色噪聲下卡爾曼濾波磁光成像焊縫跟蹤算法
2015-01-09 09:43:50高向東蕭振林陳曉輝
電焊機 2015年8期
張 馳,高向東,蕭振林,陳曉輝
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東番禺511400)
色噪聲下卡爾曼濾波磁光成像焊縫跟蹤算法
張 馳1,高向東1,蕭振林2,陳曉輝2
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東番禺511400)
焊縫跟蹤是保證激光焊接質量的前提,在激光焊接過程中,精確地識別和跟蹤焊縫非常重要。以緊密對接平板激光焊為試驗對象,研究一種色噪聲環境下應用卡爾曼濾波最優狀態估計對焊縫偏差進行預測的方法。使用磁光傳感器攝取焊縫磁光圖像并提取焊縫位置參數,建立基于焊縫位置參數的系統測量方程和狀態方程。應用擴展狀態向量的方法建立色噪聲環境下的卡爾曼濾波算法,對焊縫位置進行最優狀態估計,得到均方差極小值情況下的焊縫偏差預測最優值,減小系統噪聲對焊縫位置識別的影響。試驗結果表明所提方法可以顯著提高焊縫跟蹤的準確性。
焊縫跟蹤;磁光成像;色噪聲;卡爾曼濾波
0 前言
激光焊接是一種先進的焊接工藝技術,在現代加工制造中發揮著越來越重要的作用。激光焊接能量密度極高,熱影響區域小,因此其對焊縫間隙有著嚴格的要求,為了保證激光焊接的質量,要求焊縫間隙必須遠小于光斑直徑。由于焊縫間隙小,使得激光束準確對中焊縫成為實現高質量焊接的重要因素,因此,焊接過程的精確跟蹤是激光焊接的關鍵所在[1]。目前,焊縫跟蹤方法主要有結構光視覺傳感法、焊縫區直接圖像傳感法和激光頻閃攝像法。這三種方法對于焊縫寬度小于0.1 mm的微間隙焊縫都難以實現精確有效地自動檢測和跟蹤[2-3],為此研究了一種基于磁光成像傳感的焊縫識別新方法[4]。
在激光焊接過程中,被焊材料的溫度、磁光傳感器與焊件的間距都會產生波動,并影響到焊縫磁光成像。因此焊縫磁光圖像必然包含很多噪聲干擾。考慮到各種噪聲的干擾,探索一種卡爾曼濾波預測焊縫偏差的新方法。從磁光傳感器攝取的磁光圖像中提取焊縫位置參數并構成狀態向量,建立系統狀態方程和測量方程。在此數學模型下應用卡爾曼濾波對焊縫位置參數進行最優估計,減小系統噪聲與測量噪聲對焊縫位置檢測的影響,得到最小均方差條件下的焊縫偏差最優預測值,為焊縫的糾偏提供實時有效的控制參量,提高焊縫跟蹤精度[5]。
1 磁光檢測微間隙焊縫試驗
根據法拉第旋光效應,一束線偏振光通過旋光性介質時,如果在介質中沿光傳播方向施加外磁場B,則光通過介質后,光的振動面轉過一定角度θ。轉角θ在材料確定的情況下,主要與光的波長、外磁場強度、光在介質中傳播的路程有關。通過法拉第旋光效應,構建焊縫跟蹤試驗平臺,如圖1所示。試驗平臺包括YAG激光焊接系統、磁光傳感器、保護氣(氬)、工作臺、伺服控制電機和相應夾具等。
