數控機床參考點無規律漂移的快速處理
2015-01-06 07:47:36劉勝勇
設備管理與維修 2015年8期
劉勝勇
(中國重汽集團濟南橋箱有限公司 濟南)
1.存在的問題
使用YV-500E立式數控車床(FANUC 0iTD系統)精車削熱前盤形被動錐齒輪的端面等部位時,機床每次返回第1參考點M的位置處于隨機變化的無規律漂移狀態(圖1),導致同一加工程序中工件外圓車削與內孔車削的編程基準在刀塔回M點換刀前后不一致,造成被車削工件的尺寸大小不一,無法保證加工精度和滿足工藝要求,有時還會發生干涉碰撞,使得機床、刀具或工件損壞。為此,分析機床參考點無規律漂移(參考點位置不準確)的原因,給出針對性的解決方法,改善盤形被動錐齒輪的車削質量。
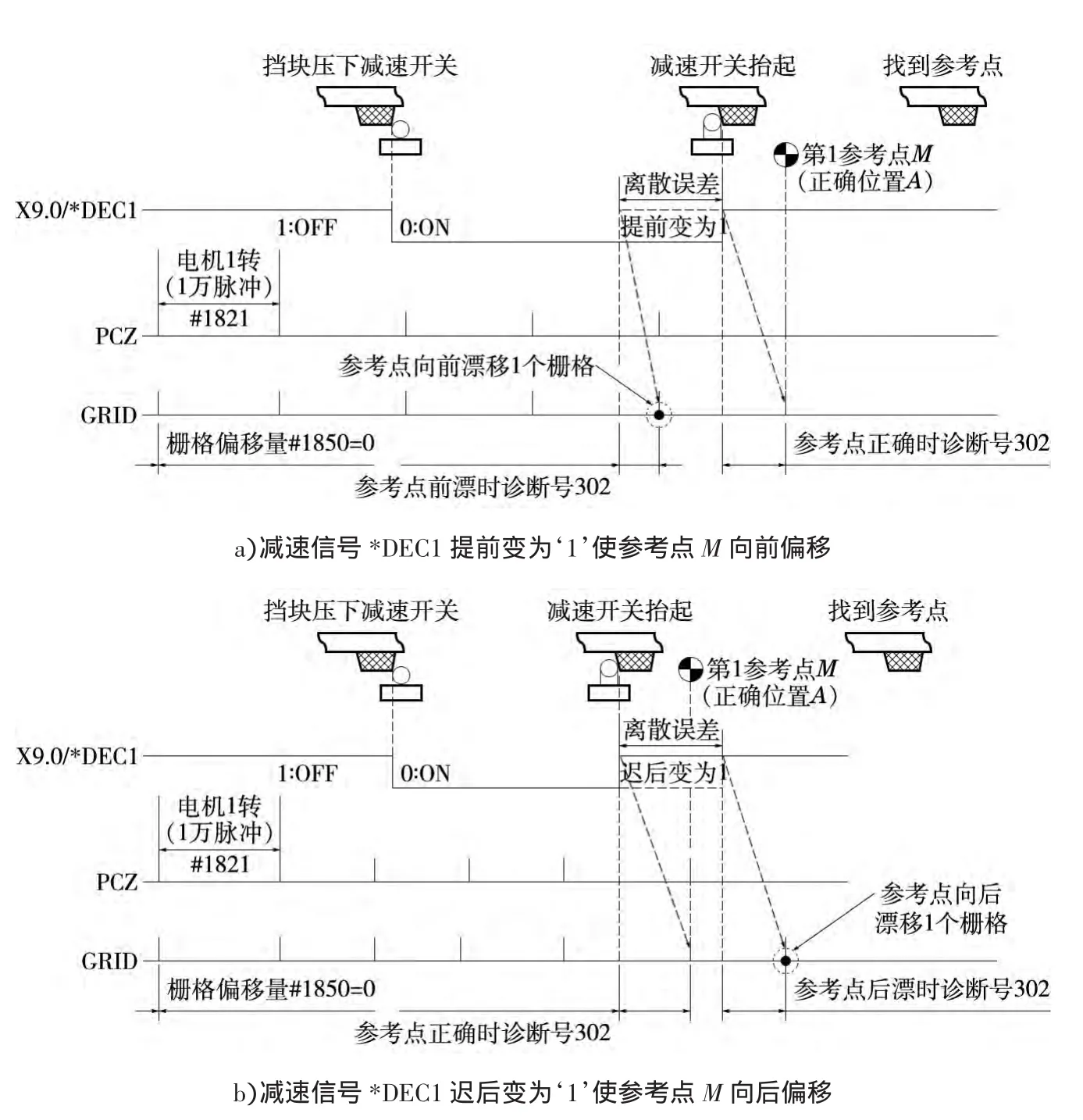
圖1 YV-500E立式車床第1參考點無規律漂移示意
2.參考點返回操作的機理分析
YV-500E立式數控車床第1參考點返回的CNC參數設定見表1,其中數據位欄中ZRNx的“x”表示位軸型參數,所對應X、Z軸的參數需分別設定,其他同理;“-”表示參數輸入型數據。
(1)先將YV-500E立式數控車床的運行模式開關置于REF模式,使手動回參考點的選擇信號G43.7/ZRN在1狀態,且G43(0,1,2)=(1,0,1)。再在 MCP 上選擇待回參考點的伺服軸方向鍵[+X],使手動軸方向選擇信號G100.0/+J1在1狀態。
