變換爐的制造與檢驗
2015-01-06 10:54:47王會瓊
云南化工 2015年5期
王會瓊
(云南大為化工裝備制造有限公司,云南曲靖 655338)
·經驗交流·
變換爐的制造與檢驗
王會瓊
(云南大為化工裝備制造有限公司,云南曲靖 655338)
介紹了焦爐氣制甲醇裝置中關鍵設備變換爐的制造與檢驗方法。闡述了設備材料需要控制的性能指標、設備筒體和封頭堆焊等關鍵部件的制造及檢驗的要求。
變換爐;制造;檢驗
變換爐是將一氧化碳與水蒸氣在催化劑的作用下發生變換反應生成氫和二氧化碳的設備。變換爐早期用于合成氨工業,之后也用于工業制氫。在合成甲醇生產中,變換爐用來調整水煤氣中一氧化碳和氫的比例,以滿足工藝上的要求。多年來,為了降低城市煤氣中一氧化碳的含量,各國也采用一氧化碳變換裝置,以降低城市煤氣的毒性,并取得了良好的效果。
煤氣中一氧化碳與水蒸氣的變換反應為:CO+H2O=CO2+H2+熱量。由于一氧化碳變換反應的溫度較高,最高可達520℃以上,已接近或高于煤氣的理論著火溫度(氫的著火溫度為400℃,一氧化碳的著火溫度為605℃,甲烷的著火溫度為540℃)。如果有氧氣存在,就會先引起煤氣中的氫氣燃燒,進而引燃煤氣,局部達到爆炸極限時還會引起爆炸。因此,對變換爐的制造要求比較高。
本變換爐的設計參數為:DN 3 000;設計壓力4.1 MPa;工作壓力3.7 MPa;設計溫度:上段450℃,下段350℃;工作溫度:上段407℃,下段316℃。變換爐示意圖見圖1。
1 變換爐的材料控制
1.1 板材性能控制
1.1.1 基材性能控制
基材14Cr1MoR必須滿足GB713-2008《鍋爐和壓力容器用鋼板》的要求,正火+回火狀態供貨,要求100%超聲檢測。14Cr1MoR屬耐熱鋼,有冷裂紋、焊接熱裂紋及再熱裂紋、焊接接頭的回火脆性等諸多不利因素,因此,在材料采購時應嚴格控制有害化學成分的含量(w(S)≤0.008%、w(P)≤0.012%);硬度值HV10≤248;模擬焊后熱處理條下進行450℃的高溫拉伸試驗,ReL,450℃≥195MPa。為解決回火脆化和氫致裂紋敏感性問題,要求提高沖擊韌性Akv,0℃:均值≥34J,單個最小值≥24J。回火脆化敏感系數X=[10w(P)+5w(Sb)+4w(Sn)+w(As)]×104≤15,最大模擬焊后熱處理溫度680±20℃,保溫時間≥12 h。
1.1.2 復層及復合板材料性能控制
復層材料347H符合ASME SA-240《壓力容器和一般用途用耐熱鉻及鉻鎳不銹鋼板、薄板和鋼帶》的要求,固溶加酸洗鈍化狀態供貨,表面質量為ASME SA-480《不銹和耐熱鋼軋制鋼板、薄板及鋼帶通用要求》規定的1號。復合前基材鋼板為整塊鋼板,復層金屬須與基層金屬結合牢固。采用爆炸復合,結合狀態滿足JB4733-1996《壓力容器用爆炸不銹鋼復合鋼板》中的B1級要求。復合板經熱處理、校平、切邊后交貨,復層表面應噴丸(砂)或酸洗處理,正火+回火狀態下交貨。
