12m3渣包工藝設(shè)計(jì)及生產(chǎn)方案優(yōu)化
2015-01-02 02:45:46劉文華宋令芹
現(xiàn)代制造技術(shù)與裝備 2015年3期
關(guān)鍵詞:設(shè)計(jì)
劉文華 宋令芹
(煙臺恒邦泵業(yè)有限公司,煙臺 264100)
12m3渣包工藝設(shè)計(jì)及生產(chǎn)方案優(yōu)化
劉文華 宋令芹
(煙臺恒邦泵業(yè)有限公司,煙臺 264100)
針對12m?渣包的尺寸、形狀、重量及使用要求,利用凝固模擬軟件進(jìn)行工藝設(shè)計(jì),結(jié)合現(xiàn)有生產(chǎn)條件,設(shè)計(jì)芯鐵、砂箱減少樹脂砂用量,改造澆包、兩爐合澆、分體造型,減少投資改造,引風(fēng)排氣減少放炮,成功完成鑄件的生產(chǎn)。
渣包凝固 模擬芯鐵 熔煉澆注 渣包是有色冶煉企業(yè)用于盛放、轉(zhuǎn)運(yùn)熔煉渣、銅琉的必用容器,盛裝物最高溫度1300℃,渣包必須滿足裝滿熔渣后運(yùn)至緩冷場900℃左右緩冷的技術(shù)條件,即渣包必須有較高的耐熱疲勞性能,滿足忽冷忽熱的工作條件;內(nèi)表面要平整、光滑,外壁無夾渣、夾砂、裂紋、冷隔、氣孔等鑄造缺陷;無縮松、縮孔,渣包試壓,無滲漏、冒汗;12m3渣包單重27噸左右。
1 設(shè)計(jì)12m3渣包鑄造工藝設(shè)計(jì)
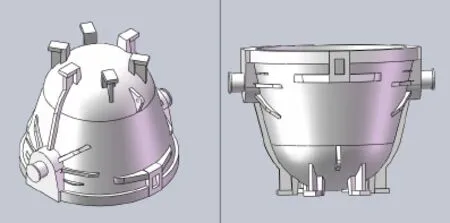
圖1 12m3渣包的三維圖片
1.1 工藝設(shè)計(jì)
分析:渣包口朝上,利于鑄件補(bǔ)縮[1],但因?yàn)樵叽绱螅靶睛?240×2850難固定,鑄件又不能使用鑄物卡,并且浮力很大,需要壓重很大;渣包口朝下,渣包底部的致密性需要保證,也不利于排氣,但操作簡單,安全性高。
確定工藝方案:渣包口朝下。
(1)鑄件縮尺徑向采用2.15%、軸向采用2%。根據(jù)12m3渣包的尺寸、形狀、重量、底坑高度確定分型面,分箱造型,設(shè)計(jì)澆冒系統(tǒng)形狀、尺寸、分布,通過magma軟件凝固模擬分析,修正、再模擬,確定各參數(shù)。
澆注系統(tǒng):直澆道采用φ120瓷管,橫澆道、內(nèi)澆道采用φ100瓷管,分三層注入[2],通過反復(fù)模擬,確定在直、橫澆道上均增加彎頭,以減緩飛濺,保證按順序注入。
冒口采用:中間放置φ900mm,高1200mm主冒口,纏繞60mm厚保溫發(fā)熱板,6地腳上各加2只φ200mm,高200mm的保溫發(fā)熱冒口。
(2)包耳為35鋼鍛打件,預(yù)先加工好,采用鑲鑄工藝。包耳車制矩形環(huán),鑄造時包熔良好。
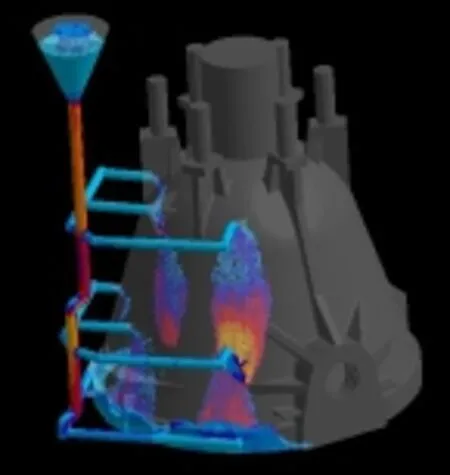
圖2 橫澆道不加彎頭(初步)
