
PTA鈦材攪拌軸故障分析與制造
2015-01-06 07:47:44宋昌鵬姜彥鋒
設備管理與維修 2015年10期
關鍵詞:焊縫
宋昌鵬 陳 罡 姜彥鋒
(中國石油遼陽石化公司 遼寧遼陽)
年產22.5萬噸的PTA裝置,從國外全套引進,后經擴容年產能增至27萬噸,其中PTA氧化反應器(圖1)的核心部件鈦材攪拌器(簡稱鈦材軸)在生產中發生幾起攪拌槳葉斷裂脫落事故,造成整個裝置幾次非計劃停車。幾起事故的發生,說明裝置擴容后原鈦材軸已無法滿足生產需求,其槳葉結構存在不足,有待進一步改進。為滿足生產需求,結合對原鈦材軸故障原因的分析和改進措施,進行了新軸國產化制造。針對制造過程中出現的難點,給出一套切實可行的制造方法。
一、鈦材軸結構
以對二甲苯(PX)為原料,空氣為氧化劑,醋酸為溶劑,醋酸鈷和醋酸錳為催化劑,氫溴酸為助劑,在一定溫度下PTA裝置氧化反應器中發生氧化反應生成對苯二甲酸和水,并產生大量的熱。整個反應過程要求物料混合均勻。

圖1 PTA氧化反應器
鈦材軸攪拌介質物料主要是對苯二甲酸(固相)+醋酸/PX(液相)+空氣(氣相)。理想攪拌混合狀態應滿足液體達到全混狀態,氣體接近全混狀態,固體顆粒處于懸浮狀態。
鈦材軸(圖2)由主軸、組合槳組成,鈦材軸材料全部為TA2。
主軸采用直徑357 mm×12 mm的無縫鈦管制造,位于主軸上的組合槳部位焊有連接結構件,端頭連接法蘭采用TA2II鍛件整體制造。
組合槳共分為4層,其中第一層槳葉為輔助部件甩液盤(由8組扇形板組成),作用是將物料“甩至”上端封頭,起沖刷內壁作用,防止物料結晶固化;第二層為斜直槳(由6片槳葉沿圓周均布組成)(圖3),作用是提升物料循環;第三層為由6片沿圓周均布的U形槳葉(圖4)組成,作用是打散物料,使物料與氣體充分混合;底槳由6片沿圓周均布的斜直槳(圖5)組成,作用是攪動底部物料,防止物料沉積。U形槳和斜直槳與主軸之間、甩液盤與主軸之間均用螺栓連接,底槳焊接于主軸上。鈦材軸全長7350 mm,槳葉最大寬幅2800 mm。
