SEW伺服控制在全自動(dòng)倒棱機(jī)進(jìn)給系統(tǒng)上的應(yīng)用
2014-12-28 12:03:22鐘存福黃明初
鋼管 2014年4期
楊 娟,鐘存福,黃明初
(中國(guó)石化集團(tuán)石油工程機(jī)械有限公司沙市鋼管廠,湖北 荊州 434001)
平頭倒棱機(jī)設(shè)計(jì)為高頻焊(HFW)管管端的自動(dòng)平頭倒棱,其目的是切削鋼管外倒角或提供焊接用坡口,切削管端保證管端與同軸線的垂直度,為現(xiàn)場(chǎng)施工加工出所需的坡口,以便進(jìn)行組對(duì)和焊接。倒棱機(jī)設(shè)備中的進(jìn)給系統(tǒng)是最為關(guān)鍵的部分,它的運(yùn)行狀況決定著加工鋼管的坡口精度和管端的光滑平整度[1]。
中國(guó)石化集團(tuán)石油工程機(jī)械有限公司沙市鋼管廠(簡(jiǎn)稱沙市鋼管廠)HFW生產(chǎn)線選購了國(guó)內(nèi)最新設(shè)計(jì)的全自動(dòng)倒棱機(jī),其生產(chǎn)效率為2根/min。該全自動(dòng)倒棱機(jī)的動(dòng)力頭進(jìn)給采取伺服減速電機(jī)驅(qū)動(dòng)和滾珠絲杠進(jìn)給的傳動(dòng)技術(shù),按“空載快進(jìn)—粗進(jìn)給—精進(jìn)給—原地平整—快退”的順序完成每根鋼管的平頭倒棱過程。本文將重點(diǎn)介紹SEW伺服控制在全自動(dòng)倒棱機(jī)進(jìn)給系統(tǒng)上的應(yīng)用。
1 進(jìn)給系統(tǒng)機(jī)械結(jié)構(gòu)
全自動(dòng)倒棱機(jī)的進(jìn)給傳動(dòng)系統(tǒng)包括SEW伺服電機(jī)、減速機(jī)、軸承座、聯(lián)軸器及滾珠絲杠等。進(jìn)給系統(tǒng)中伺服電機(jī)和減速機(jī)的選型最為重要,如伺服電機(jī)的電機(jī)功率和減速機(jī)的減速比[2],選型時(shí)需要滿足快進(jìn)時(shí)進(jìn)給速度大而輸出扭矩小,工進(jìn)時(shí)進(jìn)給速度小而輸出扭矩大。經(jīng)計(jì)算并試驗(yàn)驗(yàn)證,選用7.5 kW伺服電機(jī)及其自帶的減速機(jī),減速比為7,電機(jī)最大輸出扭矩為146 N·m,試生產(chǎn)后完全滿足現(xiàn)場(chǎng)要求[3-4]。全自動(dòng)倒棱機(jī)進(jìn)給系統(tǒng)的機(jī)械結(jié)構(gòu)如圖1所示。
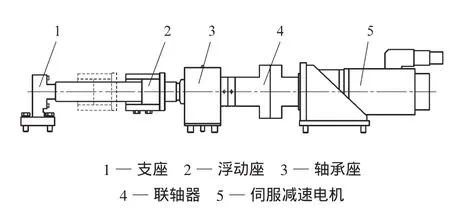
圖1 全自動(dòng)倒棱機(jī)進(jìn)給系統(tǒng)機(jī)械結(jié)構(gòu)示意
2 電氣控制系統(tǒng)的設(shè)計(jì)