圖3 內(nèi)澆口為φ70(變更)
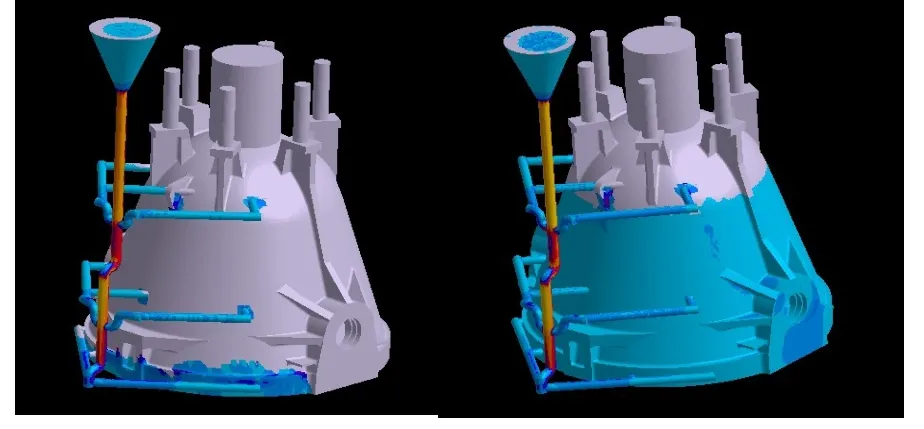
圖4 橫澆道加彎頭,內(nèi)澆口為φ100(確認(rèn))

圖5
(3)內(nèi)部大芯用鋼板卷筒,做成隨型中空芯鐵,留出氣孔,向內(nèi)排氣,砂層厚度在200mm左右;既保證砂芯強(qiáng)度,便于排氣,又節(jié)約樹脂砂。芯鐵纏繞草包,既擋砂,防止樹脂砂進(jìn)入芯鐵,又便于澆注燒結(jié)后,留出空隙,便于大芯鐵取出。

圖6
(4)反變形量:內(nèi)腔徑向單邊+20mm,用于抵消草包燃燒后變量。
1.2 造型、制芯
采用堿酚醛樹脂砂造型[5]。
1.3 熔煉、澆注
(1)采用電弧爐熔煉+LF爐精煉的熔煉工藝;
(2)光譜分析儀跟蹤檢測鋼水化學(xué)成分;
(3)采用底注式滑板澆包,用前開啟煤氣發(fā)生爐對澆包烘烤,從主澆口澆注,至鋼液充滿鑄型后,快速移動澆包,從中間主冒口進(jìn)行慢速補(bǔ)澆,直至,鋼液面不再下移,填滿冒口,澆注完成。剩余鋼水注入事先準(zhǔn)備好的渣盆中;
澆注溫度控制在1545~1555℃,澆注時間3分鐘左右,補(bǔ)澆時間7分鐘左右。
1.4 鑄件后處理
(1)鑄件隨箱冷卻72小時后,拆箱取件,氣割澆冒口,拋丸、打磨光滑,檢查鑄件尺寸,填寫“鑄件尺寸檢驗(yàn)報(bào)告”,用超聲波探測儀檢查包耳及其根部、包底,填寫“鑄件超聲波檢驗(yàn)報(bào)告”;
(2)鑄件進(jìn)行水壓試驗(yàn),將渣包注滿水,放置4小時以上,檢查是否滲漏、冒汗;
(3)鑄件進(jìn)煤氣發(fā)生爐進(jìn)行高溫退火處理[4],緩慢升溫至650℃,保溫1.5小時,再升溫至900℃,保溫4.5小時,隨爐冷卻至400℃以下出爐空冷。
2 12m3渣包生產(chǎn)方案優(yōu)化
生產(chǎn)12m3渣包需要解決的問題:
(1)大件車間現(xiàn)有熔煉能力不能滿足:電弧爐最多提供28噸鋼水,底注澆包最多盛裝28噸鋼水,而澆注12m3渣包至少需要鋼水33噸;
(2)底坑深度2米,不能滿足12m3渣包造型高度;(3)砂箱不合適,吃砂量大,浪費(fèi)嚴(yán)重:
(4)澆注時產(chǎn)生放炮聲響,影響鑄件成品率。
2.1 熔煉方案
大件車間電弧爐可以熔化28噸鋼水,鋼錠車間有5噸中頻爐可以熔化6噸鋼水,但距離較遠(yuǎn)。吊運(yùn)銜接可以電動平車過渡,電弧爐熔化的28噸鋼水先進(jìn)LF爐升溫、精煉,中頻爐熔化的6噸鋼水過來后再倒入已盛28噸鋼水的澆包,進(jìn)LF爐再升溫、精煉,滿足渣包需鋼水34噸的要求。需要控制好兩爐開爐時間、出爐溫度。對策:
(1)底注澆包加高300mm,內(nèi)壁耐火材料單邊減薄20mm,保證能盛鋼水34噸并滿足精煉造渣高度要求;LF精煉爐爐蓋抬高300mm,保證底注澆包能夠進(jìn)入精煉工位;
