ER50-6焊絲鋼熱軋盤條的開發(fā)生產(chǎn)實(shí)踐
2015-01-02 02:44:54左茂方周明軍謝紅委
山東冶金 2015年4期
關(guān)鍵詞:焊縫
于 榮,左茂方,周明軍,謝紅委,何 路
(1內(nèi)蒙古科技大學(xué),內(nèi)蒙古 包頭 014010;2淄博張鋼有限公司,山東 淄博 255007;3北京科技大學(xué),北京 100083)
生產(chǎn)技術(shù)
ER50-6焊絲鋼熱軋盤條的開發(fā)生產(chǎn)實(shí)踐
于 榮1,2,左茂方2,3,周明軍2,謝紅委2,何 路2
(1內(nèi)蒙古科技大學(xué),內(nèi)蒙古 包頭 014010;2淄博張鋼有限公司,山東 淄博 255007;3北京科技大學(xué),北京 100083)
利用現(xiàn)有工藝裝備,轉(zhuǎn)爐高拉補(bǔ)吹,出鋼C 0.03%~0.04%,P≤0.020%;LF精煉減少鋼中氣體和夾雜;連鑄全程保護(hù)澆注,降低鋼中夾雜物,并采用末端電磁攪拌技術(shù)提高連鑄坯質(zhì)量;優(yōu)化孔型設(shè)計(jì),控制軋制溫度、吐絲溫度、冷卻速度等控制產(chǎn)品的組織性能及尺寸精度。張鋼開發(fā)生產(chǎn)了ER50-6焊絲鋼熱軋盤條,產(chǎn)品組織為鐵素體和少量珠光體,鐵素體體積分?jǐn)?shù)在80%以上,抗拉強(qiáng)度在560 MPa以下,性能通條穩(wěn)定性好,表面質(zhì)量好,完全滿足用戶要求。
ER50-6焊絲鋼;熱軋盤條;產(chǎn)品開發(fā);抗拉強(qiáng)度
1 前言
中國是世界上焊接材料第一生產(chǎn)大國,同時(shí)也是第一消費(fèi)大國,消費(fèi)量約占全球總量的40%。CO2氣體保護(hù)焊是我國焊接行業(yè)大力推廣的焊接方法,其主要使用的焊條是ER50-6實(shí)芯焊絲。該焊絲在焊接時(shí)具有電弧穩(wěn)定和焊縫性能好等優(yōu)點(diǎn),廣泛用于造船、橋梁、大型機(jī)加工行業(yè),市場需求旺盛。
張鋼依托兩條高速線材生產(chǎn)線,進(jìn)行ER50-6焊絲鋼熱軋盤條產(chǎn)品的開發(fā)。對(duì)焊接用ER50-6線材的理論及生產(chǎn)工藝過程進(jìn)行分析,找出影響ER50-6熱軋圓盤條質(zhì)量的因素,通過對(duì)煉鋼、軋鋼生產(chǎn)工藝的優(yōu)化,實(shí)現(xiàn)ER50-6熱軋圓盤條產(chǎn)品低成本、批量、穩(wěn)定生產(chǎn),滿足下游用戶對(duì)產(chǎn)品拉拔性能及焊接性能的使用要求,使ER50-6熱軋圓盤條成為企業(yè)經(jīng)濟(jì)效益的新增長點(diǎn)。
2 ER50-6焊絲鋼盤條開發(fā)生產(chǎn)
2.1 工藝裝備及生產(chǎn)流程
張鋼現(xiàn)有1 350 m3高爐1座,120 t頂?shù)讖?fù)合吹轉(zhuǎn)爐2座,120 t LF精煉爐2座,七機(jī)七流連鑄機(jī)組2臺(tái),無扭控冷高速軋制生產(chǎn)線兩條。
主要生產(chǎn)工藝流程:高爐鐵水→頂?shù)讖?fù)吹轉(zhuǎn)爐冶煉→LF精煉爐精煉→七機(jī)七流連鑄機(jī)連鑄→連續(xù)式加熱爐加熱→高速線材軋線控軋控冷軋制→檢驗(yàn)入庫。
2.2 技術(shù)要求
根據(jù)GB/T 3429—2002中的牌號(hào)對(duì)照,ER50-6焊絲對(duì)應(yīng)的鋼號(hào)為H11Mn2SiA。對(duì)焊絲鋼要求的最大特點(diǎn)是必須保證焊絲焊接的焊縫質(zhì)量、焊縫的力學(xué)性能和拉拔工藝性能合格。決定焊縫性能的關(guān)鍵因素是焊接原材料的化學(xué)成分,同時(shí)為保證焊絲性能均勻,鑄坯不允許有嚴(yán)重的成分偏析。一般要求焊絲鋼化學(xué)成分均勻、穩(wěn)定,同時(shí)要求氣體含量低,氧化物和硫化物夾雜少。
