汽車覆蓋件檢具的設計開發
2015-01-02 02:45:33楊國策崔小勇吳鏑
現代制造技術與裝備 2015年3期
楊國策崔小勇吳鏑
(1.上海第二工業大學工程訓練中心,上海 201209;2.賽科利(南京)汽車模具技術應用有限公司,南京2 10028)
汽車覆蓋件檢具的設計開發
楊國策1崔小勇2吳鏑1
(1.上海第二工業大學工程訓練中心,上海 201209;2.賽科利(南京)汽車模具技術應用有限公司,南京2 10028)
闡述了檢具的基本構成及其檢測原理,結合應用實例提出了汽車覆蓋件檢具設計開發的一般方案及各功能部件的設計方法和相關要求,為檢具的設計開發提供了參考依據,對適應快速發展的汽車市場需求具有重要意義,同時對于一般夾具的設計也有一定的參考價值。
汽車覆蓋 件檢具 設計開發
引言
汽車覆蓋件,是指構成汽車車身或駕駛室、覆蓋發動機及底盤的異形體表面和內部的汽車零件。它既是外觀裝飾性的零件,又是封閉薄殼狀的受力零件,其制造質量對整車質量影響很大,因此對其質量的檢測成為汽車生產廠商必不可少的工作。汽車覆蓋件的檢測,是一個復雜的過程,而傳統的檢測方法費時費力,不能適應大批量產品生產的檢測要求。汽車覆蓋件在線檢測檢驗夾具(簡稱汽車檢具),是一種按需方特定要求專門制造的檢測工具,具有直觀、迅速、準確、方便等優點,尤其適于大批量生產的需要。汽車檢具雖沒有刻度,不能檢測出被測零件的具體尺寸、形狀大小和相互位置,但能判斷出被測要素是否在制造公差范圍內[1]。近年來,隨著汽車工業的飛速發展,汽車覆蓋件的檢具在汽車行業的應用已相當廣泛,國家經貿委已將檢具的生產能力列在車輛企業生產條件考核程序中[2]。因此,設計和制造出操作方便且檢測精度高的專用檢具,已成為眾多汽車生產廠商亟待解決的問題。
1 汽車檢具的檢測原理
在生產現場,通過汽車檢具對汽車覆蓋件實施在線監測,只需將零件準確的固定在檢具上,通過檢測銷、劃線銷、通止規、卡尺、間隙尺、目測等對零件上不同形狀的孔、型面、周邊尺寸以及零件與零件之間的連接位置進行檢查,從而保證零件在試生產或起步生產時實現對零件質量狀態的快速判斷。
汽車覆蓋件檢具是根據覆蓋件檢測的特點設計制作的,主要由底板總成、檢具體、夾緊裝置、定位銷、檢測銷、斷面檢測樣板、EDC檢測裝置等組成,其結構如圖1所示:
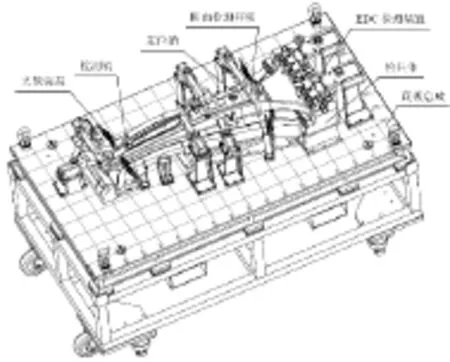
圖1 覆蓋件檢具結構示意圖
2 汽車檢具的方案設計
在檢具設計開發之初,就應該考慮到其完整性、人機工程、穩定性、成本等主要問題[3]。
(1)完整性。仔細閱讀客戶提供的幾何尺寸和公差圖紙(GD&T)、數模以及檢具技術協議等文檔,了解產品的所有定位、檢測信息。
(2)人機工程。根據定位及檢測的要求,再結合生產要素(人、機、料、法、環)特點,選擇合適的檢具擺放位置(被檢零件放置于檢具上的位置,原則上必須與其在車身坐標系中的位置相一致,必要時可按90°的增量倍數旋轉放置;為了便于檢具的使用和管理,對稱件、左右件只要外形尺寸允許,應盡可能將其布置于一個底板上)。
(3)穩定性。檢具在設計時一定要考慮自身的重力、使用環境、變形、磨損等因素影響,從材料和結構上保證其精度、性能穩定性及使用壽命。
(4)成本。根據車型特點、產量多少等因素,在保證精度及穩定性的情況下,使用材料盡量少,結構盡量簡單,以節約成本。
另外,在方案設計階段,還應該與客戶溝通重要零件的材料選用、外購件的選型、檢具的制造及驗收等內容,以提高設計開發效率,增加客戶滿意度。
3 汽車檢具的結構設計
對于汽車覆蓋件,其檢測要素為零件的外形(輪廓和曲面形狀等)以及孔、凸緣等為特征的位置,尤其以曲面形狀為主,所以檢具體是檢具結構中最復雜的部分。檢具體設計完成后,根據檢具體確定底板總成的大小和位置,再配以夾緊裝置、定位銷、檢測銷等其它輔助部分,并在需要檢測的關鍵截面設置斷面檢測樣板,在需要檢測的關鍵點設置EDC檢測裝置。
3.1 檢具體的設計
