基于公理化設計的數控車床故障診斷方法
2015-01-06 07:47:26程壽國劉金南
設備管理與維修 2015年8期
程壽國 劉 毅 劉金南
(江陰職業技術學院機電工程系 江蘇江陰)
數控機床是一個復雜的機械加工設備,是現代制造系統的核心單元,它涉及精密機械、光學儀器、計算機控制、電力電子技術及液壓氣動技術等多個學科。數控機床的故障往往是一個綜合性故障,雖然機床有自診斷、報警等功能,但是由于工廠維修人員水平參差不齊,往往維修起來還是比較麻煩。利用公理化設計思想來解決數控車床故障診斷問題,使故障診斷過程更加清楚,診斷結果更加準確。
一、公理化設計思想[1]
公理化設計是美國麻省理工學院 (MIT)Nam P.Suh教授于1990在《The Principles of Design》一書中正式提出。將設計過程分為4個域,即用戶域、功能域、結構域、工藝域。4個域中的元素分別為:顧客需求項表示顧客使用產品的目的;功能需求項表示在功能層次上對產品設計目標的說明;設計參數表示實現功能的載體;過程變量表示制造過程所涉及的主要因素。
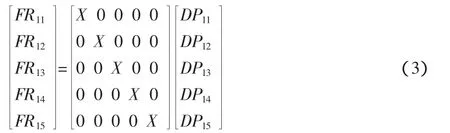
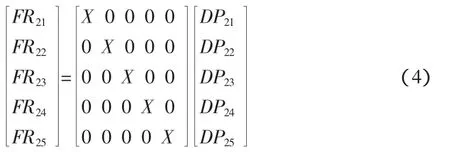
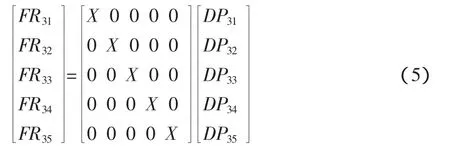
設計方程組FR=A·DP,表示從功能域到結構域的映射可以用下式來表示,A稱為設計矩陣,表示FR與DP之間對應元素的關系。獨立性原理可以用設計矩陣A來檢驗。

若A為對角矩陣,則每個FR可以通過調整某一個DP來保證,而不影響其他的FR。因此,對角矩陣滿足獨立性公理,這樣的設計稱為非偶合設計。
若A為三角矩陣,獨立性公理也可以被滿足,這時,設計參數的變化應遵循一定的順序,則這樣的設計稱為準偶合設計。
若A為其他形式的矩陣,則稱為偶合設計。偶合設計不滿足獨立性公理,應分解偶合。
數控機床故障診斷的主要內容應包括實時監測技術,故障分析(診斷)技術和故障修復方法3個部分。從信息獲取到故障定位,再到故障的排除。往往單一故障的發生很難判斷是哪一部分出現問題而引起的。如果能夠把故障信息按照獨立公理和信息公理分解成與某一具體的功能單元,對故障的診斷和排除將非常有意義。
二、公理化方法在數控車床故障診斷上的應用
數控車床有很多種類,每一種都有自己的功能特點和故障診斷排除方法,數控車床的加工主要由主軸轉動、(X/Z)進給軸直線運動、刀架的換刀動作3個動作來完成加工。以變頻主軸控制的數控車床(CK6140)為例,以主軸運轉異常,進給軸運動異常和刀架轉動異常3種故障為研究對象進行說明。
功能要求FR0機床運轉正常,采取的措施設計參數DP0=監測機床的運動部件。根據獨立性公理和信息最少量公理[2]建立數控車床功能需求(FR)與設計參數(DP)的映射分解圖,如圖1所示。可將總目標分解為3層。
1.第一層FR0分解。FR1=主軸運轉異常;FR2=進給軸運動異常、FR3=刀架轉動異常。相應的策略為DP1=檢查主軸系統;DP2=檢查進給軸系統;DP3=檢查刀架系統。

2.第二層分解
(1)主軸運轉異常的可能原因有操作不當、編程錯誤、機械故障、電氣故障、參數故障。將FR1分解為FR11=主軸相關操作不正確,FR12=主軸相關編程錯誤,FR13=主軸相關機械故障,FR14=主軸相關電氣故障,FR15=主軸相關參數故障。相應的策略為DP11=檢查操作人員主軸相關操作是否正確,DP12=檢查主軸相關編程代碼,DP13=檢查主軸相關機械(傳動)部件,DP14=檢查主軸相關電氣系統,DP15=檢查主軸相關參數。
(2)進給軸運轉異常的可能原因有操作不當、編程錯誤、機械故障、電氣故障、參數故障。將FR2分解為FR21=進給軸相關操作不正確,FR22=進給軸相關編程錯誤,FR23=進給軸相關機械故障,FR24=進給軸相關電氣故障,FR25=進給軸相關參數故障。相應的策略為DP21=檢查操作人員進給軸相關操作是否正確,DP22=檢查進給軸相關編程代碼,DP23=檢查進給軸相關機械(傳動)部件,DP24=檢查進給軸相關電氣系統,DP25=檢查進給軸相關參數。
(3)刀架轉動異常的可能原因有操作不當、編程錯誤、機械故障、電氣故障、參數故障。將FR3分解為FR31=刀架運動相關操作不正確,FR32=刀架運動相關編程錯誤,FR33=刀架運動相關機械故障,FR34=刀架運動相關電氣故障,FR35=刀架運動相關參數故障。相應的策略為DP31=檢查操作人員刀架運動相關操作是否正確,DP32=檢查刀架運動相關編程代碼,DP33=檢查刀架運動相關機械(傳動)部件,DP34=檢查刀架運動相關電氣系統,DP35=檢查刀架運動相關參數。
3.第三層分解

圖1 (FR)與(DP)的映射分解圖
因操作不當、編程錯誤、機械故障、參數故障等原因造成的數控車床運轉故障可以較容易辨別,而電氣故障相對來說就比較復雜,仍然可以繼續做第三層分解,以FR14主軸相關電氣故障進行分解:FR141=主軸電機故障,FR142=主軸編碼器故障,FR143=主軸驅動器故障,FR144=主軸正反轉異常,FR145=主軸速度異常。相應的策略為DP141=檢查主軸電機是否正常,DP142=檢查主軸編碼器,DP143=檢查主軸電機驅動器,DP144=檢查主軸電機正反轉控制,DP145=檢查主軸電機速度控制環節。
三、結論
分解多少層因故障的復雜程度和維修人員的水平不同而有所差別,經過分解以后可以比較清楚故障發生的部位,進行局部的判別要比從機床整體去分析故障的原因要容易得多,可以節省大量的故障分析的時間和提高故障排除準確度。在故障定位以后可以用交換法進行確認,從而可以快速、有條理的完成數控車床的故障診斷與維修。
1 肖人彬,蔡池蘭,劉勇.公理設計的研究現狀與問題分析[J].機械工程學報.2008(12)
2 曹鵬彬,肖人彬,庫瓊.公理設計過程中耦合設計問題的結構化分析方法[J].機械工程學報.2006(03)
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
制造技術與機床(2017年4期)2017-06-22 11:18:05
Coco薇(2017年5期)2017-06-05 08:53:16
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52