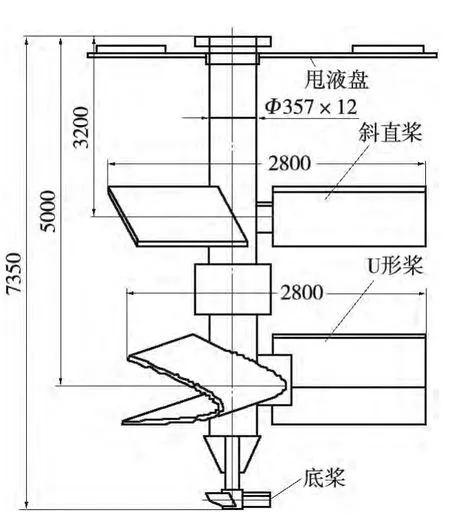
圖2 鈦材軸
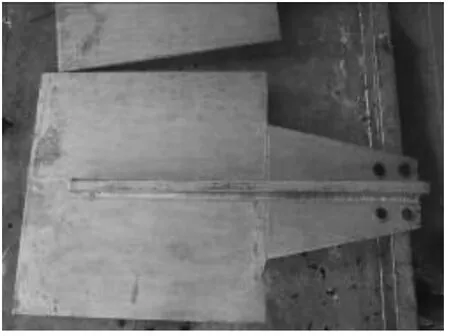
圖3 斜直槳實物圖
二、槳葉脫落和斷裂事故分析和改進
1.故障匯總
(1)受產能擴大,并利舊原設備等條件制約,相關配套系統為保證生產需要,長時間處于超負荷狀態,容易出現故障而不得不小范圍停車檢修,因此產生操作不穩定,運行參數波動大等現象,造成氧化反應器罐體內液位高度波動嚴重的現象。當液面過低時,易造成甩液盤失效而無法沖刷設備內壁,在上部空間出現結晶、凝固現象(圖6),結晶掉落到設備內時,造成罐內刮板及鈦材軸槳葉破壞;當液面過高時,攪動物料所需的負荷超過攪拌軸的攪拌能力,裝置長時間運行中槳葉易疲勞破壞,檢修后首次開車時,易出現“帶不動”現象,此時若強行轉動攪拌軸,會導致槳葉撕裂(圖7)。
(2)原槳葉固定螺栓材料為TA2,雖有極好的耐腐蝕性,但強度較低,并且隨著溫度的升高,其抗拉強度和殘余伸長應力都急劇下降,如TA2在常溫下的殘余應力為320 MPa,在工作溫度200℃下僅為163 MPa,螺栓過載斷裂后導致槳葉脫落。

圖4 U形槳實物圖

圖5 底槳實物圖

圖6 設備內結晶示意圖
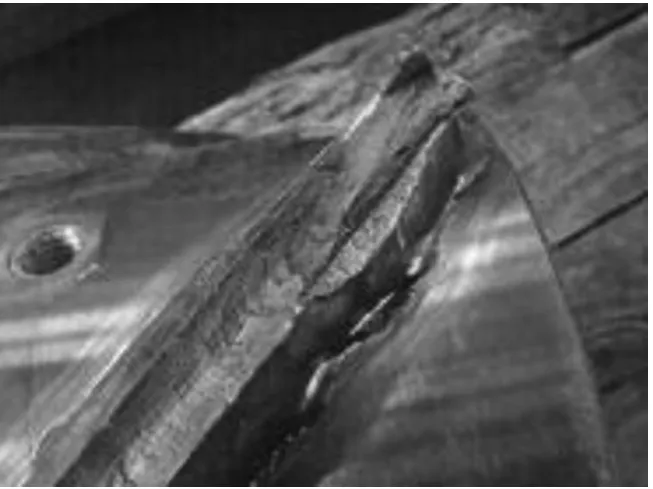
圖7 槳葉斷口示意圖
(3)攪拌軸轉動時,斜直槳和U形槳葉最大受力點位于輪轂上連接板的根部,且鈦材軸攪動物料時,所在區域為氣液固三相混合,槳葉載荷復雜多變,并且由于槳葉與輪轂間采用螺栓連接方式,造成螺栓孔局部應力集中和所在部位強度降低現象,根部及螺栓孔處易引起附加交變應力而產生疲勞破壞;同時當焊接質量不好或是超負荷運轉時,易造成因根部焊縫區應力過大而導致槳葉連接根部和輪轂焊縫出現裂紋,致使槳葉脫落而失去攪拌效果。
2.改進措施