采用可編程邏輯控制器S7-300(PLC)、SEW伺服控制器、伺服減速電機(jī)、觸摸屏等組成基于PROFIBUS-DP現(xiàn)場(chǎng)總線控制的系統(tǒng)[5-9]。其中PLC作為控制單元,SEW伺服控制器作為驅(qū)動(dòng)單元,伺服減速電機(jī)作為執(zhí)行單元,伺服電機(jī)內(nèi)置的編碼器作為數(shù)據(jù)采集器,系統(tǒng)中的觸摸屏可實(shí)現(xiàn)在線調(diào)速并實(shí)時(shí)顯示工進(jìn)速度等其他參數(shù)。全自動(dòng)倒棱機(jī)電氣控制系統(tǒng)結(jié)構(gòu)如圖2所示。
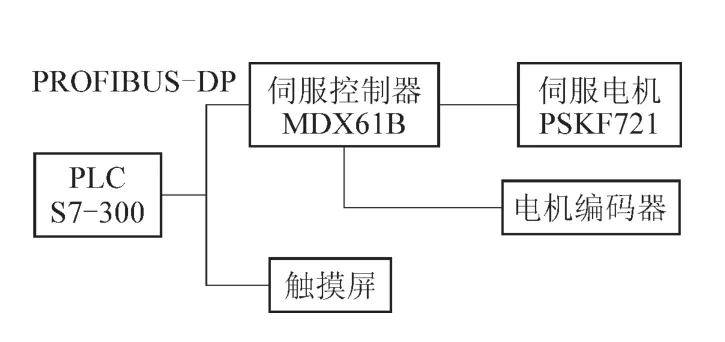
圖2 全自動(dòng)倒棱機(jī)電氣控制系統(tǒng)結(jié)構(gòu)
德國(guó)SEW公司提供的MOVIDRIVE系列伺服控制器內(nèi)置有位置處理器,采用伺服電機(jī)尾部的編碼器作為位置信息源構(gòu)成位置環(huán)[4]。該伺服控制系統(tǒng)是閉環(huán)控制,具有控制可靠、響應(yīng)快速、運(yùn)行速度穩(wěn)定等優(yōu)點(diǎn),并且伺服電機(jī)輸出扭矩大,而這些特點(diǎn)均是全自動(dòng)倒棱機(jī)所必需的。
3 SEW伺服控制設(shè)計(jì)和調(diào)試
3.1 SEW伺服電機(jī)的程序設(shè)計(jì)
SEW伺服變頻器的PROFIBUS-DP現(xiàn)場(chǎng)總線控制,選擇所要組態(tài)的過程值,選“6PD”,PLC接收從變頻器6個(gè)過程輸入字“6PI”,包括狀態(tài)字、實(shí)際位置、實(shí)際轉(zhuǎn)速、有功電流、利用率;PLC發(fā)送6個(gè)過程輸出字“6PO”,包括控制字、目標(biāo)位置、設(shè)定速度、加速時(shí)間、減速時(shí)間[9]。SEW伺服變頻器的硬件組態(tài)如圖3所示。SEW伺服控制系統(tǒng)通過軟件MT-Manager進(jìn)行參數(shù)設(shè)置[5],SEW伺服變頻器的參數(shù)調(diào)試界面如圖4所示。
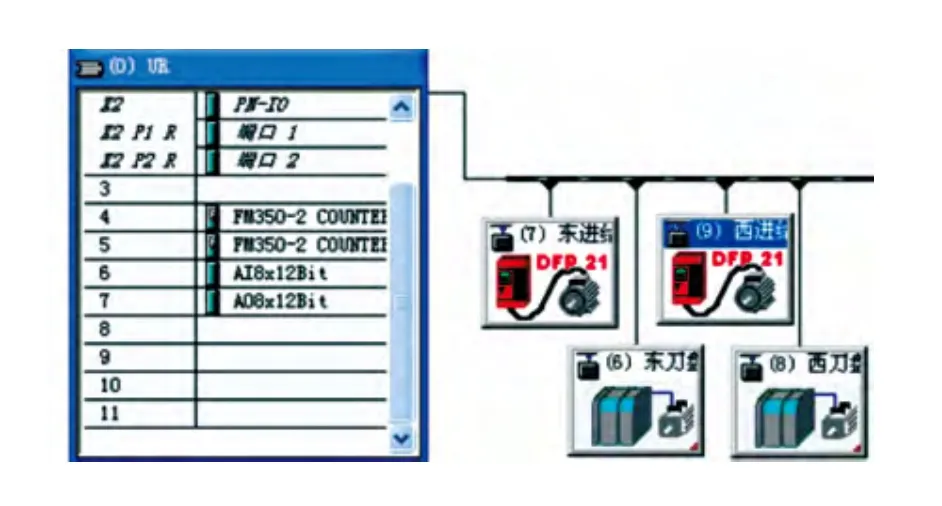
圖3 SEW伺服變頻器的硬件組態(tài)
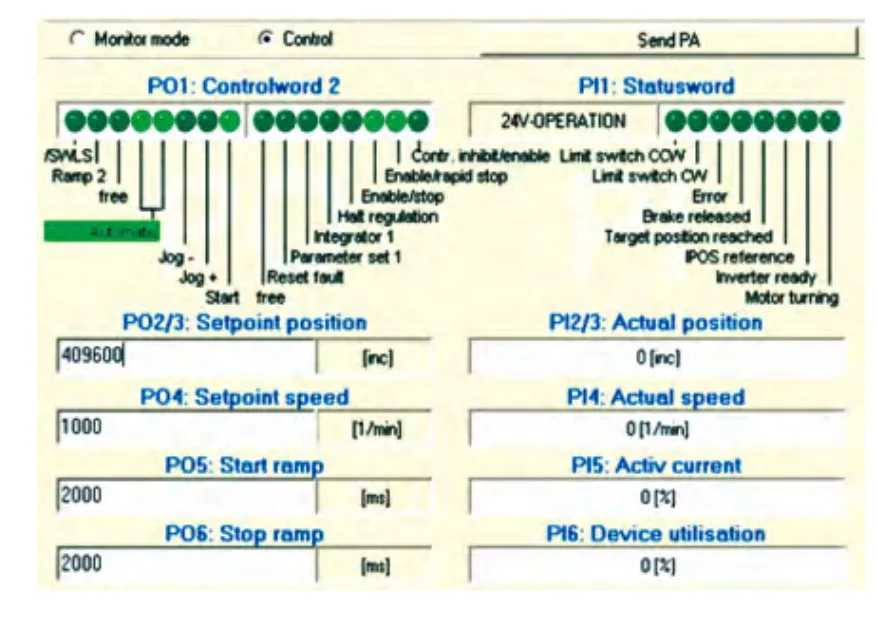
圖4 SEW伺服變頻器的參數(shù)調(diào)試界面
在PLC中,Step7軟件中調(diào)用一個(gè)伺服變頻器PROFIBUS-DP總線控制功能FC140,以此實(shí)現(xiàn)狀態(tài)字、實(shí)際位置、運(yùn)行速度、實(shí)時(shí)電流、故障的讀取,控制字、速度設(shè)定、目標(biāo)位置的寫入[10]。SEW伺服控制系統(tǒng)程序FC140具體如下:
CALL FC 140//SEW伺服控制程序