(2)調(diào)運(yùn)配合演練,計(jì)量掛包、轉(zhuǎn)運(yùn)、合鋼水的時間,精確兩爐的開爐時間,確定兩爐的溫度控制指標(biāo);
(3)兩跨車間的兩爐按時差順序開爐,電弧爐熔化28噸鋼水,5噸中頻爐熔化6噸鋼水。
2.2 改變造型高度方案
共七節(jié)砂箱加底部400槽鋼,總高近5000mm,現(xiàn)有底坑到機(jī)頭只有3750mm。加深底坑、太高機(jī)頭,均需較大投資,皮帶送砂或砂斗吊砂,均需時間,樹脂砂可能已先期固化,影響整體鑄型強(qiáng)度,并且操作麻煩。
對策:設(shè)計(jì)制作木型時模型分上下兩體,造型至2/3時,即第四節(jié)砂箱造型充分固化,將第四節(jié)砂箱連上節(jié)木型吊至型板上再造剩余部分,上節(jié)模型與砂箱要固定,防止模型脫落或移位。即采用分離造型方法解決了機(jī)頭與底坑高度不夠的問題。
2.3 設(shè)計(jì)砂箱,減少吃砂量
渣包形狀是下部類似圓臺體上部球體,下大上小,差別較大,原有的2副砂箱為上下一樣大的7節(jié)方砂箱,用此套砂箱作第一件12m3渣包時,用樹脂砂67噸,設(shè)計(jì)制作1副塔式砂箱,單件用砂46噸。同時,對原有2副砂箱進(jìn)行改造,考慮到以后其它鑄件使用,在其內(nèi)部,用鐵板圍框,減少吃砂量。

圖7 塔式砂箱

圖8 內(nèi)圍框砂箱
2.4 引風(fēng)排氣,減少放炮
大鑄件在澆注過程中產(chǎn)生大量氣體,壓力瞬間升高,遇高溫明火,會產(chǎn)生較大放炮聲,震動砂箱,型砂易脫落、砂芯移位等,造成鑄件缺陷或報(bào)廢;卡箱螺栓松動,造成炮火等安全事故。
對策:底箱用400槽鋼墊空,澆注時,用引風(fēng)機(jī)通過底砂箱從中空大芯鐵幫助排氣,減少放炮現(xiàn)象的發(fā)生。
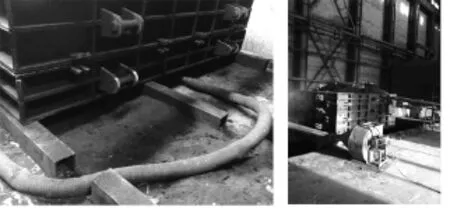
圖9 引風(fēng)排氣
渣包精清后稱重26.76噸,尺寸、超聲波、水壓等檢驗(yàn)均合格,20件如期交貨,截止目前,客戶已使用一年多,沒有任何質(zhì)量問題。
12m3渣包鑄造成功,成為我公司渣包生產(chǎn)單重最大鑄件;后續(xù),又為其它客戶生產(chǎn)25件,已交付使用;目前,已列為我公司定型產(chǎn)品,產(chǎn)生了較好的經(jīng)濟(jì)效益。
3 結(jié)束語
(1)從生產(chǎn)的鑄件看,計(jì)算確定的鑄件縮尺、反變形量及利用計(jì)算機(jī)軟件凝固模擬確定的澆冒系統(tǒng)參數(shù)較為合理;
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
