AP1000核電站主設(shè)備支撐焊接施工質(zhì)量控制
2015-01-09 09:43:34楊佳奇
電焊機(jī) 2015年8期
郝 建,蔡 磊,楊佳奇
(國核工程有限公司三門SPMO,浙江三門317109)
AP1000核電站主設(shè)備支撐焊接施工質(zhì)量控制
郝 建,蔡 磊,楊佳奇
(國核工程有限公司三門SPMO,浙江三門317109)
AP1000核電站是先進(jìn)的三代核電,主設(shè)備核一級支撐運(yùn)行環(huán)境輻射性強(qiáng),動載荷和沖擊載荷頻繁,工況惡劣,支撐安裝焊接質(zhì)量要求很高。焊接質(zhì)量控制特點(diǎn)是:技術(shù)準(zhǔn)備的前瞻性和嚴(yán)格執(zhí)行工藝規(guī)程參數(shù)和工藝試驗(yàn)?zāi)M驗(yàn)證的技術(shù)工藝措施。必須采取一定的工藝措施,通過模擬試驗(yàn)驗(yàn)證有效后,再用于實(shí)際產(chǎn)品的安裝焊接。結(jié)合現(xiàn)場實(shí)際施工情況,對AP1000主設(shè)備支撐安裝焊接過程質(zhì)量控制進(jìn)行闡述,有助于后續(xù)項(xiàng)目的焊接施工質(zhì)量控制。
AP1000核電站主設(shè)備支撐;前瞻性;焊接質(zhì)量控制
1 主設(shè)備支撐簡介
AP1000核電站反應(yīng)堆冷卻劑系統(tǒng)設(shè)備支撐即主設(shè)備支撐,設(shè)計(jì)施工依據(jù)ASMEⅢ卷NF分卷,設(shè)計(jì)等級劃分為安全1級、抗震1級、質(zhì)保A級。所有支撐組件都要在地震或事故工況下,保證建筑溫度在可接受的范圍內(nèi),除了蒸汽發(fā)生器(SG)支撐阻尼器之外,其他部件不需要周期性維護(hù),整個支撐系統(tǒng)強(qiáng)度要提供管道設(shè)備的可靠性分析,并能經(jīng)受各種工況考驗(yàn),運(yùn)行工況有A,B,C,D四個工況(正常、偏離正常工況、危急工況、事故工況)。支撐冷卻是通過房間通風(fēng)來保證。
主設(shè)備支撐安裝涉及焊接作業(yè)的主要包括蒸汽發(fā)生器(SG)支撐和穩(wěn)壓器(PRZ)支撐。SG和PRZ垂直支撐為廠家整體供貨,現(xiàn)場安裝型式是螺栓連接。
橫向水平支撐(簡稱支撐)拉耳或托架安裝是采用焊接接頭與結(jié)構(gòu)模塊墻體或預(yù)埋牛腿相連接。SG橫向水平支撐分為1個下部支撐、2個中部支撐、2個上部支撐;PRZ橫向水平支撐分為8個下部支撐、4個上部支撐,如圖1~圖3所示。
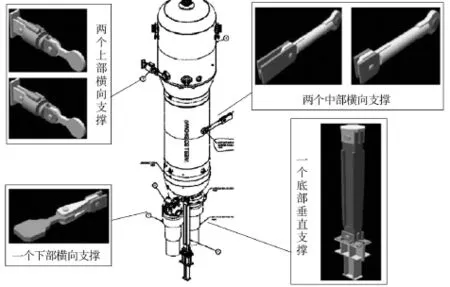
圖1 蒸汽發(fā)生器支撐示意
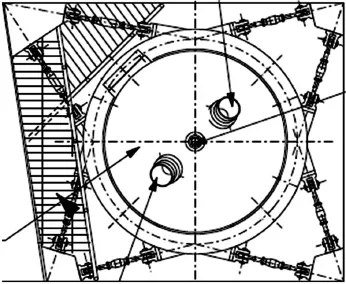
圖2 穩(wěn)壓器上部水平支撐示意
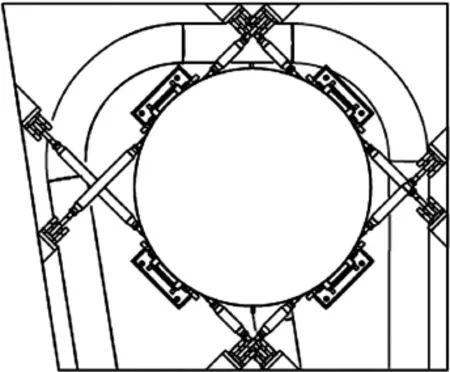
圖3 穩(wěn)壓器下部水平支撐示意
2 支撐焊接工藝
支撐安裝焊接采用焊條電弧焊。
3 支撐焊接質(zhì)量控制
3.1 控制焊接變形
支撐安裝尺寸精度要求高,控制焊接變形是其中重要質(zhì)量控制點(diǎn)之一。安裝前應(yīng)編制防變形工裝措施,如必要應(yīng)進(jìn)行模擬試驗(yàn)。
3.2 提前考慮無損檢測(NDE)的可達(dá)性
依據(jù)ASME NF-4441(a),當(dāng)部件支承件的主要構(gòu)件是由板或軋制型鋼組成,并沿厚度方向傳遞載荷時,如果受垂直載荷作用的主要構(gòu)件的板厚大于或等于1in.(25.4 mm),則焊接完后,應(yīng)根據(jù)適當(dāng)?shù)牟考С屑募墑e,按照NF-5214(1級支撐件焊縫)的規(guī)定,對傳遞載荷的連接件正下方的母材進(jìn)行超聲波檢測。