DRIVE_IO_ADDRESS:=320//伺服控制器外部起始地址
ENABLE_RAPID_STOP :=L0.0//使能
RESET:=L0.1//故障復(fù)位
JOG_PLUS_MODE:=L0.2//點(diǎn)動(dòng)正轉(zhuǎn)
JOG_MINUS_MODE :=L0.3//點(diǎn)動(dòng)反轉(zhuǎn)
REF_TRAVEL_MODE :=L0.4//尋參模式
POSITIONING_MODE :=L0.5//自動(dòng)模式
SETPOINT_POS :=MD222//設(shè)定位置值
SETPOINT_SPEED :=MW216//設(shè)定速度值
START_RAMP :=2000//加速時(shí)間
STOP_RAMP :=1000//減速時(shí)間
COMMUNICATION_OK:=M236.1
FAULT_OF_AXIS :=M235.0
WARNING_OF_AXIS:=M235.1
INVERTER_READY:=M235.2
REFERENCED:=M236.2
TARGET_POS_REACHED:=M237.1
AXIS_INTERLOCKED:=M237.0
FAULT_NO:=MW214
ACTUAL_POSITION :=MD210//實(shí)際位置顯示
ACTUAL_SPEED :=MW220//實(shí)際運(yùn)行速度
ACTUAL_CURRENT :=MW230//實(shí)際運(yùn)行電流
3.2 倒棱機(jī)工進(jìn)位置、速度的算法
伺服位置控制程序的具體步驟:定位時(shí)首先設(shè)定速度、定位位置,再給定控制字一個(gè)值,使伺服進(jìn)給系統(tǒng)運(yùn)行起來。其中包含了進(jìn)給運(yùn)行軌跡、進(jìn)給速度的運(yùn)算,進(jìn)給電機(jī)運(yùn)行軌跡如圖5所示,其中Vi為回退速度。主軸箱完成每一根鋼管的進(jìn)給流程:位于后退位置d的進(jìn)給電機(jī)在啟動(dòng)后2 s內(nèi)勻加速到快進(jìn)速度Vh,保持快進(jìn)速度勻速向前快進(jìn),然后減速至粗進(jìn)給起始位置b,以粗加工速度Vg前進(jìn)至精進(jìn)給起始位置f,并減速至精加工速度Vj,原地平整1 s。倒棱完畢進(jìn)給電機(jī)快速返回原點(diǎn)。現(xiàn)場(chǎng)調(diào)試后,將c與b之間的距離即減速距離在程序中設(shè)置為20 mm。
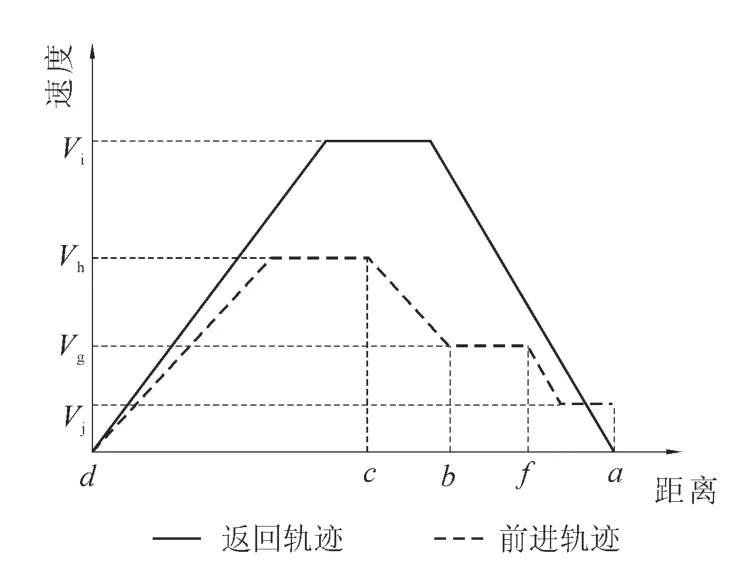
圖5 進(jìn)給電機(jī)運(yùn)行軌跡
