超聲光整工業純鐵表面粗糙度分析研究
2015-01-02 02:45:31王愛福魯帥帥朱智勇昃向博
現代制造技術與裝備 2015年3期
關鍵詞:工藝
王愛福魯帥帥朱智勇昃向博
(1.山東華云機電科技有限公司,濟南 250000;2.濟南大學機械工程學院,濟南 250022)
超聲光整工業純鐵表面粗糙度分析研究
王愛福1魯帥帥2朱智勇2昃向博2
(1.山東華云機電科技有限公司,濟南 250000;2.濟南大學機械工程學院,濟南 250022)
利用正交試驗法設計實驗,研究超聲波光整強化工藝關鍵參數對工業純鐵加工后表面粗糙度值的影響情況,借助SPSS軟件分析得出,頻率取值增加的過程中Ra值先降低后升高,振幅取值增加的過程中,Ra值初期維持在一穩定數值上,當振幅越過一定數值后Ra值開始降低,壓力值增加過程中Ra值在初期有較高的減速,越過一定值后Ra值的減速開始降低并趨于平緩。通過微觀組織觀察發現處理后工件表面位置存在一定厚度約14~20.09μm晶粒細化非常均勻的組織變形層,其沿軸向的分布存在波動性,表層晶粒沿軸向呈層狀分布。
超聲波 光整工業 純鐵粗糙度 晶粒微觀組織
當今社會工業技術飛速發展,在給人類社會帶來生產技術的革命的同時,也使得對工業零件質量的要求越來越高。很多機械裝置及零部件的服役條件極為嚴苛,因此對于零件的強度、耐熱性、耐腐蝕性、耐摩擦磨損等性能提出了跟高的要求[1]。
超聲波光整強化技術是一種新興的表面處理技術,該技術可以實現零件表面材料的改性,如細化表面晶粒,在表層一定厚度材料內預置壓應力,提高零件的疲勞壽命,提高表層顯微硬度[2]。
結合目前工業材料的應用現狀,電工純鐵是一種含鐵量在99.5%以上的優質鋼,具有鋼質純凈度高、加工性能好以及表面質量好等特點,得到廣泛應用,如電磁繼電器,鐵芯用純鐵,軟磁純鐵,磁屏蔽用純鐵帶,航空儀器儀表等。電工純鐵雖然具有良好的磁性,但其材質較軟,其表層很難通過常規工藝得到強化處理[3]。
1 超聲波光整強化工藝結構組成
超聲波光整強化系統包括超聲波發生器、換能器、變幅桿和加工頭四部分。超聲波發生器連接電源后產生超聲頻級的振蕩電流,并將振蕩電流輸送給下級換能器部分,換能器將高頻振蕩電流轉換為等頻率的機械振動并輸出,高頻機械振動輸送至變幅桿的輸入端,變幅桿將質點位移量進行放大,經放大后的機械振動作用在加工頭上,加工頭直接與零件表面接觸,工藝結構如圖1所示[2]。
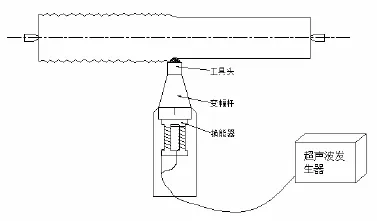
圖1 工藝結構示意圖
2 實驗裝置及測試結果
結合正交試驗設計法,選用L9(34)正交表設計三因素三水平正交試驗[4],本實驗是以超聲波光整強化工藝對于零件回轉面的加工作為實際工況,每一個工藝參數組合為一個加工帶,每根棒料上共設計9條加工帶,根據加工需要將初始材料規格設計為Φ40×280mm的圓柱形棒料。實驗在CA6140A型車床上進行,所用設備如圖2所示,不同振動頻率的超聲波光整強化系統通過與車床刀架的配合實現更換。

圖2 實驗所用設備
結合工業純鐵本身質較軟的特性,壓力過大易造成表面損傷反而使表面質量惡化,因此壓力這一工藝參數取值相對較低,具體水平劃分及工藝參數組合如表1所示,工業純鐵棒料的初始粗糙度值為4.2μm。
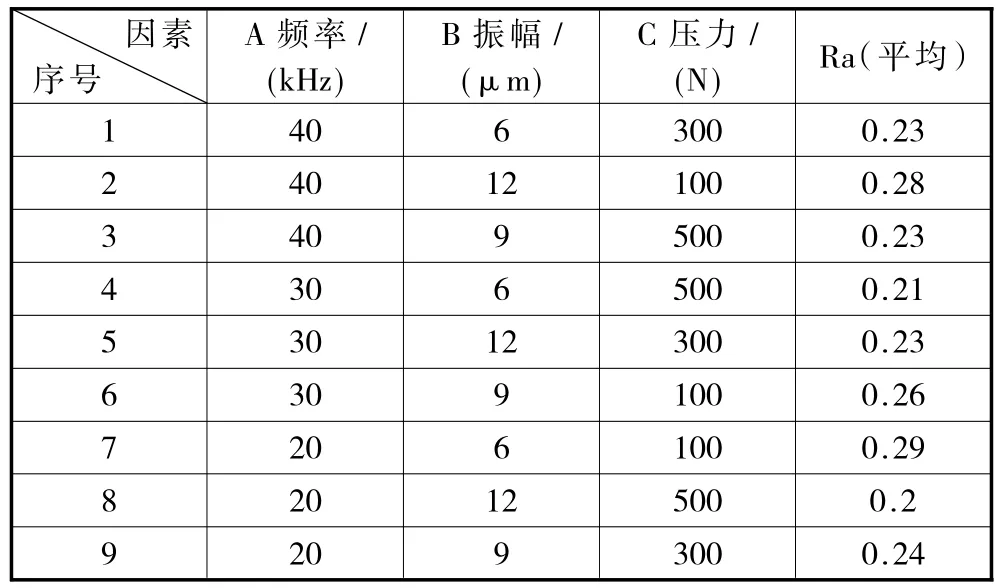
表1 水平劃分及工藝參數組合
3 實驗結果分析及微觀組織觀察
3.1 實驗結果分析
將表1中關于工業純鐵粗糙度的測量值導入SPSS軟件,利用其正交試驗分析功能進行分析得出各工藝參數對表面粗糙度值的影響趨勢如圖3~5所示。
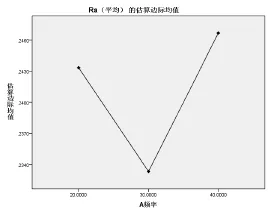
圖3 頻率因素對粗糙度值影響趨勢
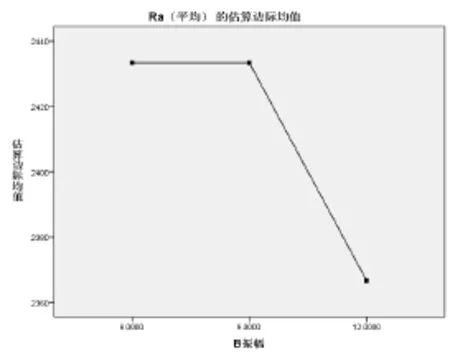
圖4 振幅因素對粗糙度值影響趨勢