但現(xiàn)場實(shí)際情況可能不可達(dá),無法滿足規(guī)范要求,應(yīng)提前考慮NF-4441各子條款的適用性。
該支撐為重要的核一級主設(shè)備支撐,確保焊接質(zhì)量尤為重要。應(yīng)考慮可能影響焊縫質(zhì)量的因素,提前進(jìn)行預(yù)控,以免產(chǎn)生超標(biāo)缺陷。
4 支撐焊接施工前質(zhì)量控制
4.1 ITP開啟,先決條件檢查
支撐焊接施工前需嚴(yán)格依據(jù)相應(yīng)的驗(yàn)收標(biāo)準(zhǔn)和程序方案對“人”“機(jī)”“料”“法”“環(huán)”五大要素進(jìn)行質(zhì)量控制。
(1)人員控制。焊工應(yīng)有相應(yīng)資質(zhì)并具備熟練的操作技能;無損檢測人員包括VT、PT、UT檢測人員,必須持有HAF-Ⅱ證書且在有效期內(nèi)。
(2)工機(jī)具控制。焊機(jī)應(yīng)檢定合格狀態(tài)正常;相應(yīng)的輔助及測量機(jī)具,如測溫儀、溫濕度計(jì)、游標(biāo)卡尺、照度計(jì)等均需要檢定合格,且使用功能正常。
(3)材料控制。焊條應(yīng)進(jìn)行復(fù)驗(yàn),使用過程符合《焊材管理程序》要求。
(4)焊接工藝評定、WPS《焊接特錯》已批準(zhǔn),模擬試驗(yàn)已經(jīng)完成。
(5)焊接環(huán)境控制。無雨、雪影響,風(fēng)速小于2 m/s,濕度小于90%,環(huán)境溫度大于10℃。
4.2 焊接前防止缺陷產(chǎn)生的預(yù)防措施
支撐焊接施工應(yīng)從焊工、設(shè)備、焊材、焊接環(huán)境、焊接工藝等方面做好充分的準(zhǔn)備,避免焊接缺陷的產(chǎn)生。
(1)防止夾渣產(chǎn)生措施。
產(chǎn)生原因:層間清理不到位。
針對性措施:每道焊縫焊接完成后,仔細(xì)清理焊渣。
(2)防止未熔合產(chǎn)生措施。
支撐結(jié)構(gòu)簡單,不會產(chǎn)生不良影響。但是腔室內(nèi)空間狹小、電加熱預(yù)熱溫度為120℃以上,焊接環(huán)境相對惡劣;或焊工由于勞動強(qiáng)度大而疲勞,如正逢節(jié)假日,勞動積極性不高。導(dǎo)致部分焊工技能發(fā)揮失常或狀態(tài)不佳。
應(yīng)對措施:
①要求承包商嚴(yán)格按照焊工資格管理程序,進(jìn)行焊工合格率統(tǒng)計(jì)。對于合格率較低的焊工需重新考試。關(guān)鍵、重要核級設(shè)備焊接選派焊工時,應(yīng)參考上一階段焊工合格率進(jìn)行選派。
②做好焊接技術(shù)交底,督促焊工做好層間清理;QC檢查人員加強(qiáng)焊接過程巡視。
③在盡可能的情況下,改變焊接作業(yè)環(huán)境。如保證飲用水供應(yīng)、搭設(shè)合理便于施工的腳手架。
④合理安排焊工作息時間,并提前考慮焊工人力配備,保證焊工精力和效率。
4.2.3 支撐焊接重點(diǎn)注意事項(xiàng)
(1)應(yīng)考慮結(jié)構(gòu)模塊墻體是否已經(jīng)澆筑混凝土,如已經(jīng)澆筑,則要考慮控制溫度,避免損壞混凝土。
(2)如采購合同未要求廠家按照ASME NF-4441(d)進(jìn)行沿板厚方向的拉伸試驗(yàn),應(yīng)提前考慮怎樣滿足ASME NF-4441的UT檢驗(yàn)要求。
(3)反變形量較大時,應(yīng)防止焊縫根部開裂。
5 支撐現(xiàn)場安裝焊接部件的接頭型式
5.1 PRZ上部水平支撐
