
基于PLC全閉環(huán)剪切線工具位置校準(zhǔn)系統(tǒng)的實(shí)現(xiàn)
2015-01-06 07:47:50陸迺田宋偉陸洋崔東靜
設(shè)備管理與維修 2015年10期
關(guān)鍵詞:測量
陸迺田宋 偉陸 洋崔東靜
(1.中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司 沈陽 2.中國科學(xué)院沈陽計(jì)算技術(shù)研究所有限公司 沈陽)
一、引言
鐵芯片剪切生產(chǎn)線是變壓器鐵芯剪切專用設(shè)備,可將一定寬度的矽鋼卷料按照預(yù)先編制的程序剪切成各種形狀的矽鋼片。剪切線是通過一個(gè)刀片相對(duì)另一刀片作往復(fù)直線運(yùn)動(dòng)剪切板材的機(jī)器。是借于運(yùn)動(dòng)的上刀片和固定的下刀片,采用合理的刀片間隙,對(duì)各種厚度的金屬板材施加剪切力,使板材按所需要的尺寸斷裂分離。剪切線在運(yùn)動(dòng)過程中,對(duì)剪切長度的精確控制是至關(guān)重要的,直接決定著剪切的生產(chǎn)速度和生產(chǎn)精度,該設(shè)備在傳統(tǒng)伺服系統(tǒng)半閉環(huán)的基礎(chǔ)上增加的一個(gè)測長編碼器,實(shí)現(xiàn)剪切長度的精確控制。本文設(shè)計(jì)的剪切線可對(duì)80~800 mm寬度的矽鋼片進(jìn)行剪切,可用于生產(chǎn)多種規(guī)格的變壓器。
二、剪切線設(shè)備簡介
剪切線具體結(jié)構(gòu)單元包括:雙頭氣壓開卷機(jī)構(gòu);緩沖地槽機(jī)構(gòu);編碼器測長機(jī)構(gòu)與交流伺服送料機(jī)構(gòu);O沖沖床;V沖沖床;45°剪床;-45°剪床;皮帶輸送料機(jī)構(gòu);自動(dòng)理料機(jī)構(gòu)(包括龍門架)以及放料車。
(1)雙頭氣壓開卷機(jī)構(gòu):剪切線的開卷機(jī)為雙頭開卷機(jī),這樣可以減少了吊料放料時(shí)間,提高工作效率。2個(gè)開卷機(jī)分別設(shè)置了手動(dòng)脹緊按鈕,可以分別控制2個(gè)開卷頭的脹緊,開卷機(jī)的電機(jī)由變頻器控制,開卷機(jī)的啟停由手動(dòng)按鈕控制。
(2)緩沖地槽機(jī)構(gòu)是為了暫時(shí)性的存儲(chǔ)一部分料,剪切較長的片形時(shí),由于送料速度較快,開卷機(jī)來不及放那么多料,這是緩沖區(qū)域的料就被送進(jìn)軌道,緩沖地槽機(jī)構(gòu)中有2個(gè)對(duì)射傳感器,地槽中料的多少由傳感器反映到開卷機(jī)的變頻器的速度控制端,變頻器預(yù)設(shè)了3段速度,所以緩沖地槽中料的多少就控制了開卷機(jī)運(yùn)行的快慢。
