中高速機械主軸維修實踐
2014-12-25 01:48:22付云升富大為
設備管理與維修 2014年8期
關鍵詞:檢測
付云升 富大為
(大連三洋壓縮機整備中心 遼寧大連)
一、簡介
公司機械加工車間各種進口品牌的多軸聯動加工中心很多,設備使用的各類主軸種類也很多,然而故障后由于維修費用昂貴,又涉及技術保密協議等,給主軸維修工作帶來較大困難。經過不斷實踐探索,現已經掌握了一些基本維修技術,能夠對松浦MC-600VF立式加工中心,MC-600H-40-PC2S臥式加工中心,寧夏小巨人VTC-20C立式加工中心,新瀉CL-3臥式,新機械技研SD系列等加工中心的中高速主軸進行自主維修調試。以下就松浦MAM-600HG臥式加工中心的高速主軸維修作簡單介紹。
二、松浦MAM-600HG臥式加工中心高速主軸維修
設備是日本松浦機械1998年制造的產品,主軸最高工作轉速8000 r/min,采用脂潤滑,無潤滑脂添加裝置,主軸使用壽命短(公司實行24 h不停機連續作業的倒班制度),一般2年左右就需要返日本維修更換,到后期維修頻次更快,僅能夠使用半年,時間和資金浪費嚴重。從日本廠家要來主軸圖,受技術保密協議限制在此僅給出主軸簡圖(圖1)。

圖1 松浦600HG主軸簡圖
經過研究決定,公司內自主維修主軸,事前編制了《松浦600HG主軸維修流程》,詳細規定了拆卸順序、相互裝配標識、清洗檢測以及安裝試運轉的注意事項。尤其是檢測,為保證測量的準確度,將全部零部件放置在相對恒溫的計量室中24 h后,再進行精確測量。主軸使用的軸承和潤滑劑品質,決定著主軸的精度和使用壽命,原主軸前端使用的是一對DB組合NSK公司80BNC10SN陶瓷球角接觸球軸承,后端使用的是SKF單列圓柱滾子軸承N1014KTN/SP,使用潤滑脂不詳。通過查閱最新軸承樣本手冊,確定使用80BNC10SN的升級換代產品80BNR10-HTYNSUELP4Y。單列圓柱滾子仍使用原品牌和型號SKF N1014KTN/SP,潤滑脂選用德國NOK-KLUBER15。此次維修的主軸是2011年5月更換,2011年10月故障停機,停機原因是工作噪聲大。拆卸主軸前后法蘭和壓蓋檢查,發現前端角接觸軸承保持架損壞,見圖2。