材料到廠后應進行化學成分、硬度、超聲檢測及模擬焊后熱處理條件下的回火脆性傾向及各項性能復驗,結果應均滿足相關技術條件的要求。
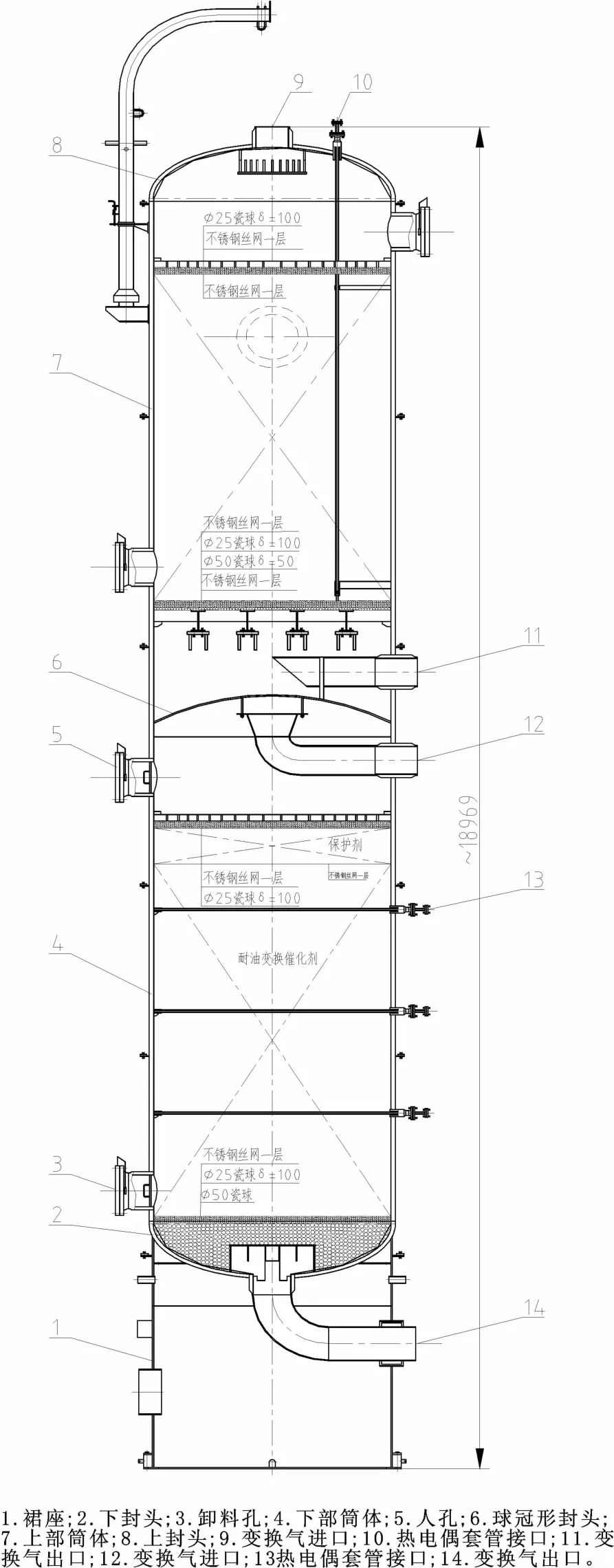
圖1 變換爐示意圖Fig.1 Diagram of a shift converter
1.2 鍛件的性能控制
14Cr1Mo鍛件應滿足JB4726-2 000《壓力容器用碳素鋼和低合金鋼鍛件》的要求:正火+回火狀態供貨,Ⅲ級,硬度HB=130~196,非金屬夾雜物脆性和塑性雜物的等級均不大于1.5級,綜合等級不大于3級,并進行450℃的高溫拉伸試驗,ReL0.2,450℃≥190 MPa,逐件超聲檢測(按JB4726中表4中提高一級)。F347H鍛件應符合ASME SA-336M的要求,并按GB4334.5進行晶間腐蝕試驗。
材料到廠后應進行化學成分、硬度、超聲檢測、晶間腐蝕試驗及模擬焊后熱處理條件下的回火脆性傾向及各項性能復驗,結果均應滿足相關技術條件的要求。
2 關鍵零部件的制造
該設備的制造重點及難點在于筒體的成型、坡口加工、焊接及封頭內壁堆焊等。
2.1 筒體的制造
筒體材料為(復合板)14Cr1MoR+347H,分上、下兩段,上段板厚(54+4)mm,共分5節制造;下段板厚(48+4)mm,共分4節制造。
筒體制造的關鍵是要控制好筒體組對錯邊量和同軸度,從而保證筒體內壁焊縫的焊接質量。復合板筒體圓度的控制尤為困難和重要,因復合板筒節的彎卷與均質板不同,其中性層并不處于板厚的一半處,而是移向強度高的金屬一側。因此,不銹鋼復合板卷圓時,中性層是靠近復合層方向移動的。筒節周向展開長度按下式計算:
式中:L為筒節展開長度,mm;Di為筒節內徑,mm;YH為中性層至內壁的厚度,mm。
筒節下料采用數控切割機,上部筒節周向展開長度L上≈9578mm,L下≈9560mm,板材長寬偏差≤1 mm,對角線偏差≤1.5 mm。縱向焊接接頭按要求制備產品焊接試板。產品焊接試板按JB4744的規定進行制造和檢驗。筒體滾圓采用數控萬能卷板機,復合層表面貼牛皮紙以防止鐵和其它有害物質對復層金屬的污染和損傷復層表面。滾圓時,控制每個筒節的滾圓次數和壓輥壓力,使每張板的延伸率均勻,以控制環縫組對時的對口錯邊量。筒節滾制過程中,控制弧板拱高偏差±10 mm,且保證板兩端壓頭、滾圓曲率,以控制好筒體焊縫棱角和圓度。
2.2 筒體的焊接及檢驗
設備制造中,焊接所占的比重很大。為了降低制造費用和縮短工期,必需采用高效率、少缺陷的焊接方法。因此,采用窄間隙埋弧自動焊,且在焊接工藝評定合格的前提下進行筒體縱、環縫的焊接。坡口采用大型刨邊機機械切削,以保證板長寬尺寸及表面粗糙度Ra≤25 um。縱、環縫焊接坡口形式,見圖2。
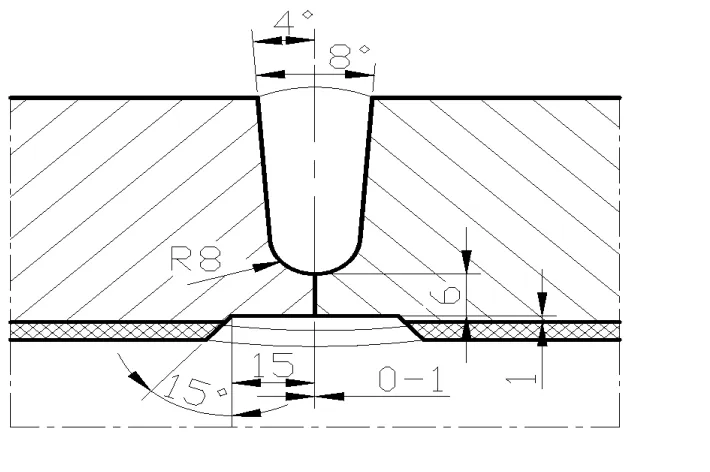
圖2 縱、環縫焊接坡口形Fig.2 Longitudinal seam weld groove lip ring