(2)被選定的伺服軸X帶動工作臺向第1參考點M的方向快速進給移動,快速移動速度為CNC參數#1420的設定值與快速進給倍率F100%擋的乘積(前提:X軸參數 #1424=0),即 10 000 mm/min。
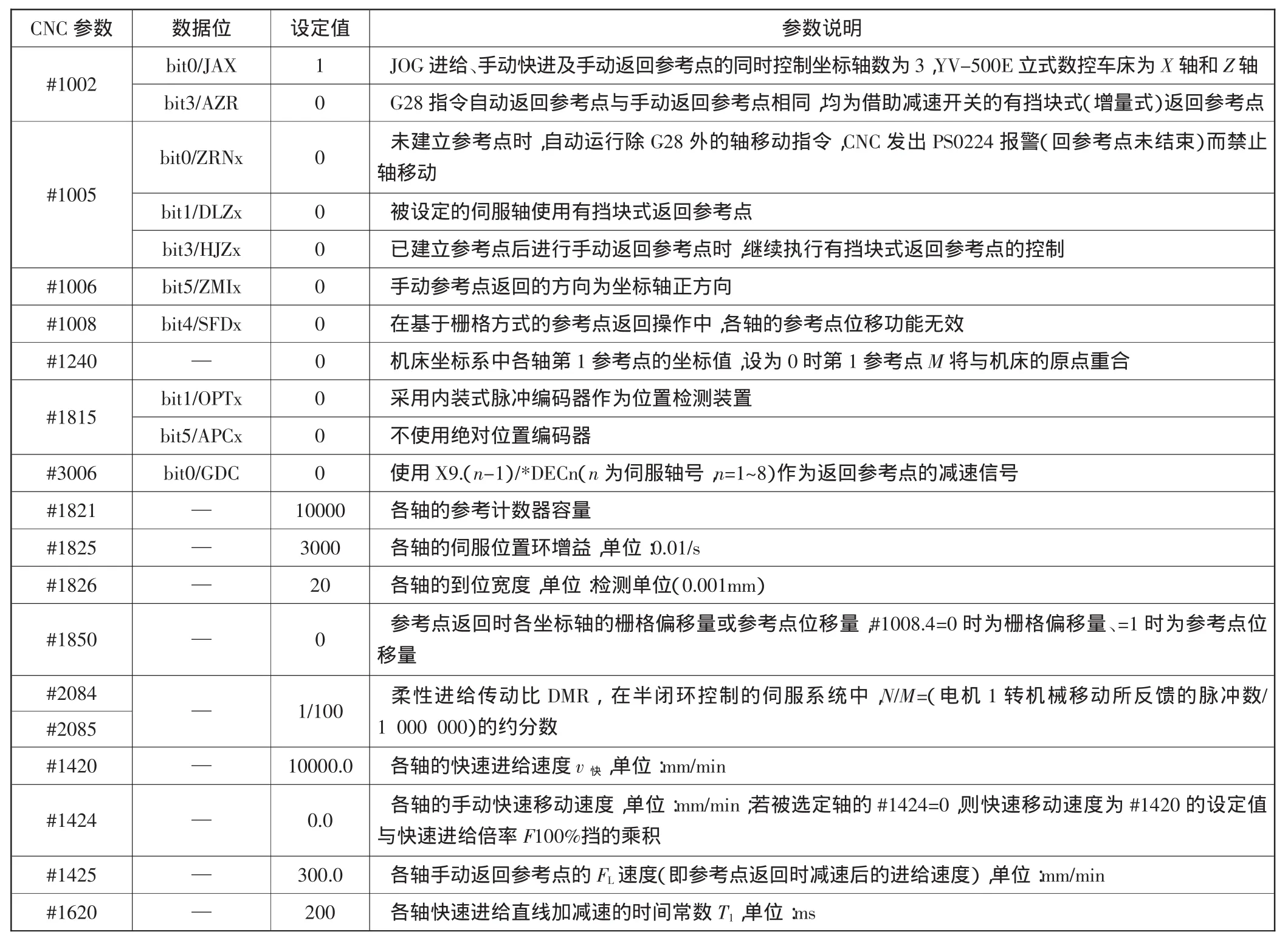
表1 YV-500E立式車床參考點M返回相關的CNC參數
(3)當接近第1參考點M時,工作臺上的減速擋塊壓下X軸的減速開關LS1,使X9.0/*DEC1(前提:參數#3006.0/GDC=0)由1變為0,此時X軸的快速移動速度減為0 mm/min。隨后以300 mm/min的FL速度(參數#1425給定)低速向參考點M移動。
(4)隨著工作臺向參考點M方向移動,被壓下的LS1脫開,X9.0/*DEC1由0再次變為1,數控系統開始尋找GRID信號。當數控系統接收到脈沖編碼器的PCZ信號后,內部參考計數器產生取代PCZ的GRID信號,并使機床以FL速度低速移動1個柵格偏移量(參數#1850給定并且#1850的值不超過#1821設定值的一半)后準確停止。該停止點就是機床參考點。柵格偏移量#1850與機床參考點的關系見圖2。
(5)當確定坐標位置在參數#1826設定的到位寬度范圍內時,即機械位置和指令位置的偏離(位置偏差量的絕對值)比參數#1826設定值還要小時,系統認為機械位置已達到指令位置,此時X軸第1參考點的返回結束信號F94.0/ZP1=1,參考點建立信號F120.0/ZRF1=1,并由CNC傳輸至PMC。
