
鋼閘門工地焊縫防腐維修技術
2015-01-06 07:47:44段立輝
設備管理與維修 2015年10期
關鍵詞:焊縫
段立輝
(新疆伊犁河流域開發建設管理局 烏魯木齊)
一、引言
水工建筑物的鋼閘門是水利水電工程的重要組成部分。因閘門長期處于干濕交替、浸沒水下及高速水流和沖刷等惡劣環境中,受到各種水質、溫度及水生物的侵蝕,以及泥沙、冰凌和其他漂浮物的沖擊摩擦,導致鋼材發生腐蝕。隨著鋼鐵材料腐蝕程度的增加,鋼閘門結構的承載能力降低,嚴重時將威脅到閘門的安全運行。因此,經常檢查鋼閘門金屬結構的腐蝕情況,采取適當防腐蝕措施,確保水工建筑物安全運行,延長鋼閘門的使用年限是一項十分重要的工作。
二、工程運行經驗
新疆恰甫其海電站和山口電站分別于2005年、2009年相繼投入運行,2座水電站中發電洞、泄洪洞、排沙洞、溢流表孔共計設置19扇水工鋼閘門。經多年運行,鋼閘門普遍存在局部腐蝕現象,這主要和閘門防腐維修工藝和所處惡劣環境有關。鋼閘門腐蝕中95%以上的腐蝕部位分布在工地焊縫,并且腐蝕部位會不斷擴散,使工地焊縫周圍出現銹凹且銹凹越來越深。工地焊縫腐蝕的主要原因如下。
工程施工現場工地焊縫防腐工藝不規范、缺少專業防腐隊伍、施工環境及趕工期所致。一般施工現場,鋼閘門焊接完畢經無損探傷合格后,由現場工人涂刷2道與閘門相同顏色的涂料即結束,這恰恰是閘門焊縫容易銹蝕的主要原因。僅有少數閘門受外界撞擊、摩擦等損壞了防腐涂層,引起局部銹蝕。一般這些鋼閘門上所有腐蝕面積,僅占鋼閘門體總面積的4%,如果這4%腐蝕面積長期未得到有效維修,將影響閘門的安全運行。
如果為了這4%腐蝕面積對整扇閘門進行防腐維修,將投入大量費用。雖然原來腐蝕部位已得到解決,但因施工現場環境受限,原來完好部分的防腐涂層再次處理后,質量未必比之前好。這樣不僅提高了鋼閘門運行維護成本,質量也得不到保證。因此對閘門工地焊縫進行局部防腐維修,不僅可以有效解決閘門腐蝕問題,同時大大節省運行維護費用。2014年新疆恰甫其海電站和山口電站首次對鋼閘門焊縫進行了防腐維修,鋼閘門焊縫腐蝕情況見圖1~圖3,相關檢測見表1。