筒體基層材料(14Cr1MoR)焊接時易產生熱裂紋,因此,必須降低組裝應力,進行焊前預熱,焊后消氫,并采用合理的線能量。焊接復合鋼板時,必須切實做好復層材料的保護工作,精確保證設計規定的過渡層、復層熔敷金屬寬度,以滿足設備的耐腐蝕性。焊接過程中,要避免多次打火和電弧中斷,收弧時弧坑要填滿。
筒體焊接前,焊縫坡口兩側邊緣100 mm范圍內的水、銹蝕、氧化皮等應清理干凈,使坡口表面露出金屬光澤。焊接時,在筒節縱縫處帶上焊接試板,先進行基層的焊接。基層焊接時,其焊道不得觸及和溶化復材。基層完全焊接后,焊縫表面應打磨光滑,焊縫余高0~0.5mm,不允許存在凹凸不平、焊渣及飛濺物等。整個焊接和后熱過程中,在焊接接頭及其鄰近的區域都要進行保溫。縱環縫焊接前及層間預熱采用電熱加熱器加熱。焊后24 h對焊縫進行100%MT+100%UT+100%RT檢測。經檢驗合格后,才能進行過渡層及復層的焊接。過渡層及復層要求分別進行100%PT檢測。
2.3 封頭
2.3.1 封頭成型
封頭采用在14Cr1MoR基層(板厚為48 mm和54 mm)上堆焊耐蝕材料的結構,其制造難點是封頭的整體堆焊技術。由于堆焊耐蝕層時,必然會產生一定量的焊接收縮變形,因此,在壓制基層封頭時,要根據以往類似堆焊封頭的焊接收縮量來確定封頭尺寸。例如,根據本設備的設計尺寸及以往經驗,將基層封頭直徑放大8mm,直邊高度留5mm余量。除此之外,封頭板料厚度還要留有一定余量,以用于補償封頭壓制過程中的減薄量及封頭內表面堆焊前的加工量。
2.3.2 封頭堆焊及檢驗
封頭堆焊前,母材待堆焊表面的焊縫磨平后做100%RT檢測。采用防變形工裝,待堆焊面須噴砂或打磨到呈金屬光澤及100%MT檢測合格后方能進行堆焊。封頭堆焊采用60mm寬的焊帶,在自動帶極堆焊機和50噸變位機上進行。由于封頭堆焊是采用由內到外的同心圓堆焊,因此,同心圓內徑會隨堆焊位置的不同而異。為了更好的保證堆焊層質量,設計了一個簡易的底座帶磁鐵的角度表。堆焊前,將角度表放在封頭待堆焊面上,然后,旋轉變位機直至角度表的指針與變位機的軸線垂直時為止。依次分別找出4個點都垂直后,才能進行堆焊,這樣就能保證焊道成形質量的熔深和堆焊質量。堆焊層數為兩層,第一層為過渡層,第二層為面層。手工堆焊等僅用于局部。堆焊還要嚴格按以下4項執行:
1)堆焊的兩相鄰焊道之間的凹陷不得大于1 mm。焊道接頭的平面度不得大于1 mm(在200 mm長的弧型樣板上測定)。
2)每層堆焊層均應進行100%PT檢測,堆焊完畢后應進行100%UT檢測。
3)堆焊第一層(過渡層)后要進行消除應力熱處理,然后再堆焊面層。
4)熱處理前,應測定堆焊層的δ鐵素體含量。要求δ鐵素體含量在3%~8%之間。
3 熱處理及耐壓試驗
3.1 熱處理
設備制造完畢后,整體進爐熱處理。熱處理溫度為680±20℃,產品試板隨設備一起進爐。設備在最終熱處理后,對殼體復合層的貼合率進行超聲檢測,貼合率應達到B2級板的要求。殼體基材、焊縫及熱影響區應進行硬度檢測,且HV10≤248。
3.2 耐壓試驗