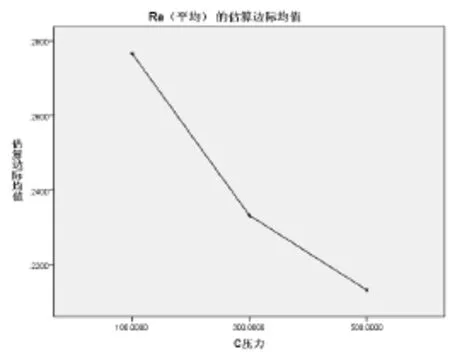
圖5 壓力因素對粗糙度值影響趨勢
結合表1和圖3中頻率部分進行分析可以得出,當頻率分別取1~3水平時,粗糙度的平均取值分別為0.247μm、0.233μm、0.243μm,由頻率的結果分布圖可以看出頻率對于工業純鐵的表面粗糙度值的影響趨勢大致呈凹形,在2水平(30kHz)時粗糙度值最小,頻率由低增至高點過程中工件表面粗糙度值先降低后升高。頻率因素劃分的三個水平形成的兩條連線基本對稱,即以30kHz為分界兩側的增減速度基本相等。
結合表1和圖4中振幅部分進行分析可以得出,當振幅分別取1~3水平時,粗糙度的平均值分別為0.243μm、0.237μm、0.243μm,結果顯示隨著振幅取值的增大,工件的表面粗糙度值初期維持在一穩定數值上,當振幅越過一定數值后工業純鐵表面粗糙度值開始降低,由表1中關于振幅的分析結果圖可以得出,在振幅取較低的兩個水平值時工業純鐵表面粗糙度值相等。
結合表1和圖5中壓力部分進行分析可以得出,當壓力分別取1~3水平時,粗糙度的平均值分別為0.213μm、0.277μm、0.233μm,通過對圖3中的壓力因素的分布曲線可以得出,壓力因素對于工業純鐵表面粗糙度值的影響趨勢為隨著壓力值的增大表面粗糙度值為降低的趨勢,其中三個水平值劃分成的兩段連線中前一段斜率較大,后一段斜率有所減小,即隨著壓力值的增大工業純鐵表面粗糙度值在初期有較高的減速,越過一定值后粗糙度值的減速開始降低趨于平緩。
3.2 微觀組織觀察
對工業純鐵材質的試樣進行了微觀組織觀察,由于工業純鐵本身純度很高,腐蝕后大部分區域為光亮的鐵素體[5],因此本實驗借助基恩士超景深電子顯微鏡進行圍觀組織的觀察。選取2號試樣進行斷面微觀組織觀察,由表1可以得出該試樣表面粗糙度值為0.28μm,其微觀組織如圖6所示,放大倍數1000倍。
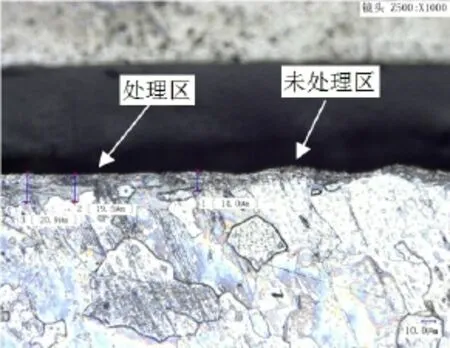
圖6 微觀組織觀察
如圖所示,右側為未處理區,邊沿中未經處理的試樣,通過觀察可以發現,未經過超聲波光整強化處理的試樣由于前一道車削工序在其表面留下了溝壑,其表層組織沿軸向分布一層很薄的變形層,這是由于車刀的切削擠壓作用造成表層晶粒的拉裂破碎,而且在表面上該變形層并不是連續的,波峰位置該變形組織分布薄一些,波谷位置相對厚一些,這是由于材料在車削過程中波峰是由于進給運動和工件自轉運動相疊加而造成的相鄰車痕的交匯處,該處受到的車刀的作用力很小,因此對于波峰位置的表層晶粒的擠壓破碎作用相對小很多,因此波峰位置的變形組織分布要薄一些。而材料表面的波谷位置是車削過程中車刀前角與工件直接接觸經過耕犁作用形成的,該位置組織受到車刀前角的強烈擠壓造成了位于波谷的晶粒的破碎,與波峰位置相比變形層厚度相對要后很多。
通過觀察該試樣中處理區的微觀組織可以發現該試樣的表面位置存在一定厚度的組織細化層,其沿軸向的分布存在波動性,變形晶粒紋路呈波浪狀,即變形劇烈區同非劇烈區交替出現,通過標尺測量發現該試樣表面變形層的厚度在14~20.09μm范圍內波動
對比處理區和未處理區發現加工區和非加工區表面平整度對比明顯,與表面粗糙度值的實際測量結果相一致,通過對比發現加工區域的徑向高度要明顯低于非加工區的波峰的高度,但是要高于波谷位置的高度,因此也更好的證明了超聲波光整強化工藝能夠實現工件表面削峰填谷的作用。
4 結論
(1)頻率因素對于工業純鐵的表面粗糙度值的影響趨勢大致呈凹形,頻率由低增至高點過程中工件表面粗糙度值先降低后升高,以30kHz為分界兩側的增減速度基本相等。
(2)隨著振幅取值的增大,工件的表面粗糙度值初期維持在一穩定數值上,當振幅越過一定數值后工業純鐵表面粗糙度值開始降低。
(3)隨著壓力值的增大工業純鐵表面粗糙度值在初期有較高的減速,越過一定值后粗糙度值的減速開始降低趨于平緩。
