCYC95 編程格式
SIEMENS 802S 提供LCYC95 毛坯切削循環(huán)指令。 LCYC95指令可沿坐標軸平行方向加工由子程序編程的輪廓循環(huán), 通過變量名CNAME 調(diào)用子程序,可以進行縱向和橫向加工,也可以進行內(nèi)外輪廓的加工。
1.1 毛坯切削循環(huán)格式
N30 G00 X__ Z__; (調(diào)用循環(huán)之前無碰撞快進至循環(huán)起始點)
_____CNAME=“_____” (輪廓循環(huán)子程序名)
R105=____R106=____ R108=___R109=____
Rl10=____R111=____ Rl12=____;
N40 LCYC95;

表1 毛坯切削循環(huán)LCYC95 循環(huán)參數(shù)定義
R105 為加工方式參數(shù),參數(shù)含義見表2。

表2 毛坯切削方式R105 取值與加工方式的關(guān)系
2 LCYC95 加工應(yīng)用
粗車循環(huán)命令主要用于徑向尺寸要求比較高、軸向尺寸大于徑向尺寸的毛坯工件進行粗車循環(huán)。加工方式為縱向,即進刀沿著Z 軸方向,如圖1 所示。
R105 為加工方式參數(shù)。 縱向加工時,進刀方向總是沿著Z軸方向進行;橫向加工時,進刀方向則沿著X 軸方向進行。

圖1
當加工參數(shù)設(shè)置為R105=9 時,P0點為輪廓起始點,P8點為輪廓終點,必須按照P0(40,100)到P8(120,35)的方向編程,是縱向、外部綜合加工。 對于加工方式為“橫向、外部輪廓加工”,即R105=2,必須按照從P8(120,35)到P0(40,100)的方向編程。 如圖2 所示。

圖2 子程序加工路線圖

圖3 零件圖
加工圖3 所示零件的程序如下:
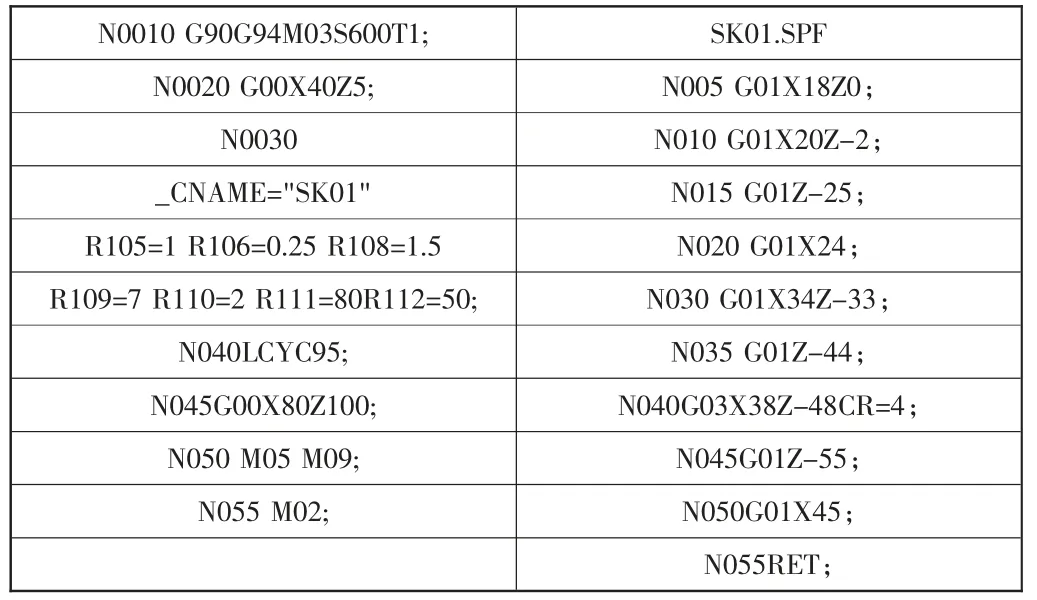
?
在SIEMENS802S 中用LCYC95 進行輪廓加工,徑向或者軸向通過加工方式參數(shù)R105 的設(shè)置來確定, 所以對加工參數(shù)R105 的選擇非常重要。 在應(yīng)用該指令時需要注意, 直徑編程G23 指令必須有效,編程的最大圓弧為1/4 圓。
[1]朱明松.數(shù)控車床編程與操作項目教程[M].機械工業(yè)出版社,2009,7.
[2]霍蘇萍.數(shù)控車削加工工藝編程與操作[M].人民郵電出版社,2009,5.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