檢具體的設計建模是整個檢具設計的關鍵,它將直接影響到整個檢具最終檢測結果的準確性。檢具體的型面有的作為零件的定位基準,有的作為零件的檢測基準,這就要求檢具體型面與零件型面之間有一定的對應關系,其分布主要有五種情況[4],如圖2所示:圖2(a)中,檢具定位基準面②與零件表面①之間的偏移距離3mm,其間安裝定位塊使得零件表面①與定位塊表面③貼合;圖2(b)中,檢具檢測基準面②與零件表面①之間的偏移距離3mm;圖2(c)中,檢具檢測基準面②與零件表面①之間的偏移距離3mm,檢測基準面④與零件邊緣線③相對于零件表面①的法向對齊;圖2(d)中,檢具檢測基準面②與零件表面①對齊,檢測基準面④與零件邊緣線③相對于零件表面①的切向偏移距離3mm;圖2(e)中,檢具檢測基準面②與零件表面①之間的偏移距離3mm,檢測基準面④與零件表面③對齊。
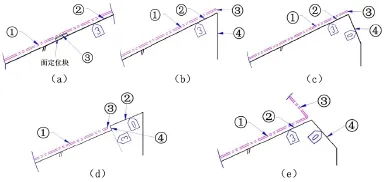
圖2 檢具體型面和零件型面之間的關系示意圖
從圖2可以看出,檢具體型面除了用于定位的型面與零件表面相貼合以外(見圖2(a)),其他檢測用型面一般是零件表面的法向偏移面、法向或切向延長面,以實現檢具對零件自由曲面或外輪廓(或者兩者結合)的檢測。為實現檢具對零件自由曲面的檢測,一般使檢具體表面與零件內表面保持3mm(或5mm,見技術協議,本文以3mm為例)的常數間隙,數控加工機床能按所設計的型面數模進行加工達到較高精度的要求,在實際檢測時通過檢具型面配合專用的量具(通止規、楔形尺、塞尺等)往復移動即可檢測出零件自由曲面的偏差。設計時,先選擇所需的零件表面(可根據需要同時選擇多個連續的曲面),然后通過偏置曲面的方法得到檢具體的型面。零件外輪廓的檢測方式主要有兩種,如圖2(c)和圖2(d)所示,設計相應的檢具體時有兩種方法:①檢具體型面的邊緣線沿零件外輪廓切向延伸30mm左右;②沿零件外輪廓的法向方向向下延伸30mm左右。在通用的三維建模軟件(如UG、Pro/E)中,首先將待測零件表面向內偏置3mm距離,接著把生成曲面的外緣線沿零件外輪廓切向或法向延伸一定距離,得到檢具體的檢測基準面,再向零件基準面拉伸一定距離即得到檢具體的三維模型。由于汽車覆蓋件大多具有復雜的空間曲面和較多局部特征,在生成檢具體檢測面時大多需要上述兩種方法的結合,而對于一些特殊的空間型面,上述方法仍然難以滿足要求,需要根據檢具原理的理解和經驗進行處理[4]。同時檢具型面的設計還要考慮覆蓋件的檢測要求和加工能力以及檢測的可靠性等要求。
為了減輕檢具的整體重量,小型檢具可將整塊材料加工成檢具體,以提高加工效率和裝配精度;大型檢具在保證檢測功能和保留零件原有基本形狀下,檢具體通常采用分段式結構,即每200~250mm長度上切割不大于2mm寬度的伸縮縫,用數段小型面拼接成整個型面,為了省料通常還會做適當掏空。
3.2 底板總成的設計
在檢具體的上表面沿基準面方向拉伸一定距離,使其最低點超過100mm的厚度,以保證檢具體有足夠的測量空間,同時盡量讓檢具體底面,即底板總成的上表面,在車身坐標系的整數位置上。檢具的底板總成一般由底板、支架、基準塊、吊耳、叉車槽、腳輪、可調支腳等組成,如圖3所示。底板總成作為承載其它檢具結構的載體,對整個檢具的穩定性起著十分重要的作用,設計時可考慮以下幾個方面:①成本允許的情況下,優先選用鋁質底板(小型檢具可選用鋼板);②選用鋼板和槽鋼進行焊接,目前常采用十字和米字兩種結構;③底板的大小,以檢具的每個部件在其任何活動位置上,均不超出底板為宜;④重量超過20kg的檢具底板上要設計吊耳及叉車槽。吊耳的設計要考慮最大承載力和起吊時吊繩不影響檢具各部件,且起吊時能保持平衡。叉車槽的設計要考慮最大承載力及普通叉車的規格。重量小于20kg的小型檢具需配置搬運把手;⑤底板上表面需刻100mm間隔的百位線及相應坐標值。當底板由檢具體固定好后,其它各部件可根據實際情況選用標準型號。

圖3 底板總成結構示意圖
3.3 定位與夾緊裝置的設計