(3)編碼器測長機(jī)構(gòu)與交流伺服送料機(jī)構(gòu)。交流伺服送料機(jī)構(gòu)是為送料提供前進(jìn)動(dòng)力的部分,伺服電機(jī)在開環(huán)狀態(tài)下,采用自身的編碼器進(jìn)行長度測量,精度方面可能誤差較大,因此在送料棍的前面放置了精度較高的測量輪,全閉環(huán)模式下,對(duì)電機(jī)編碼器得到的脈沖數(shù)進(jìn)行補(bǔ)給,假設(shè)送料棍與料發(fā)生輕微的相對(duì)滑動(dòng),測量輪會(huì)將信號(hào)反饋給伺服電機(jī)讓送料棍將發(fā)生的誤差進(jìn)行補(bǔ)充送料從而達(dá)到較高的精度。
(4)O沖沖床、V沖沖床、45°剪床、和-45°剪床為剪切線的 2沖2剪刀具。根據(jù)工藝要求,剪切線需要沖剪出不同的矽鋼片形狀,如圖1所示,矽鋼片由送料機(jī)構(gòu)送到指定的位置,再由指定的刀具進(jìn)行沖剪得到用戶自定的片形狀。
(5)皮帶輸送料機(jī)構(gòu)。用來輸送沖剪后的完成品,機(jī)構(gòu)中部有一個(gè)光電傳感器,用來計(jì)算已經(jīng)沖剪的矽鋼片數(shù)和提供分料信號(hào)。
圖1 不同的矽鋼片形狀
(6)自動(dòng)理料機(jī)構(gòu)。機(jī)構(gòu)前端安裝一個(gè)分料機(jī)構(gòu),由PLC進(jìn)行控制,分料機(jī)構(gòu)可以使矽鋼片向上或向下堆疊。在沖剪某些片形時(shí)可以同時(shí)加工出兩種不同的片形依次通過皮帶送料機(jī)構(gòu),每當(dāng)矽鋼片通過皮帶送料機(jī)構(gòu)上的光電開關(guān)時(shí),分料機(jī)構(gòu)動(dòng)作,這樣就使一種片形都在上方堆疊,而另一種片形在下堆疊。
(7)放料車用來存放堆疊好的矽鋼片。
三、位置校準(zhǔn)與全閉環(huán)補(bǔ)償方法
1.工具位置檢測和校準(zhǔn)操作
剪切線在一段時(shí)間的運(yùn)行之后,可能會(huì)出現(xiàn)機(jī)械上的變化。測量輥的磨損可導(dǎo)致測量輥的周長發(fā)生變化。同時(shí)送料輥在高速運(yùn)轉(zhuǎn)時(shí)可能與矽鋼片打滑,導(dǎo)致送料輥轉(zhuǎn)動(dòng)的位置變量與矽鋼片直線運(yùn)行的長度不一致。因此每運(yùn)行一段時(shí)間,就需要進(jìn)行剪切長度的精度校準(zhǔn)。
如果發(fā)現(xiàn)機(jī)械結(jié)構(gòu)上出現(xiàn)變化,那么在精度校準(zhǔn)模塊中進(jìn)行工具位置校準(zhǔn)操作,操作界面如圖2,分別控制伺服電機(jī)進(jìn)行1/4,1/2/,1圈的慢速轉(zhuǎn)動(dòng),屏幕上會(huì)得到相應(yīng)的測量編碼器脈沖數(shù),根據(jù)脈沖數(shù)來判斷測量輥發(fā)生了怎樣的變化。
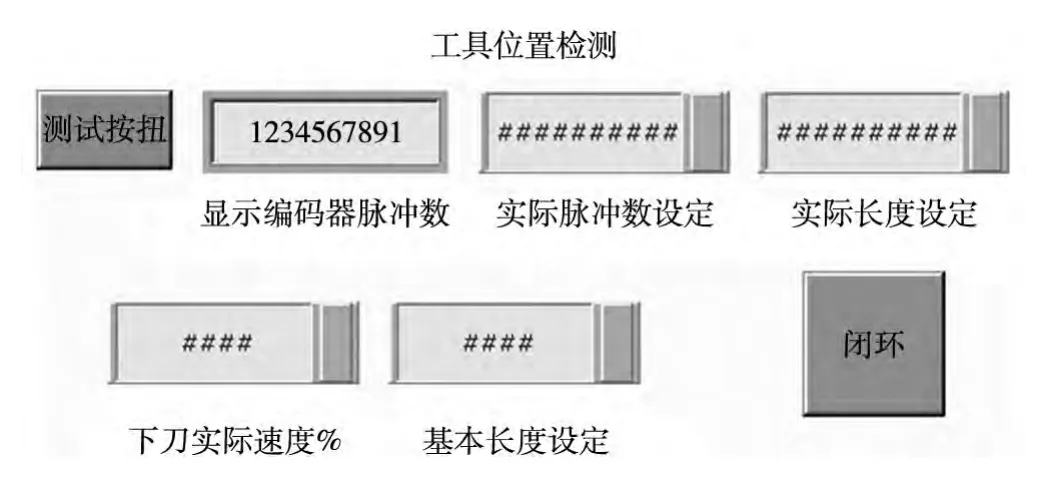
圖2 工具位置檢測界面