內(nèi)部運(yùn)算主要是通過進(jìn)給軌跡算法子程序FC27來實(shí)現(xiàn)的。其基本思想是:將運(yùn)行軌跡分為快進(jìn)區(qū)間、減速區(qū)間、粗加工區(qū)間、精加工區(qū)間。系統(tǒng)PLC循環(huán)掃描程序,實(shí)時(shí)讀取到當(dāng)前實(shí)際位置(#ACTUAL POSITION)所處的范圍,PLC根據(jù)其所處范圍進(jìn)行判斷,進(jìn)而賦予設(shè)定速度[11]。進(jìn)給電機(jī)轉(zhuǎn)速可通過公式(1)來計(jì)算:

式中Rx——進(jìn)給電機(jī)轉(zhuǎn)速,r/min;
N——進(jìn)給電機(jī)減速比;
V——花盤線速度,m/min;
S——機(jī)頭工進(jìn)量,mm/r;
D——鋼管管徑,mm;
L——進(jìn)給電機(jī)絲杠導(dǎo)程,mm。
在式(1)中,N、D、L已知,根據(jù)經(jīng)驗(yàn)確定V、S。實(shí)際計(jì)算后可得進(jìn)給電機(jī)轉(zhuǎn)速為18.8 r/min。以此為參考,在觸摸屏上設(shè)置粗加工速度Vg和精加工速度Vj。
從觸摸屏上可更改快進(jìn)速度Vh、粗加工速度Vg、精加工速度Vj、后退位置、粗加工開始位置和最終位置。在實(shí)際調(diào)試運(yùn)行時(shí),根據(jù)現(xiàn)場(chǎng)實(shí)際情況和經(jīng)驗(yàn),不斷調(diào)整系統(tǒng)運(yùn)行位置、速度,以確保最佳效果,從而獲取相關(guān)參數(shù)[12]。
進(jìn)給軌跡的程序FC27具體如下:
CALL FC27
FINAL_POSITION :=DB9.DBD2//進(jìn)給電機(jī)的最終位置
FAST_SPEED :=DB9.DBW0//快進(jìn)速度
WORK_SPEED1 :=DB9.DBW6//粗加工速度
ACTUAL_POSITION :=MD210//實(shí)際位置
WORK_POSITION_START:=DB9.DBD14//工作啟動(dòng)位置
WORK_SPEED2 :=DB9.DBW24//精加工速度
OUT_SPEED :=MW216//設(shè)定速度
WORK INTERVAL :=M413.0//進(jìn)給點(diǎn)反饋
4 結(jié) 語
實(shí)踐證明,SEW伺服驅(qū)動(dòng)系統(tǒng)具有輸出扭矩大、運(yùn)行速度準(zhǔn)確穩(wěn)定、可快速定位等特點(diǎn),有效地克服了進(jìn)給系統(tǒng)的誤差,降低了調(diào)型時(shí)間和勞動(dòng)強(qiáng)度,并保證了進(jìn)給的穩(wěn)定性,提高了坡口切割的質(zhì)量和效率。同時(shí),由于采用了PROFIBUS-DP現(xiàn)場(chǎng)總線技術(shù),實(shí)現(xiàn)了倒棱機(jī)的數(shù)字化、自動(dòng)化控制,同時(shí)具備實(shí)時(shí)監(jiān)控能力,提高了進(jìn)給系統(tǒng)的穩(wěn)定性和故障處理能力。通過一段時(shí)間的使用,該進(jìn)給系統(tǒng)性能穩(wěn)定,運(yùn)行可靠,滿足了HFW生產(chǎn)線對(duì)倒棱機(jī)生產(chǎn)節(jié)奏的要求,在HFW倒棱機(jī)控制系統(tǒng)上具有較好的推廣價(jià)值。