3.參考點無規律漂移原因分析及處理
(1)根據操作者反映的加工現狀,先在FANUC 0iTD系統的參數設定畫面(圖3)中查看參數#1850關于X軸柵格偏移量的設定值,以確定第1參考點相對于編碼器1轉信號(PCZ)的位置。由#1850(X)=0可知,X軸柵格定在PCZ的位置A上,并使第1參考點M與A點重合(圖2a)。
(2)根據上述分析,按下MCP上紅色緊急停止按鈕或使數控系統斷電重啟后,執行手動回參考點的操作,并記錄診斷畫面(按面板[SYSTEM]功能鍵→[DGN]軟鍵即可顯示)中診斷號302(自減速擋塊脫離的位置至第1個柵格之間的距離)的數值。此可排除減速擋塊或減速開關松動,滾珠絲杠副存在軸向竄動誤差或反向間隙的可能。動作過程反復執行6次后,診斷號302的數值(前提:參數#1850=0)分別為 19 640 μm、19 520 μm、2530 μm、19 680 μm、1600 μm和17 330 μm,表明參考點的位置漂移嚴重。同時,每次手動回參考點結束后,在MDI方式下輸入并執行自動回第1參考點的循環程序(圖4),觀察診斷號302的數值不變化。由此

表2 設定#1850后X軸反復回參考點時診斷號302的數值
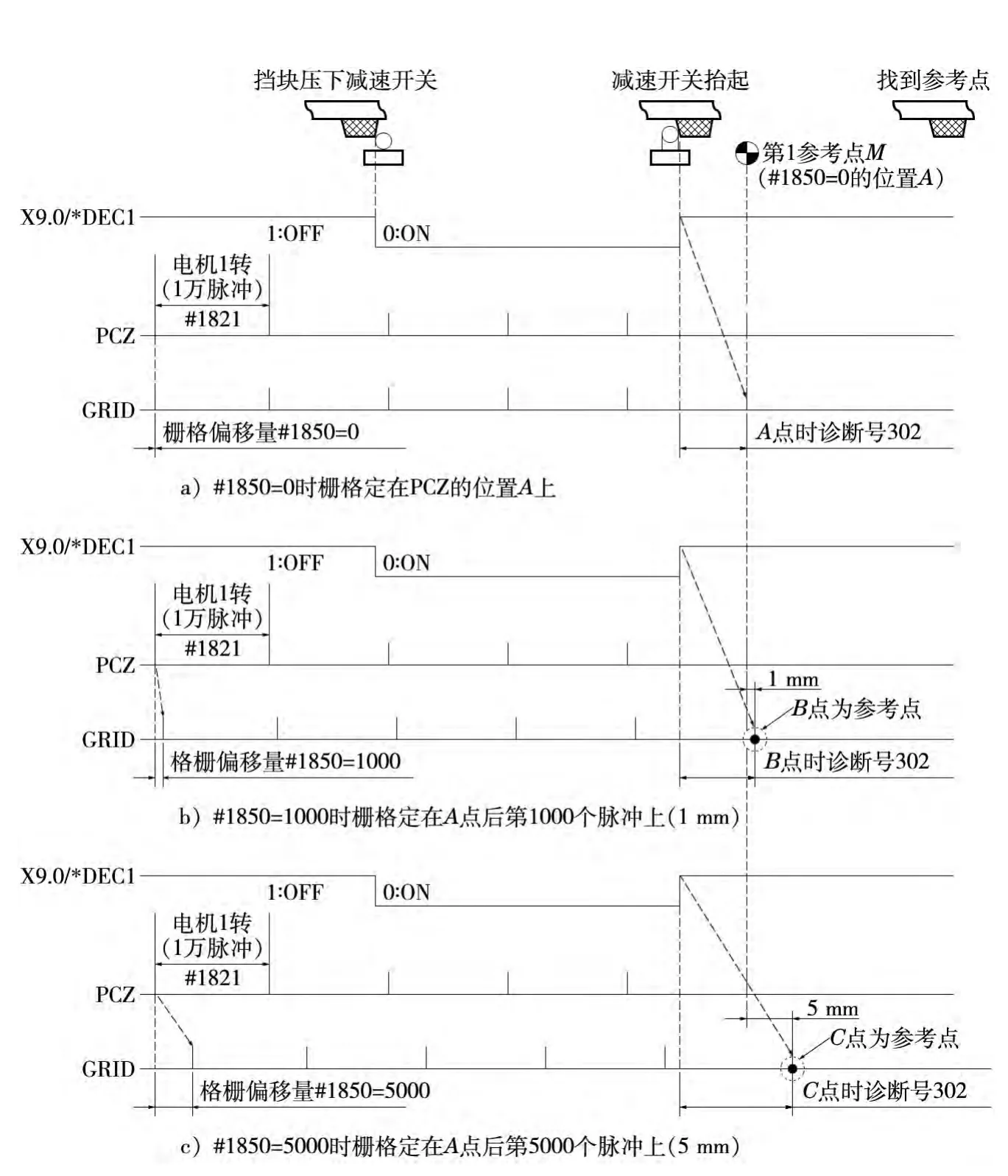