鈦材軸出現問題主要是2個方面:一是現場工藝參數波動,其可通過合理規范操作規程可以避免。二是受裝置產能擴容影響,原有的攪拌系統不符合要求,如原有攪拌軸的輪轂連接板強度無法滿足生產需要。必須在新軸制造時就加以改進。
(1)保證液面高度在工藝允許范圍內,并結合工藝操作參數,確定甩液盤將液體甩至設備內壁所要求的攪拌最低轉速,以便達到沖洗效果。
(2)選擇變頻驅動,降低運行中所受的沖擊載荷,針對不同工況選擇不同的攪拌轉速,有物料沉積時不得強行啟動攪拌軸。
(3)更換螺栓材料,選擇高強度且耐腐蝕合金來制造螺栓,如Hastelloy C-22,增加連接板厚度,由原20 mm增厚至24 mm,螺栓數量增至4個。
(4)優化連接結構。鑒于裝置產能擴容并利用原來的舊氧化反應器,內部的液面相應提高至上封頭線附近(高度增加500 mm)。為滿足生產需求,綜合計算和借鑒以往檢修經驗,將斜直槳和U形槳相對于原鈦材軸的位置提高300 mm。通過將連接部位加厚,增設加強筋板(圖8)的方式,解決連接板強度不夠的問題。
(5)優化鈦焊接工藝,為提高焊縫質量,焊接時必須保證:焊接區的母材在250℃以上,不受活性氣體 N、0、H 及有害雜質元 素 C、Fe、Mn的污染;不能形成粗晶組織;不能產生較大的焊接殘余應力和殘余變形。

圖8 斜直槳輪轂連接板背部加筋板圖
三、鈦材軸制造技術要點
新軸制造時,優化了輪轂連接結構,重點對鈦軸的機加工、壓力成型、焊接3方面進行質量把關。
1.主軸及槳葉的機加工
鑒于鈦本身的物理化學特性,如熱導率小、彈性模量小、高溫化學活性等,鈦軸在機加工過程中,很容易造成刀具崩刃和切屑燃燒現象。鈦軸的機加工,主要是如何避免工件和刀具的溫度上升過大,即抑制或控制切削所產生的熱量。為此機加工時應注意3點。
(1)選擇運轉平穩的機床,降低因機床本身因素造成刀具崩刃的后果。
(2)刀具伸出長度要小,采用較低的切削速度和大的進刀量(表1、表2)。
(3)加工部位盡量一刀完成,避免中途停止走刀,否則會引起加工硬化、產生燒結及擠裂現象而損壞刀具,同時使用足量的潤滑切削液。