[1]李秉祥,陳東才.新型平頭倒棱機(jī)的設(shè)計(jì)及應(yīng)用[J].焊管,2002,25(6):59-60.
[2]黎定一.機(jī)械進(jìn)給鋼管自動(dòng)平頭倒棱機(jī)及氣動(dòng)自定心平頭倒棱夾具[J].焊管,1999,22(1):25-27.
[3]張培慶.鋼管平頭倒棱機(jī)的設(shè)計(jì)與制造[J].鋼管,1998,27(1):35-38.
[4]劉邦義,解吉輝,孫麗麗,等.平頭倒棱機(jī)技術(shù)特點(diǎn)及發(fā)展[J].重型機(jī)械,2005(6):1-3.
[5]郭強(qiáng).PROFIBUS-DP在自控系統(tǒng)中的應(yīng)用[J].自動(dòng)化博覽,2002(2):12-13.
[6] 吳志軍.現(xiàn)場(chǎng)總線PROFIBUS及其應(yīng)用[J].鋼管,2005,34(4):45-48.
[7]盧紅義.工業(yè)現(xiàn)場(chǎng)總線技術(shù)在制管生產(chǎn)線上應(yīng)用探索[J].焊管,2004,27(5):40-42.
[8]劉換軍,王華,王小毅.PROFIBUS-DP現(xiàn)場(chǎng)總線技術(shù)在HFW焊管機(jī)組電氣系統(tǒng)中的應(yīng)用[J].焊管,2011,34(11):46-51.
[9]孫少波,馮俊.PROFIBUS-DP現(xiàn)場(chǎng)總線干擾原因分析[J].黑龍江科技信息,2011(2):76.
[10]羅紅福,胡斌,鐘存福,等.PROFIBUS-DP現(xiàn)場(chǎng)總線工程應(yīng)用實(shí)例解析[M].北京:中國(guó)電力出版社,2008.
[11]張超,谷立臣,趙永平.鋼管倒棱機(jī)伺服系統(tǒng)的開發(fā)與設(shè)計(jì)[J].重型機(jī)械,2005(5):49-51.
[12]廖常初.S7-300 PLC應(yīng)用技術(shù)[M].北京:機(jī)械工業(yè)出版社,2008.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
防爆電機(jī)(2020年3期)2020-11-06 09:07:42
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:50
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動(dòng)化博覽(2014年12期)2014-02-28 22:34:39