定位裝置的作業,就是使被測零件的測量基準面、孔與測量裝置保持一定的相對位置,從而保證測量的合理與穩定。覆蓋件在檢具上的定位主要有以下兩種方式:
(1)將面定位塊與零件的自由曲面貼合,再以零件上的兩個孔作為主、副定位孔,共同完成定位。其中,主定位孔能在兩個方向限位,可采用錐形定位銷(用于圓孔)或菱形定位銷(用于腰孔)定位;副定位孔則只能限定一個方向的自由度,可采用菱形銷、圓銷(用于圓孔)或削邊銷(用于腰孔)定位,定位銷設計時要注意考慮零件的公差和孔位相干性[1]。
(2)將面定位塊與零件自由曲面貼合,再在零件輪廓邊緣上設置擋塊,共同完成定位。輪廓邊緣定位點通常設置三點,即在一個方向上設置兩點,另一方向上設置一點。
夾緊裝置是配合定位裝置,使覆蓋件在檢具和測量支架上處于確定的位置,并在檢具的使用過程中其位置不會發生變動的裝置。夾緊方式主要有杠桿式夾頭夾緊和永久磁鐵夾緊兩種,還有些大的總成件檢具無需夾緊,依靠其自重即可夾緊。夾緊點必須設置在“0”間隙面(即支承面)上,夾緊力的方向應該垂直于零件的主要定位基準面(如圖4),以保證精度。隨著檢具在車身制造中的廣泛應用,杠桿式活動夾頭和永久磁鐵均有系列化的產品以供選購,活動夾頭還配有不同型式和尺寸的支架或托架[2]。設計時,需以產品圖紙中RPS信息為依據,在檢具體上的定位孔位置打孔(以放入定位銷對應的襯套為準),并給出定位孔的車身坐標。同時,在夾緊點位置布置定位墊片和活動夾,以保證零件的牢固定位,設計時要保證活動夾頭工作時不與其他部件發生干涉,開啟和壓緊在任何情況下都不能超出檢具的容積,還要考慮到工人的操作方便,并給出定位墊片上表面中心的車身坐標[5]。對于中小覆蓋件檢具,如果沒有足夠的空間安裝夾頭可以采用永久磁鐵夾緊,其配置方式有兩種:①將永久磁鐵嵌入支承塊中;②將永久磁鐵對稱地嵌入支承塊兩側的型面內(磁鐵上表面應低于定位表面0.2~0.3mm)。大型覆蓋件的夾緊往往混合使用夾頭夾緊和磁鐵夾緊兩種方式,即零件周圍采用杠桿式夾頭夾緊,中間支承塊則采用永久磁鐵夾緊。
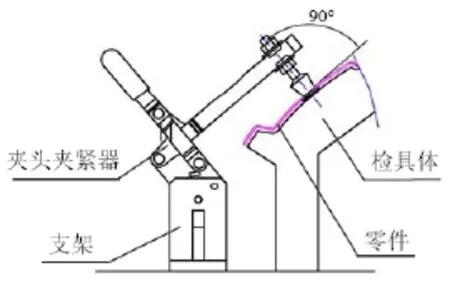
圖4 夾頭夾緊器夾緊示意圖
3.4 檢測銷的設計
檢測銷用于檢測零件上孔的孔徑及其位置度。對孔徑的檢測一般使用直插式的檢測銷,其結構由導向、檢測及手柄三部分組成。在檢測孔內,為保證檢測銷能順利進行檢測,必須安裝導向襯套并與檢具體黏結,如圖5所示,其規格根據檢測孔的孔徑范圍來選取,已有相應的參考系列,同時,軸套的上平面必須低于覆蓋件下表面。檢測銷檢測部分尺寸為:公稱尺寸+下偏差-位置度。位置度的檢測一般使用檢測銷及劃線銷,如圖6所示。檢測部分尺寸為:公稱尺寸+下偏差-位置度,劃線部分尺寸為:公稱尺寸+4mm(根據客戶要求而定),導向部分的設計與檢測銷相同。
為了使用方便及防止丟失,需在底板上設定置銷器,在非檢測狀態時使用,定位銷與檢具體之間還需用鏈或鋼索連接。
3.5 斷面檢測部件的設計
當被測零件的尺寸和形狀精度要求較高,僅依靠檢具型面及相應結構不足以實現精度控制時,可以在檢具周圍設置若干個斷面檢測樣板。圖7為斷面檢測樣板的檢測示例,其工作部分的型面與零件被測表面保持3mm的間隙,以便各種專用量具(如塞規)的檢測使用。斷面檢測樣板采用厚度為8±0.5mm左右的鋁合金或45鋼,結構形式一般為旋轉式或拆卸式。樣板應盡量安裝在沖壓件型面法向方向,其位置坐標宜取整數,不得與定位銷、檢測銷、夾緊裝置等結構相干涉,發生干涉時可以將其分段處理;樣板支架與底板的厚度應大于10mm,支架高度大于15mm時需適當增加料厚[2]。總之設計時要保證斷面檢測結構在檢具上穩定牢固、旋轉自如、無干涉,且安放位置合適。
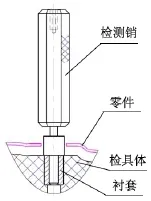
圖5 檢測銷檢測示意圖
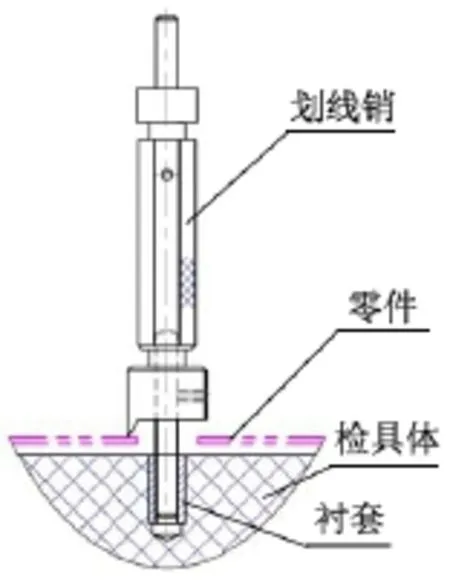
圖6 劃線銷檢測示意圖
3.6 EDC檢測裝置的設計