上部環(huán)吊梁支撐的連接方式為:環(huán)吊梁上有八個耳板,結(jié)構(gòu)模塊墻體上有8個耳板,由可調(diào)拉桿將兩者相連接。現(xiàn)場安裝墻體上的8個耳板。此處耳板為核一級設(shè)備主要受力部件,耳板與墻體托架的全熔透焊縫屬于ASME-NF邊界內(nèi)焊縫,起限位上部橫向支撐水平及承受拉壓載荷的作用。耳板為T型全熔透焊縫,坡口為單邊雙V型坡口。
5.2 PRZ下部水平支撐
下部水平支撐直接與結(jié)構(gòu)模塊墻體上的雙拉耳連接。現(xiàn)場安裝墻體上的雙拉耳組件,該組件為廠家整體供貨,需焊接上下兩道角焊縫加包角。
5.3 SG上部水平支撐
上部水平支撐直接與結(jié)構(gòu)模塊墻體上的托架連接。該托架組件結(jié)構(gòu)為:底板和對稱的兩塊帶耳孔托板構(gòu)成,廠家整體供貨。
5.3 SG中下部水平支撐
中下部水平支撐直接與結(jié)構(gòu)模塊墻體上的托架連接。
5.3.1 中部水平支撐托架(北側(cè))
該托架組件結(jié)構(gòu)為:底板和對稱的兩塊帶耳孔托板構(gòu)成,廠家整體供貨。托板為T型全熔透焊縫,單V坡口;筋板為T型接頭雙面角焊縫。
5.3.2 中部水平支撐托架(南側(cè))和下部水平支撐托架
這兩個支撐托架組件由兩塊帶耳孔的托板組成,托板間無筋板,為T型全熔透焊縫,單V坡口。
6 關(guān)鍵質(zhì)量控制要素
6.1 PRZ支撐
6.1.1 下部水平支撐角焊縫包角焊接組對應(yīng)注意預(yù)留空間
拉耳組對時應(yīng)注意拉耳底板邊緣距離墻體托架邊緣的距離要能滿足焊腳尺寸和包角焊接的空間要求,可以通過在設(shè)計(jì)偏差范圍內(nèi)調(diào)整支撐組件與拉耳夾角來保證。
依據(jù)規(guī)范ASME NF-3324.5要求,包角焊接應(yīng)連續(xù),長度不小于兩倍焊腳高度。
6.1.2 上部水平支撐反變形預(yù)留
反變形預(yù)留應(yīng)進(jìn)行工藝試驗(yàn)?zāi)M。應(yīng)通過模擬試驗(yàn),確定耳板與墻體托架組對安裝焊接過程中的下列參數(shù):
(1)耳板遠(yuǎn)端反變形預(yù)留量。
(2)組對間隙(上部間隙應(yīng)稍大),完成點(diǎn)固后再次核對組對尺寸,達(dá)到預(yù)留要求。
(3)當(dāng)反變形量減小至一定數(shù)值時時,加設(shè)反變形工裝。
6.1.3 上部水平支撐拉耳T型全熔透焊縫UT檢驗(yàn)
由于拉耳尺寸、形狀和拉耳螺栓孔的影響,拉耳焊縫UT檢驗(yàn)受到以下限制。
60°探頭在兩端和螺栓孔部位存在部分技術(shù)受限的情況;45°探頭在兩端存在技術(shù)受限的情況。對于技術(shù)受限的部位,建議直接在檢驗(yàn)報(bào)告中注明即可,但應(yīng)及時提請?jiān)O(shè)計(jì)確認(rèn)。
6.1.4 防止支撐角焊縫根部PT/MT漏做
工程實(shí)踐中曾發(fā)生承包商技術(shù)員和QC誤解設(shè)計(jì)規(guī)格書要求,也未及時進(jìn)行澄清;相關(guān)監(jiān)督人員審核技術(shù)文件和現(xiàn)場監(jiān)督巡查時,未及時發(fā)現(xiàn)問題,導(dǎo)致支撐角焊縫根部PT/MT漏做的不符合項(xiàng)產(chǎn)生。
6.2 SG水平支撐托架
6.2.1 上部水平支撐托架安裝垂直度
現(xiàn)場將托架組件底板焊接在結(jié)構(gòu)模塊墻體上,接頭型式是搭接接頭角焊縫。應(yīng)注意防止支撐角焊縫根部PT/MT漏做。
由于結(jié)構(gòu)模塊墻板組裝及墻體內(nèi)澆筑混凝土過程中客觀存在變形,為保證支撐托架垂直度偏差,需要加墊板,《SG支撐安裝方案》編制時應(yīng)具有預(yù)見性,并及時提請?jiān)O(shè)計(jì)確認(rèn)。焊接施工及驗(yàn)收時應(yīng)注意焊腳尺寸應(yīng)是圖紙標(biāo)注的焊腳尺寸k+墊板厚度δ。