圖1 閘門面板工地焊縫腐蝕情況

圖2 閘門工地焊縫腐蝕情況
三、防腐維修技術
金屬結構防腐蝕的方法很多,而水工機械設備一般采用涂料防腐、噴鋅(鋁)與涂料聯合防腐、外加直流電陰極保護與涂料聯合防腐等。鑒于金屬構件防腐工程腐蝕狀況、腐蝕環境及水質等情況;結合現行防腐蝕技術和腐蝕理論完善為基礎,對以往的實踐經驗加以分析、認識和整理,參考國內、外先進經驗來制訂一個先進的、切合實際情況、行之有效的防腐技術方案,可以提高鋼閘門的防腐維修質量,延長其使用壽命有著重大的意義。以新疆恰甫其海電站和山口電站鋼閘門防腐維修為例(表2),采用噴鋅與涂料聯合防腐方法,其防腐工藝流程為:鋼結構人工及動力工具除銹→檢查合格→熱噴鍍鋅第一層→中間驗收合格→涂刷封閉底漆環氧云鐵第二層→檢查合格→中間驗收合格→涂刷中間漆環氧富鋅第三層→中間驗收合格→涂刷面漆銀灰色氯化橡膠第四層→驗收合格→竣工移交。
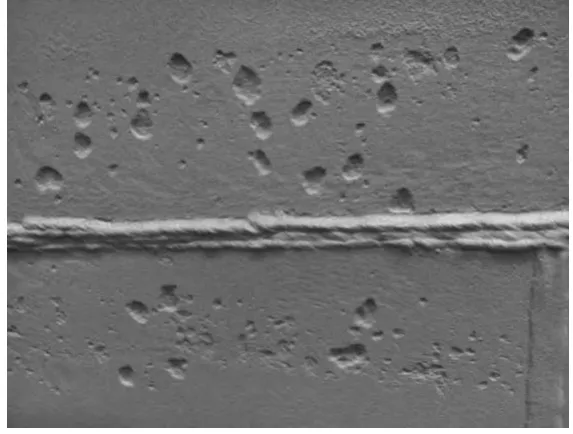
圖3 閘門面板焊縫兩側腐蝕坑

圖4 閘門焊縫防腐維修后
1.材料管理
金屬結構防腐維修實施前首先估算本工程材料用量、產地規程、型號及費用。對材料供應廠家的每批材料、每個品種都要全面驗收,做好材料驗收記錄并存檔備查。按計劃準備足夠的施工材料,采取切實可行的材料供應措施,絕對不能因材料貨源不足或供應運輸不及時而延誤工期。
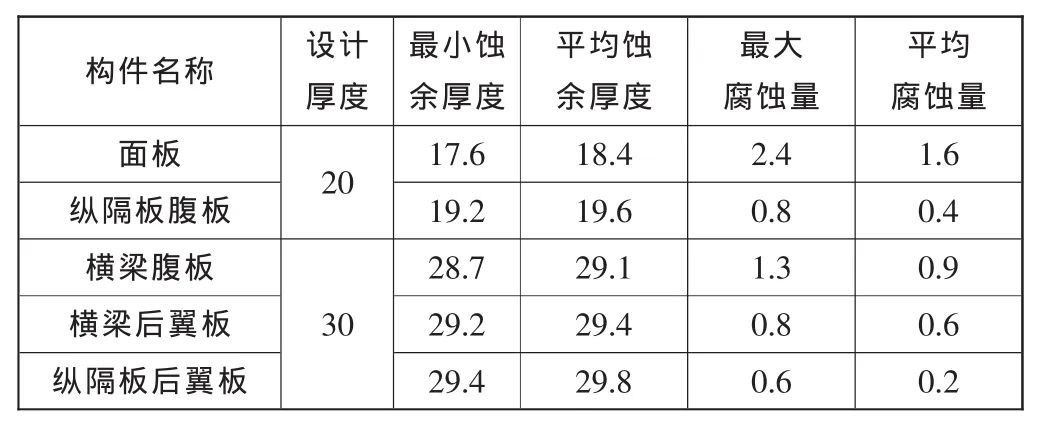
表1 閘門腐蝕狀況檢測 mm
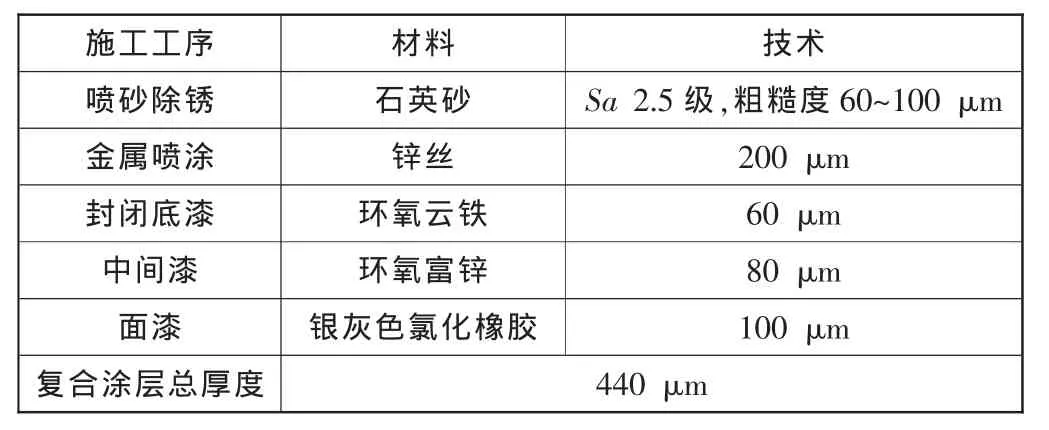
表2 閘門防腐維修方案