EDC,是一種電子數據采集裝置,可以快速、準確地讀出零件被測表面上某點的尺寸數據。檢具體的邊、面上無法檢測且有裝配要求的地方或影響零件質量的關鍵點,常用EDC檢測裝置進行定量檢測,如果在誤差范圍內,即為合格。其結構一般采用旋轉式,如圖8所示,支座可根據放置高度選用相應的I型支座。設計時,保證測頭軸線與零件表面在測點處垂直,且測頭下端面到測點的距離為31mm。
4 結語
本文主要闡述了汽車覆蓋件檢具的結構及各功能部件的設計方法和相關要求,為檢具的設計開發提供了參考依據,對適應快速發展的汽車市場需求具有重要意義,同時對于其它零部件檢具的設計也有一定的參考價值。檢具的設計開發,是一個復雜的過程,既要能實現快速準確的定位,又要保證檢測的精確度和穩定性,還要考慮到操作時的方便和靈活性。因此,檢具設計人員必須在設計開發過程中逐漸積累經驗,不斷優化設計思路和設計方法,才能提高檢具的開發質量和效率,減少開發成本,最終設計出客戶滿意的產品。
[1]張興云.汽車沖壓零部件檢具設計制造技術研究[J].制造技術與實踐,2004(1):40-42.
[2]李杰.基于UG的汽車覆蓋件檢具快速設計研究[D].江蘇大學,2013.
[3]張少輝,甘國輝.淺談汽車車身沖壓焊接件檢具的設計開發[J].裝備制造技術,2011(6):59-61.
[4]儲軍,陳杰.車身小型沖壓件檢具設計的一般方法和步驟[J].工具技術,2004,38(2):55-57.
[5]謝俊,李杰,楊啟志.通用GAMMA SUV汽車后保險杠總成檢具設計[J].機械設計與研究,2013,29(2):110-113.
[6]林占江.電子測量技術(第3版)[M].北京:電子工業出版,2012.
Design and Development of Testing Fixtures for Covering Parts of Cars
YANG Guoce1,CUI Xiaoyong2,WU Di1
(1.Engineering Training Center,Shanghai Second Polytechnic University,Shanghai 201209;2.SKL(Nanjing)Automotive Mould Technology Co.,Ltd.,Nanjing 210028)
On the basis of elaborating the basic structure of testing fixtures for covering parts of cars and its detection principle,the general arrangements and the relevant requirements of the functional unit design for testing fixtures design are proposed,which offering a reference for testing fixtures development.It's of great significance to adapt to the rapid development of the automobile market demand,but also have a certain reference value for general fixture designing.
covering parts of cars,testing fixture,design and development
上海高校青年教師培養資助計劃(B50YQ13R003);2013年度校級科研基金資助項目(A01GY13GX21)。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
海峽科技與產業(2016年3期)2016-05-17 04:32:12
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