設備熱處理后,按圖樣對設備作水壓試驗。要求對上段和下段同時注水、升壓、保壓、降壓,以避免損壞球冠形隔板(其承受最大壓差不超過0.5 MPa表壓)。在整個試壓過程中,要求上段和下段的最大壓差不超過0.5 MPa,故須裝設兩組量程相同的并經過校正的壓力表。氣密性試驗:水壓試驗合格后,按設備圖樣要求作氣密性試驗。
[1] 孟興蕪.Cr-Mo鋼復合板容器制造通用技術規定[S].2009.
[2] 壓力容器實用技術叢書編委會.壓力容器制造和修理[M].北京:化學工業出版社,2004.
[3] 化工設備設計全書編委會.壓力容器用材料及熱處理[M].北京:化學工業出版社,2005.
Manufacturing Technique and Examinations of the Converting Furnace
WANG Hui-qiong
(Yunnan Dawei Chemical Equipment fabrication Co.,Ltd.Yunnan,qujing 655338,China)
This paper introduces the manufacture and inspection of key equipment of converting furnace of the coke oven gas methanol plant.The performance of equipment and materials to be controlled,the cylinder and head welding equipment and other key components of the manufacturing and inspection requirementsare described.
conversion furnace;manufacturing;test
TQ052
A
1004-275X(2015)05-0058-04
10.3969/j.issn.1004-275X.2015.05.015
收稿:2015-03-26
王會瓊(1980-),女,工程師,主要從事壓力容器設計及制造工作。
猜你喜歡
中國設備工程(2021年23期)2021-12-21 07:12:42
工程與建設(2019年1期)2019-09-03 01:12:38
山東冶金(2018年6期)2019-01-28 08:14:48
經濟技術協作信息(2018年7期)2019-01-14 03:05:38
海峽科技與產業(2017年6期)2017-07-01 19:16:06
廣西林業科學(2016年1期)2016-03-20 05:33:09
焊接(2015年7期)2015-07-18 10:59:17
焊接(2015年7期)2015-07-18 10:59:17
設備管理與維修(2015年12期)2015-04-09 06:57:06
河南科技(2015年7期)2015-03-11 16:23:27