C是ER50-6焊絲鋼中主要的元素,應(yīng)適當(dāng)降低其含量。因?yàn)楦叩腃含量會(huì)造成焊縫冷、熱裂紋,同時(shí)在焊接過程中飛濺增大。Mn和Si是主要合金元素,可提高ER50-6焊絲鋼盤條及其拉拔后焊絲的抗拉強(qiáng)度;但Mn、Si含量增加,易使煉鋼過程中鋼中夾雜物含量增多,同時(shí)在連鑄坯凝固過程中也易產(chǎn)生偏析,出現(xiàn)帶狀組織,過高的Mn、Si含量也會(huì)提高盤條及焊絲的拉拔強(qiáng)度,導(dǎo)致盤條拉絲過程中模具磨損加劇。因此Mn、Si含量應(yīng)在合適范圍,以保證盤條具有合適的抗拉強(qiáng)度及較高的斷面收縮率[1]。
鋼中的S、P均屬有害元素。P有很強(qiáng)的固溶強(qiáng)化作用,使鋼的強(qiáng)度和硬度顯著提高,但也大幅降低鋼的韌性,特別是低溫韌性;P還具有嚴(yán)重的偏析傾向,形成的有害組織能降低鋼的塑性,使鋼的拉拔性能變差。S的最大危害是引起鋼熱脆,焊接過程中S在焊接應(yīng)力的作用下可能會(huì)引起結(jié)晶裂紋,同時(shí)S在鋼中能形成低熔點(diǎn)化合物造成C、Mn等嚴(yán)重偏析,導(dǎo)致焊接過程中焊縫出現(xiàn)裂紋。因此,為保證焊接性能,應(yīng)將S、P含量控制在合理水平。綜合考慮,對(duì)ER50-6焊絲鋼的成分控制要求見表1。
2.3 冶煉工藝控制
2.3.1 轉(zhuǎn)爐冶煉
采用高拉補(bǔ)吹操作進(jìn)行冶煉,過程及終點(diǎn)控制:終點(diǎn)低拉碳,補(bǔ)吹次數(shù)<2次;出鋼C控制在0.03%~0.04%,P≤0.020%。
為防止回碳不用新包,實(shí)現(xiàn)“紅包”出鋼,確保鋼水到LF爐溫度1 550~1 590℃。采用雙擋渣出鋼,出鋼前檢查檔渣帽情況,保證擋渣帽正常,出鋼后期加擋渣塞擋渣出鋼,下渣量≤50 mm,必要時(shí)可以采取留鋼操作。鋼包在出鋼過程中及氬站吹氣時(shí)采用氬氣攪拌。

表1 ER50-6焊絲鋼的成分控制要求(質(zhì)量分?jǐn)?shù))%
2.3.2 LF精煉
鋼中的O、H、N氣體含量對(duì)焊縫質(zhì)量有較大的影響,氣體含量高容易使焊縫產(chǎn)生氣孔、白點(diǎn)等缺陷,也容易在焊接時(shí)出現(xiàn)焊縫裂紋,所以應(yīng)控制O、N、H氣體在最低限度。控制w(O)0.003%,w(N)0.006%,w(H)0.000 2%;為進(jìn)一步減少鋼中夾雜物含量,通過LF爐精煉造白渣,渣堿度2.5~3.0,加入適量鋁線,同時(shí)大壓力吹氬氣攪拌,增加鋼液流動(dòng),使夾雜物充分上浮后去除,最終實(shí)現(xiàn)鋼水脫硫、脫氧。利用LF精煉技術(shù),提高了鋼水純凈度,改善了ER50-6焊絲鋼鋼坯的內(nèi)在質(zhì)量。
2.3.3 連鑄
在連鑄過程中實(shí)施全保護(hù)澆注。大包長水口氬封,開澆前2 min開始向中包內(nèi)充滿氬氣;大包開澆后向中包內(nèi)投入堿性覆蓋劑,使其迅速覆蓋渣面,當(dāng)渣面全面覆蓋鋼水后,才能將吹氬管撤出;中間包到結(jié)晶器加掛浸入式水口,防止鋼水二次氧化,保證夾雜物的含量得到進(jìn)一步控制。
同時(shí)采用末端電磁攪拌技術(shù)提高連鑄坯質(zhì)量。連鑄坯在凝固過程中會(huì)產(chǎn)生成分偏析,特別是鑄坯中心容易出現(xiàn)中心疏松、縮孔等嚴(yán)重缺陷。采用末端電磁攪拌技術(shù),在結(jié)晶器鋼液內(nèi)部產(chǎn)生旋轉(zhuǎn)運(yùn)動(dòng),使鑄坯中心部位成分更加均勻;對(duì)中間包澆注溫度進(jìn)行優(yōu)化,拉速控制在合理水平,顯著減少中心疏松和縮孔等缺陷,減少了偏析,提高ER50-6焊絲鋼連鑄坯的表面及內(nèi)在質(zhì)量。
2.4 軋制工藝控制
2.4.1 軋制溫度
