
自動等離子弧焊機用于不銹鋼容器焊接
2015-01-06 07:47:48梅應虎張東輝
設(shè)備管理與維修 2015年10期
梅應虎 張東輝
(液化空氣(杭州)有限公司 杭州)
一、3~8 mm板厚奧氏體不銹鋼容器的縱縫和環(huán)縫焊接
目前,奧氏體不銹鋼容器在食品、醫(yī)藥、化工和空氣分離等設(shè)備制造領(lǐng)域占有一定比例。自動等離子弧焊機具有高效率、高質(zhì)量的特點,非常適合3~8 mm板厚奧氏體不銹鋼容器的焊接。液化空氣(杭州)有限公司從法國液化空氣焊接有限公司引進1臺自動等離子弧焊機(PlasmaManager Installation),以提高3~8 mm板厚奧氏體不銹鋼容器的焊接工藝。焊機由十字架、MANAGER型控制系統(tǒng)(操作臺和控制箱)、NERTAMATIC 300 TR型焊接電源箱、機頭升降箱、焊炬、送絲機、噴嘴冷卻水箱、離子氣流量調(diào)節(jié)箱、視頻單元、焊接滾輪架和氣托等組成。
1.焊接工藝
3~8 mm板厚奧氏體不銹鋼容器縱縫和環(huán)縫的焊接,采用小孔型等離子弧焊工藝。第一焊道是主焊道,利用穩(wěn)定電流形成小孔效應,在焊接過程中添加焊絲;第二焊道是輔助、可選焊道,利用脈沖電流形成小孔效應,在焊接過程中不添加焊絲,脈沖等離子弧焊工藝,兼有脈沖電弧焊和等離子弧焊的雙重優(yōu)點,可以獲得更加致密、有規(guī)則波紋的焊縫。
2.焊前準備
(1)工件待焊區(qū)域必須清理干凈。
(2)縱縫和環(huán)縫焊接均采用無間隙的I型坡口(無需加工的坡口形式),坡口斷面應平直、無凹坑和毛刺缺陷,坡口間隙和錯邊量理論上是0,因此均應嚴格控制在0.5 mm以內(nèi)。
(3)采用不添加焊絲的手工氬弧焊工藝對工件進行點固焊,點固焊長度為20 mm、間隔為50 mm。
(4)在工件下方,安裝氣托并連接氣托保護氣,氣托安裝質(zhì)量優(yōu)劣,直接影響背面焊縫的保護。
(5)選擇直流正極性接法(工件接電源正極,焊炬電極接電源負極)。
(6)安裝并清潔焊絲盤,焊絲為直徑1 mm的不銹鋼焊絲。
3.氣體選擇與設(shè)定(表1)
高純氬氣除具備惰性氣體特性外,還具有所需電弧電壓低、容易引弧且穩(wěn)定的優(yōu)點,適合作為離子氣和背面焊縫保護氣;氬氫氣是還原性焊接混合氣,含有少量氫氣的氬氫混合氣具有一定化學還原性,可獲得光亮的焊縫外觀成形,而且其具有熱輸入高的優(yōu)點,在相同焊接電流條件下可獲得較快的焊接速度,因此氬氫混合氣適合作為小孔熔池和正面焊縫保護氣。