圖2 YV-500E立式車床上柵格偏移量與參考點M的關系

圖3 參數設定畫面
(3)鑒于柵格偏移量#1850可用來靈活快捷地微調參考點的精確位置,遵循先簡單、后復雜的維修原則,設定參數#1850=1000,#1850=5000。使得第1參考點M在超過PCZ的位置A1 mm和5 mm(圖2b、圖2c)后出現。然后分別執行第2步的操作,得到診斷號302的數值(表2)。
(4)分析表2可知,#1850=5000時機床第1參考點的位置趨于穩定,且試車削的盤形被動錐齒輪與零件圖樣要求一致(注:加工前所有刀具重新對刀)。在此狀態下使用YV-500E立式數控車床繼續加工工件近1周時間后,機床又出現參考點無規律漂移且影響工件車削質量的問題。由此可排除柵格偏移量造成參考點無規律漂移的可能性。
(5)根據FANUC 0i系統增量編碼器有擋塊柵格法返回參考點原理,反復執行手動回參考點的操作(先Z軸后X軸,避免發生干涉碰撞),同時借助STATUS狀態子畫面(圖5),查看X軸減速開關在回參考點過程中“1→0→1”的變化狀態,如此可避免在不確定故障點的情況下盲目拆卸狹窄空間內的X軸防護板。觀察STATUS狀態子畫面發現,在Z軸手動回參考點即將結束時,X軸減速開關LS1的信號X9.0/*DEC1偶爾有1次“1→0→1”的突變;在JOG方式下手動Z軸由遠端接近參考點時,信號X9.0/*DEC1由1變為0并保持不變。由于Z軸返回或接近參考點時X軸仍處于遠離參考點的位置,故推斷X軸減速開關斷線的可能性極大。