從組織相變?cè)韥矸治觯撝械膴W氏體晶粒大小對(duì)相變后組織有較大影響,粗大的奧氏體晶粒能顯著推遲鐵素體相變,減少鐵素體含量,同時(shí)促進(jìn)有害組織貝氏體的轉(zhuǎn)變;而細(xì)晶粒奧氏體則可以使鋼的相變線左移,在緩冷條件下,避免有害組織貝氏體的出現(xiàn)[3]。為獲得較細(xì)小的奧氏體晶粒,在實(shí)際生產(chǎn)過程中,將開軋溫度控制在940~960℃,終軋(減定徑)溫度控制在910~930℃。
2.4.2 吐絲溫度
吐絲溫度越低,奧氏體晶粒長大的傾向越小,相變?cè)饺菀走M(jìn)行,因此較低的吐絲溫度有利于得到理想的組織形態(tài)。控制吐絲溫度使盤條進(jìn)保溫罩溫度接近ER50-6焊絲鋼產(chǎn)品鐵素體相變開始溫度,最終得到想要的金相組織形態(tài)[2]。采用測定靜態(tài)CCT曲線(見圖1)的方法,通過對(duì)不同冷速下獲得室溫組織的分析,確定ER50-6焊絲鋼熱軋圓盤條的吐絲溫度為830~860℃。

圖1 ER50-6焊絲鋼靜態(tài)CCT曲線
2.4.3 冷卻速度
由圖1可以看出,當(dāng)盤條的冷卻速度太快時(shí),很容易產(chǎn)生貝氏體或馬氏體組織,這兩種組織皆硬而脆,不利于拉拔。在實(shí)際生產(chǎn)中,在風(fēng)冷線上采用了0.15 m/s的入口輥道速度,保溫罩開啟前兩段,其余全部關(guān)閉,控制盤條冷卻速度≤3℃/s。軋材金相組織為鐵素體+少量珠光體(見圖2),鐵素體體積分?jǐn)?shù)在80%以上,晶粒度9~10級(jí)。
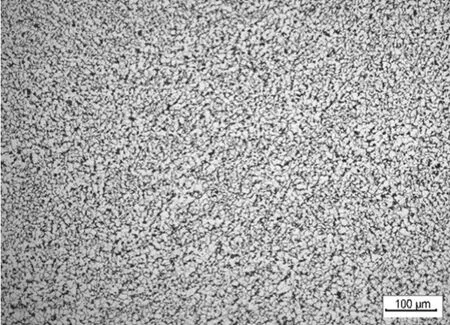
圖2 ER50-6焊絲鋼軋材金相組織
2.4.4 尺寸及表面質(zhì)量控制
盤條的尺寸精度對(duì)后續(xù)拉拔影響明顯。當(dāng)盤條的不圓度超標(biāo)時(shí),會(huì)造成拉拔胎模具內(nèi)部各向磨損不均勻,降低拉拔模具使用壽命。通過嚴(yán)格控制盤條的直徑公差及橢圓度,合理安裝導(dǎo)衛(wèi),及時(shí)調(diào)整各道次的料型狀況,減少導(dǎo)衛(wèi)擠壓形成的刮絲和粘鋼,改善盤條的尺寸及表面質(zhì)量,保證盤條的尺寸精度達(dá)到國標(biāo)C級(jí)要求,即尺寸偏差≤0.15 mm,不圓度≤0.24 mm。
3 產(chǎn)品質(zhì)量分析
按上述工藝批量生產(chǎn)后,ER50-6焊絲鋼盤條化學(xué)成分均勻,軋后組織為大量鐵素體+少量珠光體,抗拉強(qiáng)度(Φ5.5 mm規(guī)格)500~560 MPa,伸長率≥30%,斷面收縮率≥75%;盤條通條性能穩(wěn)定,抗拉強(qiáng)度通條差在20 MPa以內(nèi)。
用戶使用后普遍反映該盤條抗拉強(qiáng)度低,通條穩(wěn)定性好,表面質(zhì)量好,不經(jīng)中間退火一次性拉拔至0.8 mm,拉拔斷裂次數(shù)在標(biāo)準(zhǔn)允許范圍內(nèi),拉拔過程中模具損耗正常,細(xì)絲拉拔速度可達(dá)15 m/s。焊絲在焊接過程中飛濺小、煙霧小,無不良缺陷產(chǎn)生,成品焊接試驗(yàn)焊縫抗拉強(qiáng)度達(dá)到470 MPa,完全達(dá)到用戶拉拔、焊接等的力學(xué)性能要求。
4 結(jié)語
張鋼利用現(xiàn)有高速線材生產(chǎn)線,冶煉方面轉(zhuǎn)爐高拉補(bǔ)吹,控制轉(zhuǎn)爐終點(diǎn)C、P含量;LF精煉減少鋼中氣體和夾雜;連鑄全程保護(hù)澆注降低鋼中夾雜物含量并采用末端電磁攪拌技術(shù)提高連鑄坯質(zhì)量;軋制方面通過優(yōu)化孔型設(shè)計(jì),控制軋制溫度、吐絲溫度、冷卻速度等工藝手段來控制產(chǎn)品的組織性能及尺寸精度。開發(fā)生產(chǎn)的ER50-6焊絲鋼盤條產(chǎn)品性能通條穩(wěn)定性好,表面質(zhì)量好,完全滿足用戶要求。目前已實(shí)現(xiàn)批量生產(chǎn),月生產(chǎn)銷售3 000 t左右。建議進(jìn)一步細(xì)化生產(chǎn)工藝,在煉鋼鋼水潔凈度及軋鋼溫度控制方面提高穩(wěn)定度。