2.表面預處理
噴砂機主要采用壓縮空氣為動力,形成高速噴射束將噴料高速噴射到被需要處理金屬表面,使金屬表面的機械性能發生變化,由于磨料對金屬表面的高速沖擊和切削作用,使金屬的表面獲得一定清潔度和不同的粗糙度,使金屬表面的機械性能得到改善,因此提高了金屬的抗疲勞性,增加了金屬表面與涂料之間的附著力,延長了涂層的耐久性,把工件表面的雜質、焊渣、飛濺及氧化層消除,并清洗基體金屬表面可見的油脂及其他污物。
噴射用的壓縮空氣,必須經過冷卻裝置及油水分離器進行處理,以保證壓縮空氣燥無油,空氣壓壓力0.4~0.6 MPa。噴射過程中通過調整噴射壓力、角度、時間及噴射物粒徑等,可以得到金屬表面不同等級的清潔度和粗糙度,閘門防腐維修過程中一般清潔度為Sa2.5級,噴射處理后,表面粗糙值,對于涂料防腐Ry應在40~70 μm, 對于熱噴金屬防腐Ry應在 60~100 μm。噴射除銹時,施工環境相對濕度≤85%,金屬表面溫度應高于氣露點3℃以上,噴射前應對不涂裝部位進行遮蔽保護措施。
3.熱噴鋅
金屬表面預算經檢查合格后,應盡快進行涂覆,其間隔時間可根據環境條件,一般4~8 h。火焰噴槍和電弧噴槍都可以用鋅線材進行金屬加工,線材尺寸為Φ3 mm;為了減少金屬涂層的孔隙率,要求噴槍的移動方向交叉。由于鋅的沉積率高,所在要求槍的移動速度比一般的要快一些;使用電弧噴槍要特別防止光污染對眼睛和身體的損害,還注意噪聲對雙耳的嚴重損害,工作人員必須采取有效防護措施。
4.涂裝工藝
各層涂料防腐間隔時間,應在前一道漆膜達到表干后才能防腐下一道涂料,具體間隔時間可按作料使用說明書規定進行。涂料涂裝須在氣溫5℃以上進行,涂裝現場保持通風良好,遇潮濕或塵土飛揚、烈日暴曬等情況應采取有效措施,否則停止進行。在空氣相對溫度超過85%或鋼村表面溫度未高于大氣露點3℃以上時,不得進行涂裝作業。涂裝過程中對每一道涂層均應進行濕膜、干膜外觀檢查和濕膜厚度檢查;涂裝結束漆膜固化后,應進行干膜厚度的測定、附著性能檢查。濕膜外觀不得有曳尾、縮孔縮邊、起泡、噴絲、發白失光、浮色、流掛、滲色、咬底、皺皮等;干膜不得有白化、細裂、龜裂、回粘、剝落以及脫皮等現象。