主軸上的零部件由于使用工況不同,會或多或少地產生很多油污及銹蝕現象,一般可先用煤油進行清洗,然后采用超聲波清洗機對其進行超聲清洗,清洗干凈后,放置在恒溫的計量室內24 h,然后進行測量。同時,根據預先設定的預壓量和調整范圍,準備墊環。
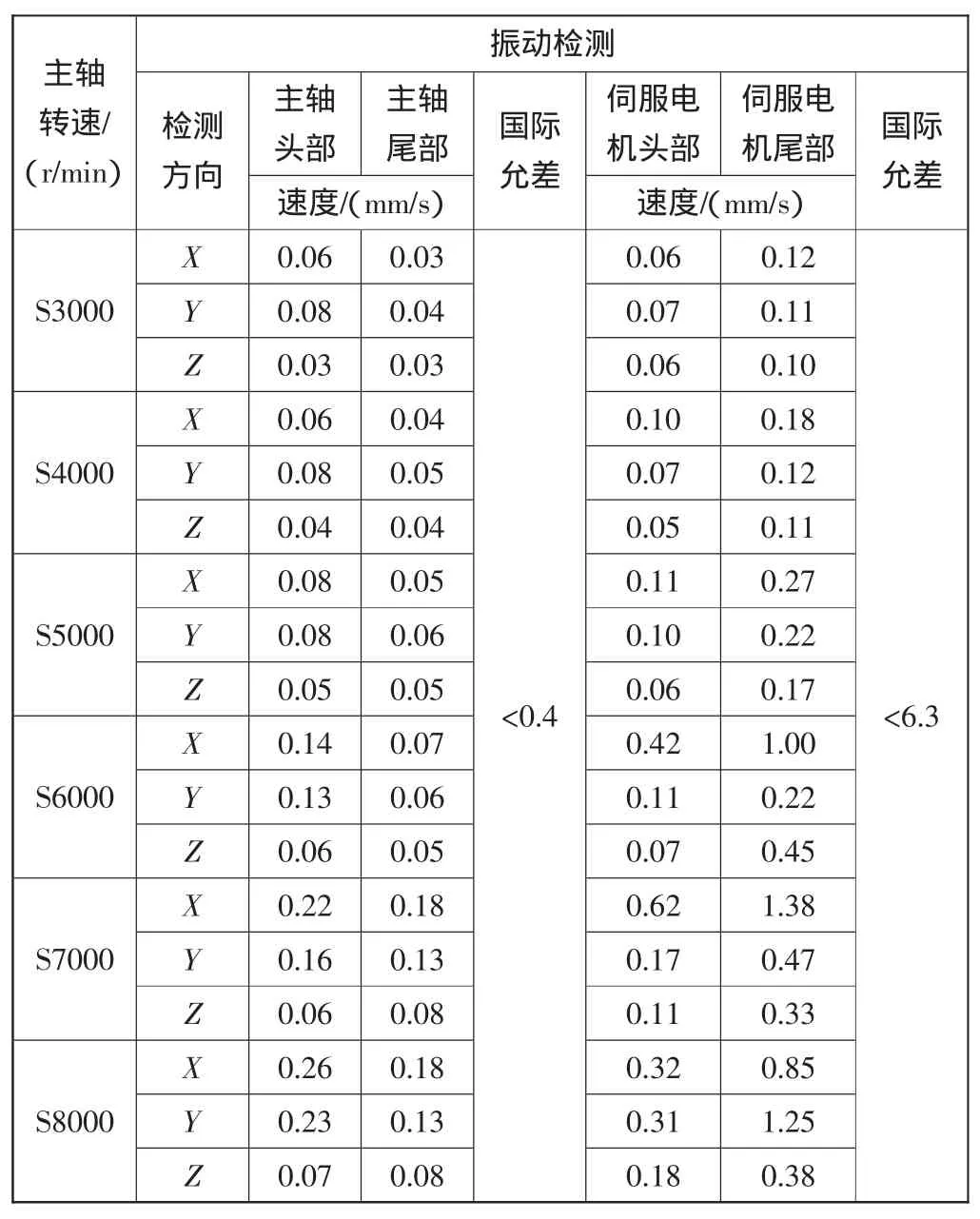
表1 檢測主軸各部振動量值
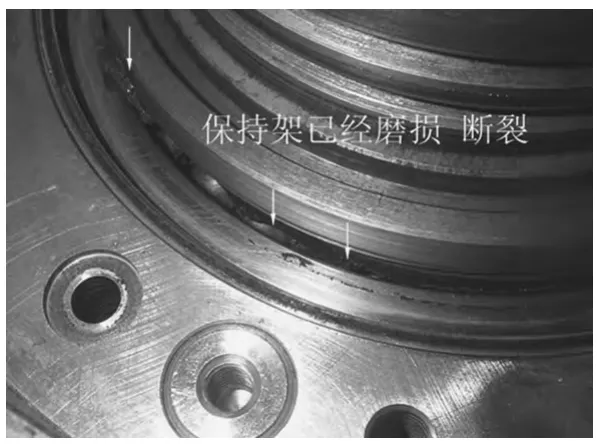
圖2 主軸前端角接觸軸承保持架損壞
三、主軸軸承的裝配
軸承的裝配是主軸維修過程中直接影響主軸精度、壽命的最重要環節,即使細小的塵埃也會給軸承帶來不利影響,適宜在環境清潔干凈、恒溫的房間進行。按照《松浦600HG主軸維修流程》拆卸部分的相反步驟進行裝配。為了維持原主軸動平衡狀態,各部件與軸的位置角度關系保持不變(根據拆卸時的標識),如鎖緊螺母不能回原位置鎖緊,可以墊適當厚度的間隙墊環,以保證其與軸的角度關系。在裝配經過清洗、脫脂、添加定量NOK-KLUBER15潤滑脂后的軸承時,為了避免裝配時對精密軸承的傷害,軸承內圈與軸的過盈配合采用加熱軸承的熱裝方式。根據80BNR10HTYNSUELP4Y軸承微預壓的裝配要求,考慮高速主軸工作時的溫升,主軸前端DB組合角接觸軸承預壓量設計為-0.008 mm(加150 μm墊環),主軸后端圓柱滾子軸承調整量設計為0.4 mm,保證鎖緊螺母鎖緊時圓柱滾子軸承零游隙或負游隙,外環加100 μm墊環,保證主軸尾端壓蓋壓緊外環,各法蘭的緊固螺栓全部按標準安全力矩分3次以上緊固。主軸安裝完成后檢測,尾端偏擺0.004 mm,前端錐孔偏擺0.001 mm,主軸軸向串動0.002 mm,達到了日本廠家維修返回的檢測指標。
四、主軸試運轉調整
主軸維修完成后,還需要滿足生產使用要求,必須對主軸進行安裝、調試和動平衡檢測。按照《松浦600HG主軸維修流程》,在對主軸聯軸器、主軸對刀柄夾緊量、主軸承載量進行調整裝配完成后,再對主軸進行試運轉調整。在500 r/min下使主軸連續旋轉12 h,使軸承內的潤滑脂均勻分布。
1.動平衡檢測調整