[1]王禮銀,黃肇信,王慶賢,等.ER50-6盤條生產(chǎn)工藝研究[J].金屬制品,2004,30(2):34-36.
[2]范銀平.ER50-6熱軋盤條質(zhì)量控制與軋制工藝研究[J].金屬制品,2010,36(5):59-61.
[3]高速軋機(jī)線材生產(chǎn)編寫組.高速軋機(jī)線材生產(chǎn)[M].北京:冶金工業(yè)出版社,1995.
Development and Production Practice of Hot Rolled Wire ER50-6 Welding Steel
YU Rong1,2,ZUO Maofang2,3,ZHOU Mingjun2,XIE Hongwei2,HE Lu2
(1 Inner Mongolia University of Science and Technology,Baotou 014010,China;2 Zibo Zhanggang Co.,Ltd.,Zibo 255007,China; 3 University of Science and Technology Beijing,Beijing 100083,China)
Using the existing process equipments,after deep decarburization with a finish oxygen blowing in converter,the composition are controlled C 0.03%-0.04%,P≤0.020%in tapping.The gas and inclusion in steel were removed in the LF refining and full procedure protection was taken in casting.The electromagnetic stirring technology was applied in the caster end to reduce the inclusions and to improve the quality of continuous casting slab.The pass design were optimized and the rolling temperature,spinning temperature, cooling speed were controlled to improve the product microstructure,mechanical properties and dimensional accuracy.ER50-6 wire steel hot rolled wire rods was developed in Zhanggang,the product microstructure is ferrite and pearlite,ferrite volume fraction is more than 80%,tensile strength is less than 560 MPa.The performance of all welding rod is stability,the rod has good surface quality.It can fully meet the requirements of custom.
ER50-6 steel wire;wire;product development;tensile strength
TF762;TG335.6+4
B
1004-4620(2015)04-0014-03
2015-04-02
于榮,男,1979年生,2003年畢業(yè)于山東理工大學(xué)材料成型及控制工程專業(yè)。現(xiàn)為淄博張鋼有限公司科技處工程師,內(nèi)蒙古科技大學(xué)冶金工程專業(yè)在職在讀工程碩士,從事新產(chǎn)品開發(fā)及軋鋼工藝管理等工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07