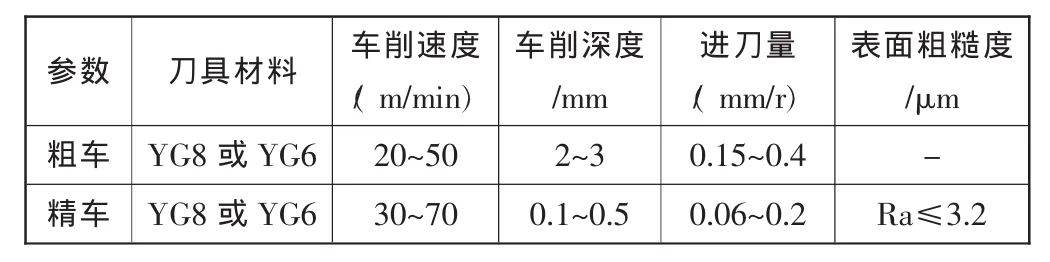
表1 車削加工參數
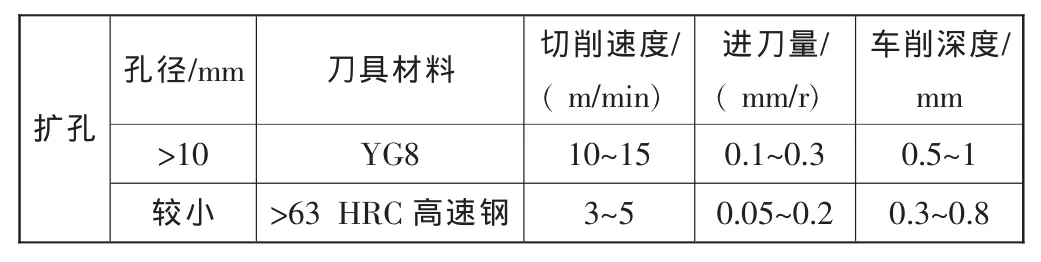
表2 擴孔加工參數
2.U形槳葉壓力成型
壓力加工時鈦具有4個特性:①由于鈦的屈服強度較高、所需的外載荷較大。②彈性模量小,屈服強度與其比值大,冷壓力加工時彈性回彈大。③對切口及表面缺陷的敏感性高,壓制時易產生裂紋。④熱成型時,鈦易與空氣中的氣體其反應,因被污染而降低力學性能。
鈦的壓力加工特點總結起來就是“外力大、回彈大、易開裂、易污染”。U形槳葉是整個鈦材軸中的核心槳,其外形尺寸的好壞直接關系到整個攪拌系統的效率。受槳葉較厚(24 mm)以及外形呈U形特點的原因(圖9),若U形槳葉進行整體壓制成型,不僅所需外載荷大,所需的胎具也大而復雜,冷成型極易出現裂紋,而采用熱成型加工,又易造成污染。
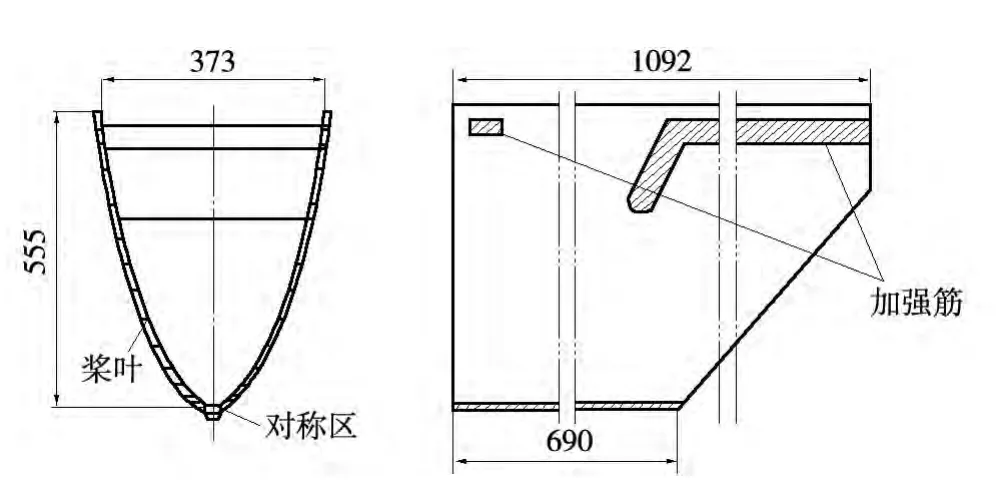
圖9 U形槳葉結構示意圖
綜上分析,最終采用將槳葉對稱分成2片,單獨壓制,壓制成型后焊接在一起的方式。這樣,所需的外壓力小,胎具也小而簡單,可以采用冷成型。
壓力加工時還應注意:整個壓制過程采用“深沖壓”工藝,即考慮到鈦的回彈大,模具設計時將端頭部位的弧度適當加大。為避免出現裂紋,采用緩慢加壓,多次加壓的方式。為保證槳葉端頭的外形尺寸,單片槳葉展開長度在端頭彎曲部位加長100 mm,壓制后機加工去除。
3.焊接
鈦材軸焊接的核心要點是在整個制造過程中有效避免污染。為保證焊縫質量,應注意以下事項。
(1)鈦的焊接應在獨立的清潔廠房內進行。
(2)盡量采用機械加工方法下料,采用等離子切割時,預留加工量并機械加工去除熱影響區。
(3)焊前用專用砂輪對鈦的坡口及焊絲表面的油脂、氧化皮等進行清理。