在主軸充分低速運轉后,逐漸分段短時間提高主軸轉速,使用振動測量儀檢測主軸的動平衡狀態,每次增加1000 r/min,利用主軸尾端動平衡塊上調節螺釘的分布和旋入深度調整動平衡狀態,必要時拆卸、安裝主軸,反復調整。直至轉速達到8000 r/min時,主軸振動數值在合格范圍內,此時動平衡調整完畢。
2.試運轉
在1000 r/min轉下旋轉1 h。在2000 r/min轉下旋轉1 h。在3000 r/min轉下旋轉1 h。此時,觸摸主軸法蘭和后部法蘭,確認是否發熱。每隔5 min確認一次。(注意)主軸很熱時,降低主軸轉速30 min以上。待熱度充分降下之后,再恢復到相同的轉速。若可以順利試運轉30 min而熱度不上升的話,再提升到下一個轉速。特別是轉速達到4000 r/min以上時發熱會增大,所以有必要經常確認法蘭部周圍的溫度,邊確認邊提高轉數。
3.連續試運轉轉速和時間
在4000 r/min下旋轉30 min;在2000 r/min下旋轉30 min;在4000 r/min下旋轉30 min;在5000 r/min下旋轉30 min;在2000 r/min下旋轉 30 min;在 5000 r/min下旋轉 30 min;在6000 r/min下旋轉 30 min;在2000 r/min下旋轉30 min;在6000 r/min下旋轉 30 min;在7000 r/min下旋轉30 min;在3000 r/min下旋轉 30 min;在7000 r/min下旋轉30 min;在8000 r/min下旋轉30 min;在3000 r/min下旋轉30 min;在8000 r/min下旋轉30 min結束。
試運轉時絕對不能中途停止,若是在中途不得不離開機器旁的情況下,要將轉數降到500 r/min轉。夜里也不要停止主軸的旋轉。
從3000 r/min開始對主軸及電機記錄振動數據,從數據可知主軸動平衡合格。根據GB/T 9239.1-2006/ISO 1940-1:2003標準,允許振動量值<0.4 mm/s,實測最大振動量值0.26 mm/s(表1)。至此,松浦MAM-600HG臥式加工中心的高速主軸維修完畢。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
