談宏程序的特殊用法
2015-01-06 07:48:04劉瑞已
設備管理與維修 2015年12期
關鍵詞:程序
劉瑞已
(湖南工業職業技術學院,長沙 410208)
0 前言
數控編程中的宏程序主要作用是把復雜的程序簡單化,實現較復雜圖形的手工編程。宏程序在某些場合中運用得恰當,能起到意想不到的效果,如在機床維修、工件校正以及在消除加工振動時等。
1 防止鏜孔時振動
在鏜孔的過程中,振動給孔的加工帶來致命的影響,孔的表面質量與孔的尺寸將受到很大影響。在實際操作中,往往通過旋轉主軸倍率旋鈕來改變主軸轉速。這樣并不方便,這里采用數控宏程序的概念改變主軸轉速,孔的圓心設置在編程的原點圓心,孔的深度100 mm。采用“G81”鏜孔模式,程序如下。
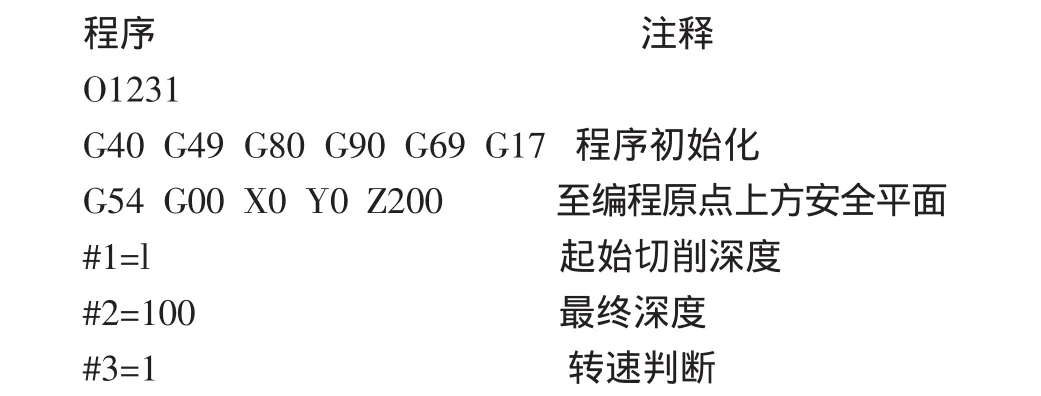
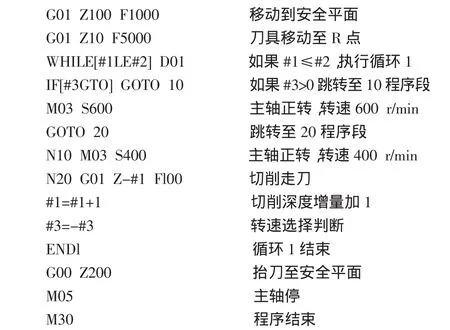
這里采用的是“G81”模式加工孔,但沒有采用機床自帶的固定循環功能。主要目的是為了主軸調速的順利進行,克服了由于主軸調速的不順暢給機床帶來的振動現象。
2 毛坯的角度旋轉
在工件的現場加工中,校正工件一般是通過工件的擺動來實現的,當工件的實際擺放位置與圖紙的擺放位置不同時,可以直接采用數控機床坐標系旋轉功能,來減輕勞動強度,提高加工效率。
直接采用數控宏程序找出毛坯旋轉角度,用數控機床現場測量出工件的實際擺放角度,把現場參數直接輸入數控機床,這樣也能充分運用數控機床的智能性與程序的嚴謹性。
如圖1所示,左圖中工件位置為標準擺放位置,右圖中為工件實際擺放位置,在一般的情況下,都是通過校正工件保證加工尺寸。這里完全可以通過程序中旋轉角度的方式得以解決。以A點作為編程原點,用數控機床測量出B點相對于A點的尺寸。就能將工件實際的擺放角度確定。程序如下。

圖1 毛坯的角度旋轉
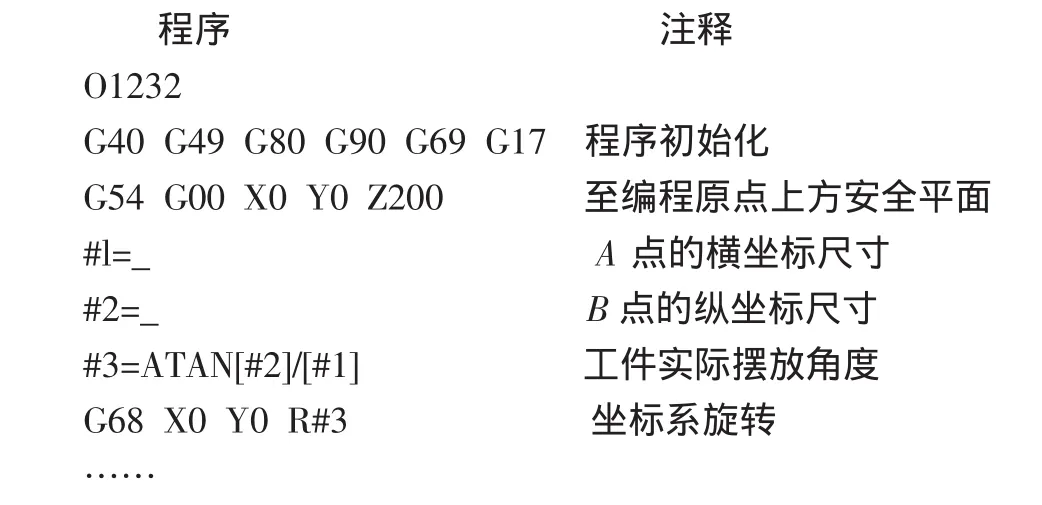
這里需要注意的是原點的選擇,一般來說測量原點與編程原點一致,但是在某些場合,測量距離越遠角度則越精確。
3 機床的刀具轉換
在某些數控維修場合,需要對加工中心刀庫換刀進行觀察。這時就能通過數控宏程序功能,讓刀具任意交換。

4 換刀不撞刀
為了安全換刀,機床制造廠有時為機床用戶開發了安全換刀子程序,其實用戶也可以自己開發實用的功能,以滿足自己加工的需要。
安全換刀子程序,主要是保證刀位點在清除刀具長度補償后應在中間點之上。加工中心在換刀時,刀具要回到換刀點,一般為參考點。為保證刀具能準確回到換刀位置,必須要清除刀具長度補償。用G28或G30指令返回參考點。在中間點清除刀偏值。在編程時,編程員并不確切知道刀具的長度,如果中間點指令得不合適,在中間點處,刀位點有可能并未離開工件,從而產生危險。為保證刀位點在中間點不撞到工件,程序如下。

5 結論
宏程序作為數控編程方法中的擴展和補充,只要運用恰當,不但能夠簡化編程還能在某些場合起到意想不到的效果,所以對程序的理解不能僅僅限于加工零件方面,其他方面也要能運用到,真正做到數控編程活學活用。
[1] 徐衡.FANUC數控系統手工編程[M].北京:化學工業出版社,2013.
[2] 陳海舟.數控銑削加工宏程序及應用實例[M].北京:機械工業出版社,2007.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40