如果測量輥發(fā)生了嚴(yán)重形變,需要對(duì)其進(jìn)行打磨或更換;在處理過測量輥后,還要進(jìn)行工具位置校準(zhǔn)操作,如圖3所示,通過實(shí)際測量可以獲得矽鋼片的長度,通過測長編碼器可以獲得脈沖數(shù),將這些校準(zhǔn)參數(shù)通過觸摸屏輸入到模塊中,經(jīng)過編寫好的程序就可計(jì)算出新的校準(zhǔn)參數(shù)。以這個(gè)新的校準(zhǔn)參數(shù)為基準(zhǔn)通過閉環(huán)控制實(shí)現(xiàn)矽鋼片運(yùn)動(dòng)位置的準(zhǔn)確控制。
2.閉環(huán)控制
(1)半閉環(huán)控制。通過伺服電機(jī)自帶的編碼器及伺服定位模塊根據(jù)設(shè)定的加速度、運(yùn)行速度、減速度和長度,在伺服控制器中,定位功能模塊自動(dòng)的完成速度和位置的控制,這種控制方式的缺點(diǎn)是不能消除送料輥和矽鋼片之間的打滑和機(jī)械傳動(dòng)間隙產(chǎn)生的長度誤差。
(2)全閉環(huán)控制。設(shè)備在傳統(tǒng)伺服系統(tǒng)半閉環(huán)的基礎(chǔ)上增加的一個(gè)測長編碼器,如圖4所示,形成了全閉環(huán)控制系統(tǒng)。
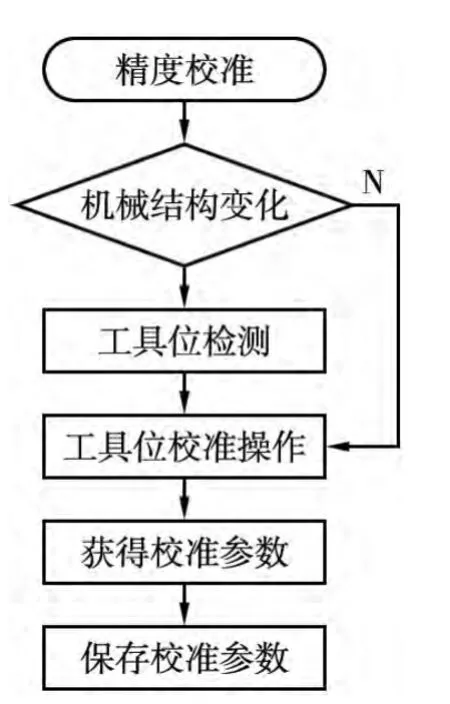
圖3 工具位置檢測和校準(zhǔn)操作
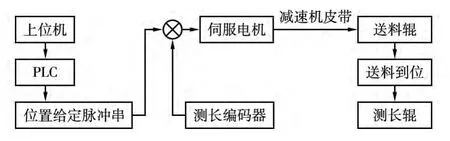
圖4 全閉環(huán)框圖
理論上如果送料輥夾送矽鋼片時(shí)沒有出現(xiàn)打滑現(xiàn)象并且不考慮機(jī)械傳動(dòng)產(chǎn)生的間隙,那么測量輥測得的脈沖數(shù)與伺服給伺服電機(jī)的脈沖數(shù)在一定的范圍內(nèi)是匹配的,但實(shí)際生產(chǎn)中由于伺服電機(jī)高速運(yùn)轉(zhuǎn),這種打滑現(xiàn)象可能會(huì)發(fā)生,這樣就造成了矽鋼片剪切上的誤差。設(shè)備運(yùn)行中如果測量輥測得的反饋脈沖數(shù)與伺服給伺服電機(jī)的脈沖數(shù)不匹配,系統(tǒng)會(huì)將換算后兩者的差值脈沖數(shù)傳給伺服電機(jī)作為補(bǔ)償?shù)拿}沖,伺服電機(jī)繼續(xù)運(yùn)行補(bǔ)償?shù)拿}沖數(shù),再判斷反饋的脈沖與伺服電機(jī)的脈沖數(shù)是不是匹配,如果匹配就給出切斷信號(hào),刀做剪切運(yùn)動(dòng);如果不匹配那么繼續(xù)做補(bǔ)償運(yùn)動(dòng),直到匹配為止。閉環(huán)控制的流程圖如圖5。
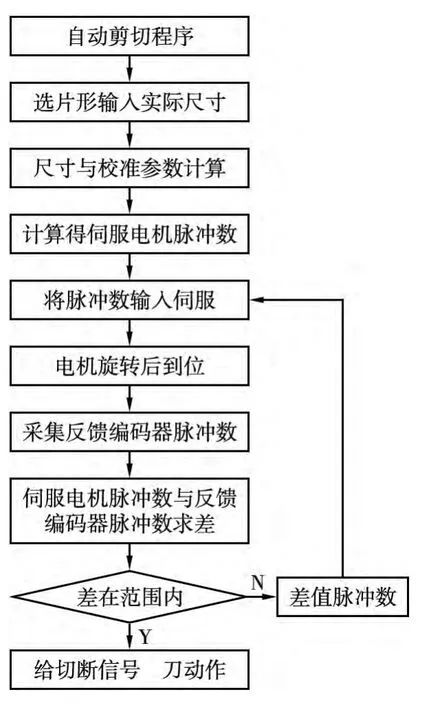
圖5 全閉環(huán)控制流程圖
四、結(jié)束語
設(shè)計(jì)了一種工具位置校準(zhǔn)和全閉環(huán)控制的方法,有效解決了由于機(jī)械結(jié)構(gòu)變化和電機(jī)高速運(yùn)轉(zhuǎn)導(dǎo)致的剪切精度不準(zhǔn)的問題,滿足了設(shè)備快速而又精確的工藝要求,設(shè)備的工作效率提高。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