(4)焊接過程中,焊工配發專用工作服、清潔手套、橡膠鞋或其他軟底鞋,吊裝時吊鉤與鈦表面接觸處應采用鈦墊塊或銅墊塊,嚴禁用鐵器敲打鈦材表面。
(5)焊接時遵守如下規程,做好保護(背部保護采用專利:一種可變角度氬氣輔助保護裝置),若受到污染必須將污染層全部除掉后才能重新補焊。
焊接時采用鎢級氬弧焊工藝,ERTA2Φ2 mm焊絲,直流負電極(DCEN),電流 100~120 A,電壓 12~14 V,焊速 70~90 mm/min。 氬氣流量,噴嘴 8~10 L/min,輔助保護氬氣流量(正/背),10~16 L/min。
(6)為降低焊接過程產生的熱量,采用小電流多道焊的焊接方式,焊接前檢查前一道焊縫是否受到污染,無誤后方可進行下一道焊接。
(7)每道焊縫應進行外觀檢查。用10倍放大鏡檢查焊縫表面的氣孔、夾渣、焊穿、未焊透、咬邊、裂紋及其他表面缺陷。對于直徑<0.5 mm的氣孔和夾渣以及深度<0.5 mm的咬邊,允許用120目鋁粒砂輪打磨圓滑。對于超過上述尺寸的缺陷,則要求將缺陷完全去除后補焊。
(8)每道焊縫應進行顏色檢查。焊縫及熱影響區表面顏色應呈銀白色。對于呈金黃色部位應用酸洗去除金黃色后可以使用。其余顏色按不合格處理,將缺陷完全去除后補焊。檢測標準見表3。
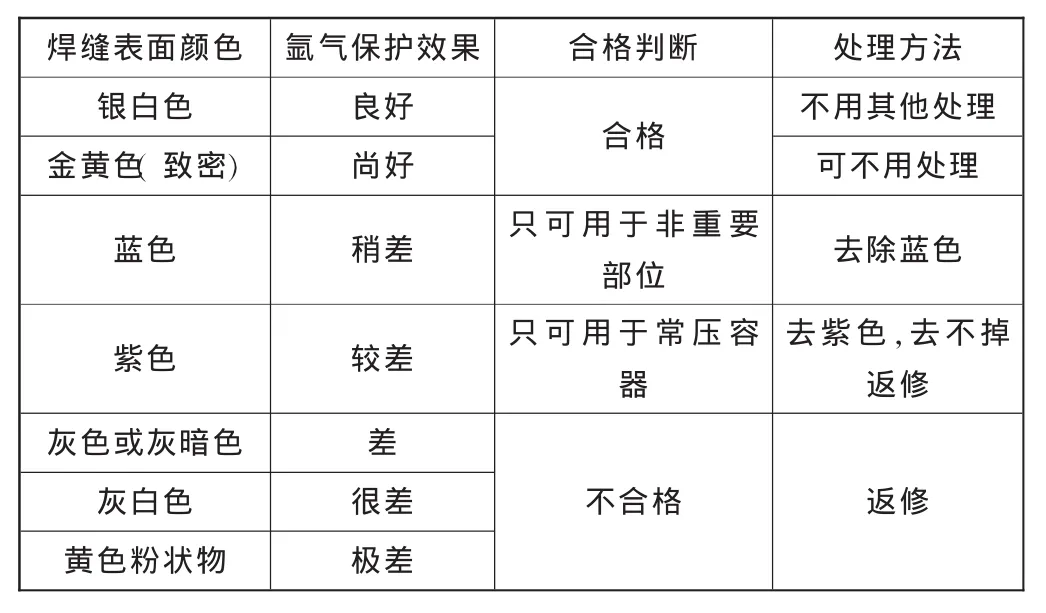
表3 鈦焊縫和熱影響區表面顏色的規定
(9)外觀檢查及顏色檢查合格后對接焊縫進行RT,100%,II級合格檢測,角焊縫進行PT,100%Ⅰ級合格檢測。
(10)無損檢驗合格后酸洗鈍化處理。
四、結論
結合舊鈦材軸的故障分析和改進措施,在新鈦材軸的制造過程中,有針對性地進行了改進,并著重對機加工,U形槳葉的壓力成型以及焊接3方面施行質量保證措施,對整個制造過程的各個質量控制點均有記錄,整個產品的制造過程自始至終處在全面質量管理的質保體系控制中,保證向用戶提供質量合格的產品。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