表1 氣體選擇與設(shè)定
4.起弧與收弧
對于縱縫焊接的起弧和收弧,應分別在預先安裝的起弧板、收弧板上進行;對于環(huán)縫焊接的起弧和收弧,則只能在焊接參數(shù)上分別采用緩升焊接電流與離子氣流量、衰減焊接電流與離子氣流量的方法進行。
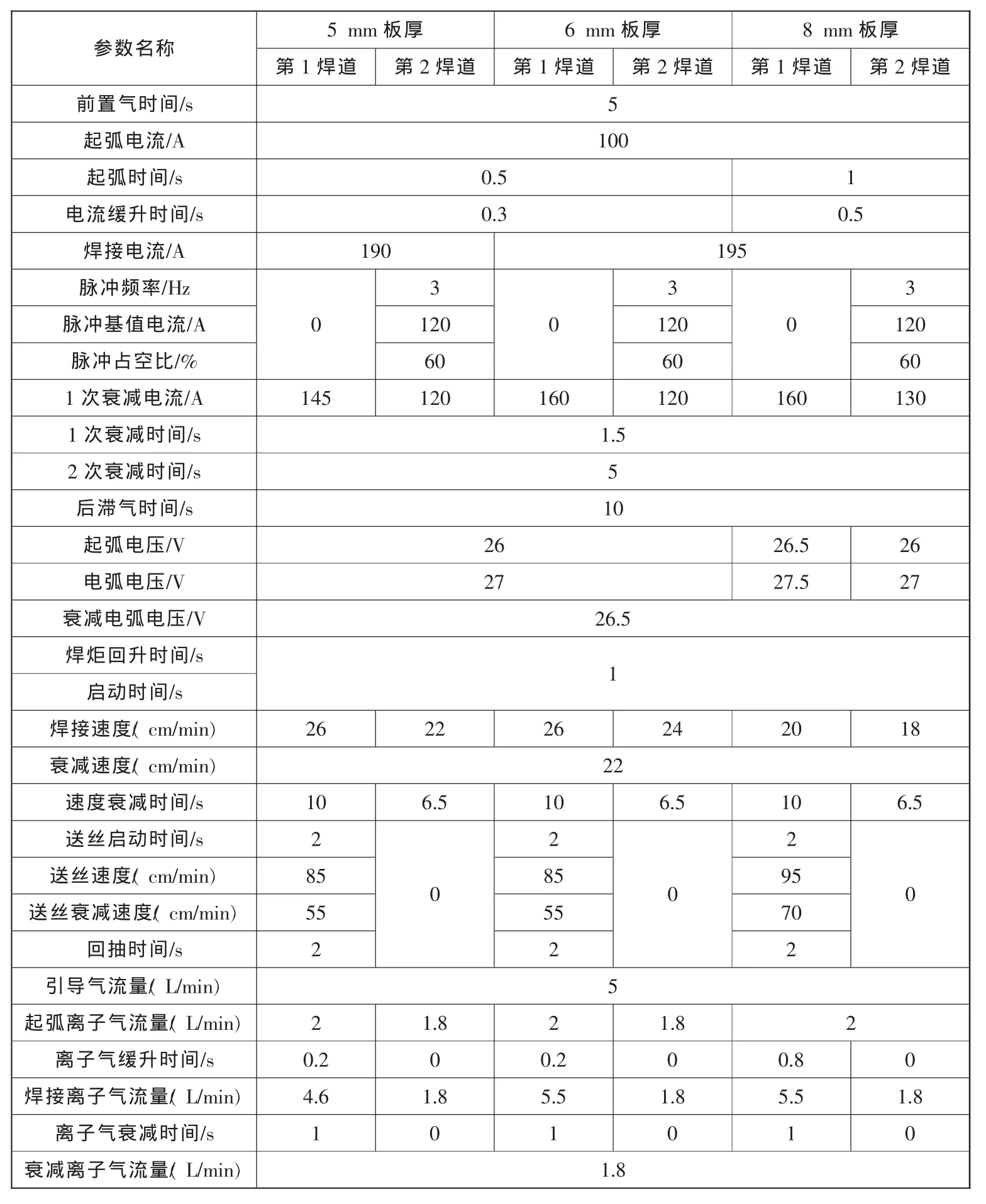
表2 304不銹鋼主要焊接參數(shù)
5.焊接參數(shù)
小孔熔池的直徑由焊接電流、離子氣流量、焊接速度、工件材料和板厚共同決定。對于一定材料和板厚的工件,焊接電流或離子氣流量過大或焊接速度過小,會導致小孔熔池直徑過大、液體金屬容易滴落;焊接電流或離子氣流量過小,或焊接速度過大,則小孔熔池無法形成。在這兩種情況下,都無法得到預期焊縫。因此,焊接電流、離子氣流量和焊接速度等3個參數(shù)應相互匹配。此外,電弧電壓和送絲速度,對于預期焊縫的獲得也很重要。
小孔型等離子弧焊工藝的缺點是可變焊接參數(shù)多、焊接參數(shù)匹配區(qū)間狹窄和焊接參數(shù)調(diào)整復雜。為此,針對板厚為5 mm、6 mm、8 mm的304不銹鋼容器縱縫和環(huán)縫焊接,經(jīng)過多次反復實踐,總結(jié)、歸納并優(yōu)化了該工藝的焊接參數(shù)(表2)。這些焊接參數(shù)的獲得,對于奧氏體不銹鋼容器焊接至關(guān)重要。
二、焊接效果
(1)焊縫外觀檢驗結(jié)果。焊縫成形良好(焊縫與母材圓滑過渡,焊波均勻、致密,焊接接頭勻直),且不存在任何咬邊、焊瘤、凹陷、焊接變形、表面氣孔、表面裂紋和表面夾渣等缺陷。
(2)射線探傷檢驗結(jié)果。焊縫為I級焊縫,且不存在任何未焊透、未熔合和裂紋等缺陷。
綜上,選用的焊接工藝、焊接參數(shù)和焊接設(shè)備,已達到預期理想的焊接效果。
液化空氣(杭州)有限公司使用自動等離子弧焊機,已完成大量奧氏體不銹鋼容器的焊接工作,取得了良好經(jīng)濟效益和社會效益,以高品質(zhì)的焊接質(zhì)量,贏得國內(nèi)外客戶和第三方檢驗機構(gòu)的好評。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