6.2.2 中部水平支撐托架(北側(cè))安裝位置度
該托架組件結(jié)構(gòu)為:筋板連接對稱的兩塊帶耳孔托板構(gòu)成。不存在預(yù)留角度反變形,通過工裝防止焊接變形,以保證安裝位置度尺寸偏差。
應(yīng)進(jìn)行工藝試驗(yàn)?zāi)M。通過模擬試驗(yàn),確定托架與結(jié)構(gòu)模塊墻體組對安裝過程中的下列參數(shù):
(1)組對間隙(上部間隙應(yīng)稍大)應(yīng)預(yù)留收縮量并滿足全熔透要求,完成點(diǎn)固后再次核對組對尺寸,達(dá)到預(yù)留要求。
(2)組對完成后,加設(shè)反變形工裝。
(3)焊接順序先焊接筋板角焊縫,再對稱焊接托板全熔透焊縫。
注意防止筋板角焊縫根部PT/MT漏做。
6.2.3 中部水平支撐托架(南側(cè))和下部水平支撐托架
兩塊托板(無筋板連接)結(jié)構(gòu)在采用反變形工裝的情況下,仍存在一定程度的角變形,還應(yīng)進(jìn)行反變形預(yù)留,以保證安裝尺寸偏差。
應(yīng)進(jìn)行工藝試驗(yàn)?zāi)M。通過模擬試驗(yàn),確定托板與墻體組對安裝過程中的下列參數(shù):
(1)托板遠(yuǎn)端反變形預(yù)留量。
(2)組對間隙(上部間隙應(yīng)稍大)應(yīng)預(yù)留收縮量并滿足全熔透要求,完成點(diǎn)固后再次核對組對尺寸,達(dá)到預(yù)留要求。
(3)組對完成后,加設(shè)反變形工裝。
6.3 PRZ上部水平支撐墻體托架母材、SG水平支撐托架墻體母材UT檢驗(yàn)
核一級主設(shè)備支撐承載焊縫的母材區(qū)域UT,根據(jù)ASME NF-4441規(guī)定,具體適用哪一子條款,現(xiàn)場編制《SG/PRZ支撐安裝方案》時應(yīng)有預(yù)見性。
PRZ下部水平支撐墻體托架結(jié)構(gòu)母材背部UT可達(dá),ASME NF-4441(a)條款適用。
由于PRZ上部水平支撐墻體托架結(jié)構(gòu)設(shè)計(jì)限制,拉耳安裝焊接后,墻體托架母材背部UT不可達(dá);SG支撐托架安裝部位的結(jié)構(gòu)模塊墻體內(nèi)空間狹窄,墻體母材背部UT不可達(dá);ASME NF-4441(a)條款“焊接完后,應(yīng)根據(jù)適當(dāng)?shù)牟考С屑募墑e,按照NF-5214(1級支撐件焊縫)的規(guī)定,對傳遞載荷的連接件正下方的母材進(jìn)行超聲波檢測”無法執(zhí)行,不適用;應(yīng)選用ASME NF-4441(b)條款并參考設(shè)計(jì)規(guī)格書要求,在支撐拉耳或支撐托架安裝前先進(jìn)行母材UT檢驗(yàn),再進(jìn)行覆蓋焊接,打磨平整后再進(jìn)行母材覆蓋焊縫UT檢驗(yàn)。依據(jù)圖NF-4441-1,覆蓋焊縫長寬要求大于焊接所需空間10 mm,厚度1/2in(1in=25.4mm)。母材覆蓋焊縫UT檢驗(yàn)合格后再進(jìn)行拉耳或支撐托架安裝焊接。
最優(yōu)化的方案是在采購合同中要求供貨方依據(jù)ASME NF-4441(d)條款“材料應(yīng)滿足SA-770《特殊用途鋼板沿板厚方向的拉伸試驗(yàn)》的驗(yàn)收標(biāo)準(zhǔn)”完成厚度方向的拉伸試驗(yàn),隨箱提交合格的試驗(yàn)報(bào)告給安裝現(xiàn)場,從而滿足ASME NF-4441對母材的要求。
6.4 支撐安裝焊接時的溫度控制
PRZ支撐拉耳或SG支撐托架為厚板,預(yù)熱溫度和層間溫度應(yīng)嚴(yán)格按照批準(zhǔn)的焊接工藝規(guī)程執(zhí)行。
