基于工作抽樣法的冰箱包裝生產線效率優化研究
2015-01-07 07:33:22汪欣
市場周刊 2015年5期
汪欣
基于工作抽樣法的冰箱包裝生產線效率優化研究
汪欣
工作抽樣法已被廣泛運用到制造業和服務業中,利用該方法對冰箱裝配車間中包裝線上員工的作業效率進行抽查,了解企業包裝生產線整體效率,并制定相應的提高產線效率的對策。結果表明該生產線作業效率偏低,員工處于作業準備和空閑等待狀態的時間較長,通過規范員工行為、優化生產線物料配送系統可幫助企業有效減少工時浪費,進而達到提高作業效率的目的。
工作抽樣;冰箱包裝線;作業效率
一、前言
工作抽樣法是作業測定方法之一,可用于調查各類人員、設備的作業效率,有操作簡單靈活、準確度高、成本低等特點。在研究行政管理人員工作效率、服裝制造企業生產效率、家具企業作業效率等問題上,均取得了很好的成效。
目前國內三四線家電制造企業普遍存在大量使用人工勞動力的現象,管理水平較低,生產車間作業效率低下,浪費現象嚴重。本文將工作抽樣法引入家電制造企業,運用該方法對生產車間的作業效率問題進行研究,找出作業效率低下的原因,并提出相應的改善建議,以期為中小型家電企業改善生產作業提供指導。
二、工作抽樣實施步驟
(一)抽樣對象及目的
A企業為一家典型的中小型家電制造企業,以生產冰箱和空調為主,現行作業方式主要為雙手作業和聯合作業,機械自動化程度較低。包裝作為冰箱裝配生產鏈的最后一道工藝,其生產效率直接反應出車間的出產效率。以包裝線上的員工作為研究對象,調查其存在的問題并改進,可幫助企業在短期內取得明顯改進效果,提高車間生產效率。
(二)調查項目分類
將調查項目分為作業實施、作業準備以及空閑等待三大項。其中作業實施即員工正常作業及常規檢查;作業準備包含物料準備、物料領取、物料搬運等非生產作業;空閑等待包括休息、聊天、早退等非作業現象。
(三)抽樣路徑
該包裝生產線是直線型流水線,工作現場有大量物料庫存,不便一眼觀測,所以按照流水線順序依次觀測各工序上的作業人員。共含13道工序,依次為貼銘牌—放冷凍室抽屜—放冷藏室抽屜—抽屜固定—放說明書—擱架固定—貼標簽—檢查外觀及抽屜—門、擱架防護—套內袋—套紙箱—封箱—打封條及下線。
(四)抽樣次數
實際一共觀測5天,每道工序100次/天。根據抽樣方法,首先對該包裝生產線的生產效率進行預觀測,發現平均作業效率約為65%。取絕對精度E=±3%,相對精度S=±5%,同時標準偏差取±2σ范圍,以保證95%的可靠度。根據公式(n—需觀測的次數;p—觀測事件的發生率;E—允許誤差)計算出至少需觀測1012次。實際總觀測次數為6500次,遠大于最少觀測次數,此次抽樣數據采集可靠。
(五)抽樣開始時間
每日觀測開始時間依據以下步驟確定:①分別從兩組0~9的數字中隨機抽取一個數字組成一個兩位數,有放回地抽取10組;②將大于50的數字減去50,小于50的數字不變;③鑒于每天第一次觀測在上班后30分鐘內進行,將大于30的數字舍去;④得出可用數字:04;27;13;17;06。該車間作業時間為7:50~18: 00。每日開始觀測時間分別為7:54;8:17;8:03;8:07;7:56。
(六)抽樣結果
將作業人員在觀測時刻的作業狀況及時記錄,分別統計三類調查項目的發生次數,如下表。

表1 冰箱包裝線抽樣數據統計表
從表1可以得出,每天的作業實施比率在50%~60%之間,接近15%的時間屬于作業準備,剩下約30%處于空閑等待狀態。計算出平均作業比率≈54.98%。
1.剔除異常值
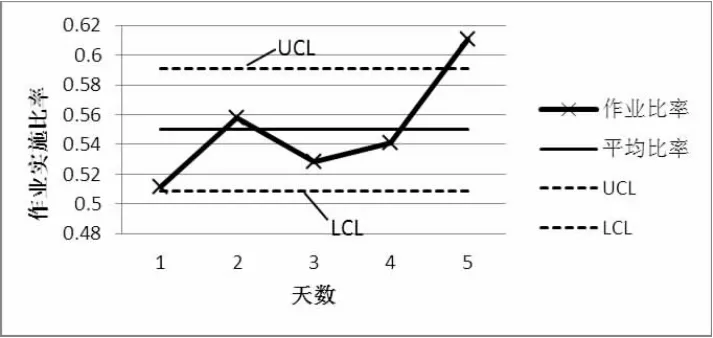
圖1 冰箱包裝線作業比率管理圖
依據管理界限要求,合理觀測數據應在p±3σ內,上圖中前四天作業實施比率均在管理界限內,為正常值,保留。第五天的作業實施比率在管理界限外,為異常值,需剔除。除去異常值后總觀測次數為5400次,仍大于最少觀測次數1012次。平均作業效率≈53.46%。