四、質量驗收
1.涂層外觀檢驗
用目測法檢驗噴鋅層和油漆層的處觀,噴鋅層表面應有均勻的外觀,無剝落、無裂縫、無燒灰、無熔滴;不能有起皮、鼓泡、粗顆粒、裂紋、掉塊現象出現。油漆表面不能有流掛、鼓泡、皺紋、龜裂、泛白、漏涂等缺陷。
2.涂層厚度檢測(表3)
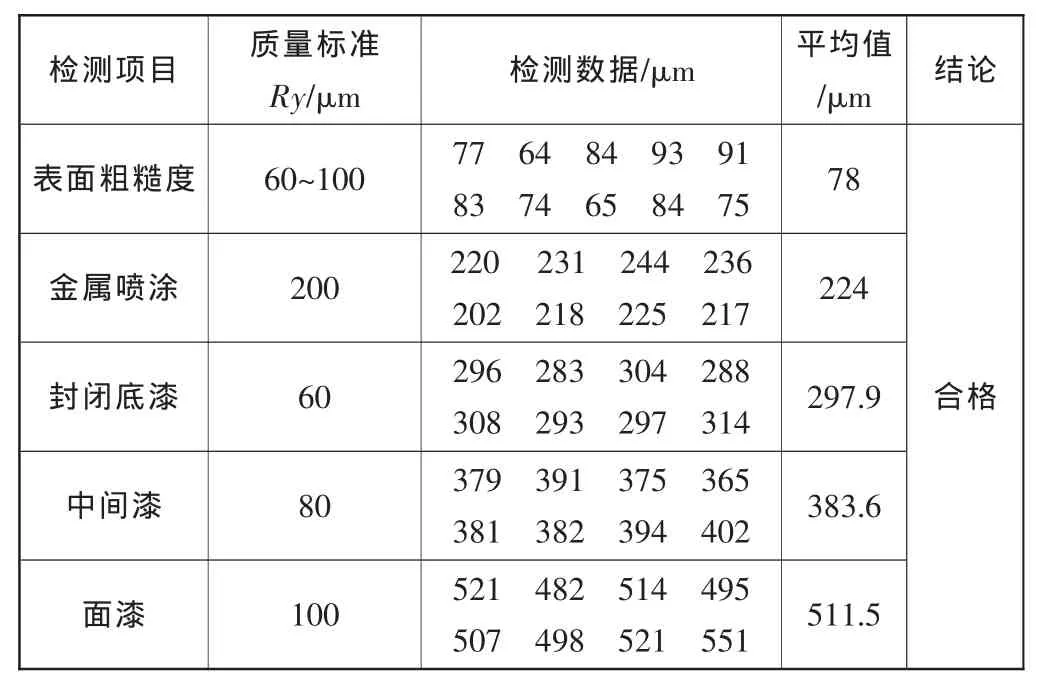
表3 防腐涂層檢測
防腐涂層厚度測量,第一測點應取3次讀數,其中每次讀數的位置相距25~75 mm,取3次讀數的算術平均值為此點的測定值;取點應注意分布的均勻性、代表性,85%以上測點的厚度應達到設計厚度。
3.涂層附著力檢驗
熱噴涂層檢驗,用刀刃間距3 mm的劃格器的金屬涂層上劃出一個外形尺寸15×15 mm的膠帶拉開,檢查金屬涂層是否被膠帶粘起而剝離基體,金屬涂層的任何部分都沒有和基體剝離為合格。油漆涂層檢驗當油漆厚度>120 μm時,在漆層上劃兩條夾角為60°的切割線,用布膠帶粘牢劃口部分,然后沿垂直方向快速撕起膠帶,漆層應無剝落。當漆膜厚度≥120 μm時,可用劃格法檢查。
五、結束語
水工建筑物的鋼閘門是水利水電工程的重要組成部分,大部分已建工程閘門存在的普遍問題是工地焊縫銹蝕。隨著鋼鐵材料腐蝕程度的增加,降低了鋼閘門結構的承載能力,嚴重時將威脅到閘門的安全運行。因此,對鋼閘門工地焊縫局部防腐維修,不僅節省閘門的運行維護成本,還可以解決鋼閘門銹蝕問題,延長鋼閘門的使用年限是一項十分重要的工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