如由于設(shè)備供貨等原因造成施工邏輯改變,即結(jié)構(gòu)模塊混凝土已經(jīng)澆筑,再安裝支撐,應(yīng)提前考慮對混凝土的保護(hù),提請?jiān)O(shè)計(jì)確認(rèn)。
6.5 支撐安裝焊后熱處理(PWHT)
SG中部和下部水平支撐托架焊縫和PRZ上部水平支撐拉耳焊縫設(shè)計(jì)要求進(jìn)行PWHT。
在PWHT結(jié)束前不得拆除防變形工裝。
如由于設(shè)備供貨等原因造成施工邏輯改變,即結(jié)構(gòu)模塊混凝土已經(jīng)澆筑,再安裝支撐托架或耳板,應(yīng)考慮對混凝土的保護(hù)。
6.5.1 SG中部和下部水平支撐托架
該托架焊縫直接焊接在結(jié)構(gòu)模塊墻體上,此時不允許進(jìn)行PWHT,應(yīng)提前考慮,提請?jiān)O(shè)計(jì)確認(rèn)。
依據(jù)按ASME CODE N1-71-18中9.2.1條規(guī)定“S-No.3母材采用超低氫型焊條、預(yù)熱溫度不低于121℃、含碳量小于等于0.25%、厚度小于等于4 in(1 in=25.4 mm)同時滿足時,可以免除PWHT”。
應(yīng)注意:需要采購擴(kuò)散氫含量不大于H4的焊條;PWHT是重要變素,需要重新進(jìn)行工藝評定;焊接工藝規(guī)程最高層間溫度應(yīng)體現(xiàn)設(shè)計(jì)要求并嚴(yán)格執(zhí)行,防止損壞混凝土。
6.5.2 PRZ上部水平支撐拉耳焊縫
該支撐拉耳焊縫PWHT應(yīng)注意對結(jié)構(gòu)模塊墻體的影響,應(yīng)提前考慮,提請?jiān)O(shè)計(jì)確認(rèn)。
6.6 SG中部水平支撐托架(南側(cè))和下部水平支撐兩塊托板間距控制
這兩個支撐托架組件由2塊帶耳孔的托板組成,托板間無筋板,兩塊托架間距設(shè)計(jì)要求偏差值較小,尺寸控制要求高。實(shí)際施工中SG橫向支撐墻體托架所依托的CA01墻體已經(jīng)變形,原設(shè)計(jì)測量基準(zhǔn)點(diǎn)已經(jīng)不在墻面上。因此組對時除Y軸方向預(yù)留收縮量外,兩板之間的距離根部組對間距和頂部組對間距縮應(yīng)適當(dāng)縮小。不要時應(yīng)進(jìn)行工藝模擬試驗(yàn)。
7 結(jié)論
AP1000是全球首堆,主設(shè)備核一級支撐的焊接質(zhì)量管理無成功經(jīng)驗(yàn)可以借鑒,其焊接質(zhì)量管理與控制存在極大挑戰(zhàn)。技術(shù)準(zhǔn)備的前瞻性和嚴(yán)格執(zhí)行工藝規(guī)程參數(shù)和工藝試驗(yàn)?zāi)M驗(yàn)證的技術(shù)工藝措施,是保證焊縫質(zhì)量和安裝尺寸偏差的保障。目前主設(shè)備支撐在各單位的密切配合下已圓滿完成安裝焊接工作,焊縫質(zhì)量良好,安裝尺寸偏差滿足要求,達(dá)到設(shè)計(jì)預(yù)期的質(zhì)量目標(biāo)。
論述了主設(shè)備支撐焊接施工各階段控制要點(diǎn),重點(diǎn)闡述關(guān)鍵質(zhì)量控制要素,提出技術(shù)準(zhǔn)備要求與控制措施。實(shí)踐證明通過前瞻性的施工前準(zhǔn)備以及嚴(yán)格的過程控制,是能夠確保主設(shè)備支撐的焊接質(zhì)量滿足設(shè)計(jì)要求,為后續(xù)AP1000項(xiàng)目主設(shè)備支撐的焊接質(zhì)量控制的標(biāo)準(zhǔn)化提供參考。
[1]孫漢虹.第三代核電技術(shù)[M].北京:中國電力出版社,2010.
[2]ASMEⅡ卷/ⅢNF分卷/Ⅴ卷/Ⅸ卷美國機(jī)械工程師協(xié)會[S].
[3]HAF 601民用核安全設(shè)備設(shè)計(jì)制造安裝和無損檢驗(yàn)監(jiān)督管理規(guī)定[S].