2.可靠度檢驗
對得到結果進行可靠度檢驗,計算絕對精度和絕對精度:

得,E≈1.36%,滿足E=±3%的要求;S≈2.54%,滿足S=± 5%的要求。檢驗通過。得到結論,有95%的把握,相信此生產線上員工的作業效率為53.46%。
三、主要問題及建議
根據工作抽樣結果,包裝線上員工約有30%的時間屬于空閑等待,15%的時間在做作業準備,總寬放率達到了40%以上,嚴重超過一般寬放時間比率15%。從作業準備和員工空閑等待兩方面進行改進。
(一)完善物料配送系統
該車間包裝線線上員工的作業準備主要是物料處理。大量未拆封或半拆封物料堆放在作業現場,部分一線員工需下線自取物料或拆分物料,浪費作業時間。規劃該生產線以及車間的物流配送網絡,細化物料配送種類,有助于減少生產線上員工作業準備時間,提高作業時間比例。
(二)規范作業人員行為
1.實際中該生產線經常發生員工私自停開生產線現象。取消員工私自停開線的權利,可有效減少懈怠現象,激勵作業人員按正常生產速度完成作業任務。如仍需員工停開線,應登記每次停開線原因,以便及時發現生產線存在的問題并解決。
2.明確包裝線線上員工和線下員工的責任制度,加強監管力度,包括線長、組長的責任制。從上到下形成良好的約束機制,使生產線更加規范、有效率,避免消極怠工、擅自離崗等現象發生。
3.利用秒表測時法詳細了解包裝線各工序的作業時間,找出影響生產效率的瓶頸工序。以瓶頸工序為出發點,進行作業標準化處理,減少工時消耗。
四、結論
工作抽樣法可以以較低的成本和較高的準確度幫助企業深入了解員工操作過程中各項作業花費的時間比率,進而消除浪費,減少不必要的工時。中小型家電企業可借助此方法,并同現場管理、動作分析、生產線平衡等改進方法相結合,達到提高生產效率和產品質量,降低成本的目的。本文對A企業的工作抽樣調查及分析結果表明包裝線生產作業比例偏低,空閑等待和作業準備則分別占據了約30%和15%的工作時間。加強員工行為控制、完善車間物流系統,有效地減少非作業和非生產性作業的比例對勞動密集型中小型家電企業來說十分重要。
[1]李敏,韓立國.工作抽樣在管理人員工作效率問題應用的案例研究[J].科技進步與對策,2004,(10):133-134.
[2]王菊霞.工作抽樣法在服裝制造企業中的應用研究[D].天津大學,2008.
[3]劉曉紅.工作抽樣法在家具企業生產管理中的應用[J].南京林業大學學報(自然科學版),2003,(01):67-71.
[4]劉琴華,申建軍.IE在冰箱流水線生產均衡方面的應用[J].家電科技,2011,(06).
[5]佃律志(日).圖解豐田生產方式[M].滕永紅譯.北京:東方出版社,2006:164-169.
[6]易樹平,郭伏.基礎工業工程[M].北京:機械工業出版社,2007: 216-221.
F062.4
B
1008-4428(2015)05-112-02
江蘇省創新創業訓練項目“冰箱裝配生產線優化研究——以索伊電器六安公司為例”(1410307045x);
南京農業大學工學院SRT項目“冰箱裝配生產線優化研究——以索伊電器六安公司為例”(1430A46)。
汪欣,女,安徽六安人,南京農業大學工業工程本科生,研究方向:工業工程。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
甘肅教育(2020年14期)2020-09-11 07:57:42
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
故事大王(2016年7期)2016-09-22 17:30:08
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
兒童故事畫報(2013年3期)2013-06-24 05:40:30