(4)對特定試樣進行微觀組織觀察,發現該試樣的表面位置存在一定厚度約14~20.09μm的組織細化層,其沿軸向的分布存在波動性,即變形劇烈區同非劇烈區交替出現,變形區內厚度方向晶粒細化非常均勻,與心部組織對比明顯,表層晶粒沿軸向呈層狀分布。
[1]劉占強,賀蒙,趙建.機械加工強化機理與工藝技術研究進展[J].中國機械工程,2015,26(3):403-413.
[2]魯帥帥,昃向博,付秀麗.超聲波光整強化40Cr表層顯微硬度研究[J].2014,(12):27-33.
[3]孫建春,盛光敏,王越田,陳登明.自納米化電工純鐵表面合金化改性研究[J].功能材料,2011,42(4):763-766.
[4]陳魁.試驗設計與分析[M].第2版.北京:清華大學出版社,2005.
[5]任頌贊,張靜江,陳質如,等.鋼鐵金相圖譜[M].上海:上海科學技術文獻出版社,2003.
Analysis and Study on Surface Roughness of Industrial Iron Processed by Ultrasonic Finishing and Reinforcing Process
WANG Aifu1,LU Shuaishuai2,ZHU Zhiyong2,ZE Xiangbo2
(1.Shandong Huawin Technology Co.Ltd,Jinan 250000;2.School of Mechanical Engineering,University of Jinan,Jinan 250022)
Using the orthogonal experiment theory, this paperdesigned experiments to study the effects of key parameters of ultrasonicfinishing strengthen process on surface roughness of industrial iron.Using SPSS software to analyze the results, during the process offrequency value increasing, Ra value first decreased and thenincreased; during the process of amplitude value increasing, the initialRa value is maintained at a stable value. When the amplitude goesover a certain value, the Ra value begins to decrease; during theprocess of pressure value increasing, the deceleration of Ra values ishigher at the beginning, across a certain value Ra values decelerationbegan to decrease and flatten. The micro structure of treated surfacelocation was observed, and it found that there exists a uniform grainlayer along the axial distribution which is about 14-20.09μmthickness, and surface grain is distributed axial .
ultrasonic finishing,industrial iron,roughness,grain, microstructure
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