[4]HAF 603民用核安全設(shè)備焊工焊接操作工資格管理規(guī)定[S].
[5]SNT-TC-1A美國無損檢測協(xié)會無損檢測人員的資格評定和證書.
[6]ASTM A577鋼板超聲直射波檢驗(yàn)的標(biāo)準(zhǔn)規(guī)范[S].
[7]ASTM A578鋼板超聲斜射波檢驗(yàn)的標(biāo)準(zhǔn)規(guī)范[S].
Welding quality control of main equipment support for AP1000 nuclear power plant
HAO Jian,CAI Lei,YANG Jiaqi
(Sanmen SPMO China Nnuclear Engineering Co.,Ltd.,Sanmen 317109,China)
AP1000 is an advanced third generation nuclear power plant in the world,its main equipment supports are largely exposed to radioactive environment during operation condition which makes it bear frequent dynamic loads and impact loads.A strict requirement for supports'welding quality control is necessary under such bad operating condition.As required for high welding quality control,two measures should be carried out,the first one is foresight in technical preparation,the other one is following the specification procedure parameter and measures strictly verified by processing test simulation.The processing measures used in the installation of the actual product must be verified by simulation test.Based on site welding,the welding quality control of main equipment support for AP1000 plant is expound in this paper,and this will be helpful for welding quality control in follow-up projects in the future.
main equipment support for AP1000 plant;foresight;welding quality control
TG40
B
1001-2303(2015)08-0015-05
10.7512/j.issn.1001-2303.2015.08.04
2015-05-13
郝建(1973—),男,四川漢源人,工程師,學(xué)士,主要從事AP1000 N1焊接質(zhì)量控制工作。
猜你喜歡
美與時代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
人大建設(shè)(2019年12期)2019-05-21 02:55:32
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