圖4 自動回參考點的循環程序
(6)分析機床減速開關的I/O接口圖(圖6)后,拆卸X軸防護板及LS1的接線,自機床電控柜內I/O板插頭CB105的A10端子引一根臨時電纜至LS1上,重新反復執行手動回參考點操作,診斷畫面中診斷號 302的數值(#1850=5000)始終維持在9760不變化。至此,找到參考點無規律漂移的根本原因,隨后將臨時電纜更換為正式電纜即可。
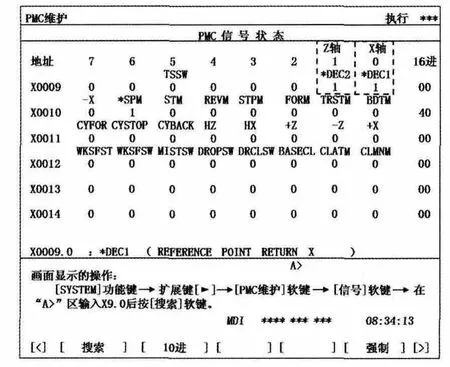
圖5 FANUC 0 iD系統的STATUS狀態子畫面
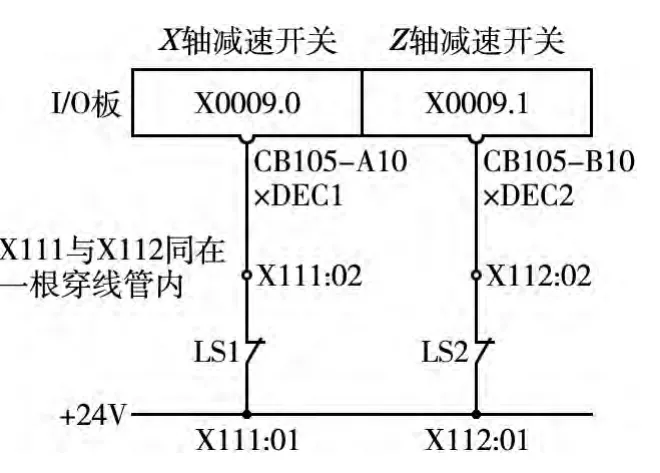
圖6 YV-500E立式車床減速開關的I/O接口圖
1 劉勝勇.數控機床FANUC系統模塊化維修[M].北京:機械工業出版社,2013
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
制造技術與機床(2019年12期)2020-01-06 03:17:48
中國生殖健康(2019年3期)2019-02-01 06:12:26
制造技術與機床(2017年4期)2017-06-22 11:18:05
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18