由于磁場激勵器的影響,磁場在焊縫處會發生變化,磁光傳感器能檢測出這種磁場的變化,形成的磁光圖像則包含了焊縫位置信息。以低碳鋼平板緊密對接為試驗研究對象,焊縫間隙小于0.1 mm,實物如圖2a所示,圖2b為其對應的磁光圖像。

圖1 焊縫跟蹤試驗裝置示意
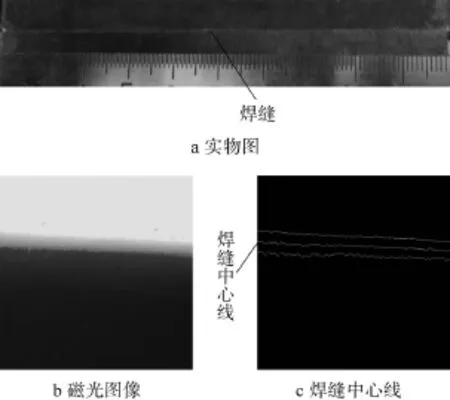
圖2 焊縫實物圖與磁光圖像
2 焊縫位置參數和焊縫偏差
試驗材料選用兩塊厚1.5 mm的緊密對接的低碳鋼平板,焊件運動由工作臺的精密伺服電動機驅動,試驗條件如表1所示。為了充分反映實際生產環境中激光焊接的跟蹤情況,試驗采用偏斜焊縫路徑,激光頭行走路徑橫跨焊縫,依次經歷左偏、對中、右偏三種情況,焊接路徑如圖3所示。磁光傳感器剛性連接在激光頭上,隨激光頭同步運動實時獲取焊縫信息。激光頭與磁光傳感器相對位置固定,因此根據磁光傳感器探測的焊縫偏差即可推算出激光束與焊縫之間的偏差信息。
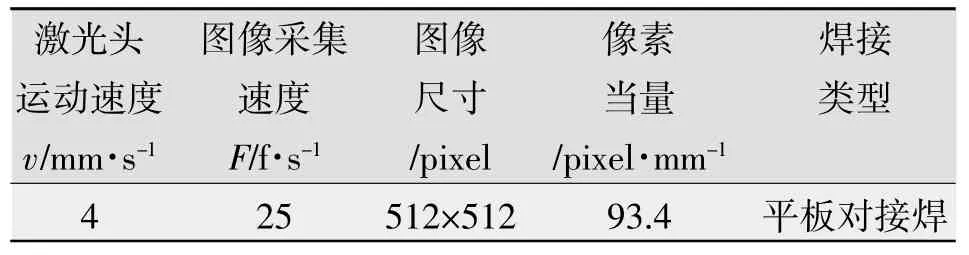
表1 激光焊接磁光成像試驗條件
分析一組焊接動態序列磁光圖像,通過灰度拉伸、中值濾波、二值化、形態學變換和邊緣提取,得到焊縫中心,如圖2c所示。計算焊縫偏差,得到焊縫位置參數測量值,如圖4所示。焊接過程中焊縫偏差測量值與實際值較為接近,但由于系統噪聲的干擾,測量值有一定波動。
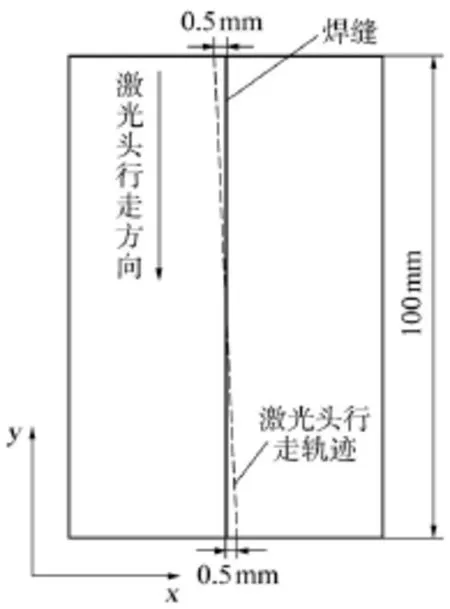
圖3 焊縫跟蹤路徑示意
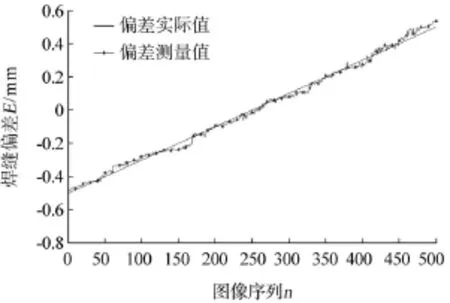
圖4 焊縫偏差實際值與測量值
3 系統狀態方程與測量方程
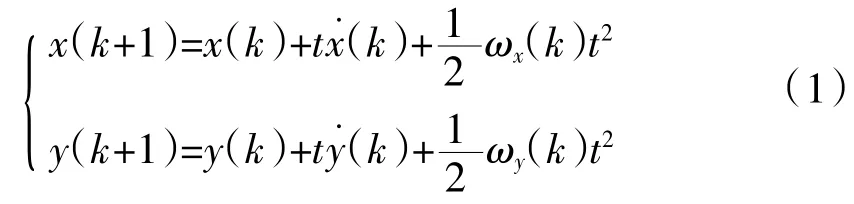
建立精確的系統狀態轉移數學模型和測量模型是卡爾曼濾波預測焊縫位置的前提。焊接過程中,焊件相對于激光束在x-y平面上運動,定義焊縫位置在k時刻時為(x(k),y(k)),k+1時刻為(x(k+ 1),y(k+1)),k時刻,焊件x方向與激光束的相對運動速度為方向與激光束的相對運動速度為采樣時間為t,激光束在x和y兩個方向的加速度分別表示為ωx(k),ωy(k),則描述焊縫位置的方程可表述為[6]
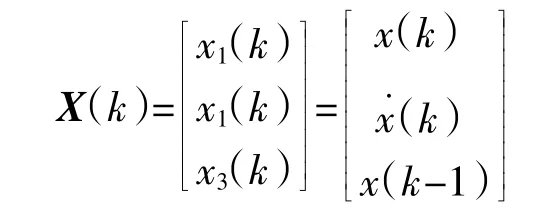
由于激光束與焊件在x方向與y方向相互獨立地運動,而焊縫偏差主要產生在x方向,因此只考慮x方向即可。以焊縫當前位置參數、當前速度和前一時刻位置參數構造狀態向量,即[6]
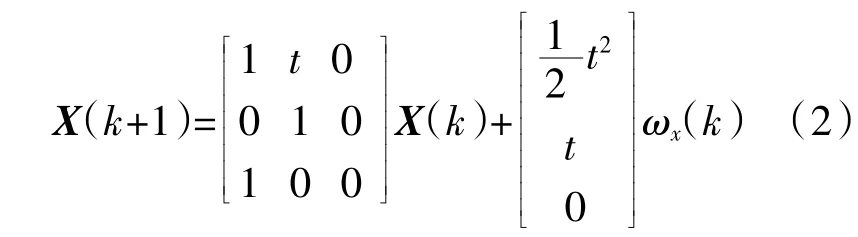
得到系統狀態方程為[6]
1.報社問題頻發,競爭激烈。“微時代”環境下有的傳統媒體的生存狀況不容樂觀,同時,傳統媒體之間的競爭更加激烈,形成“適者生存,不適者被淘汰”的局面。據2014年4月23日《人民日報》報道,因虛假新聞問題,200余家報刊被查處,這種嚴峻情況反映了傳統媒體已經出現了生存危機,紙質媒體的銷路受阻,人們對紙媒態度的淡漠等問題凸現出來,一些新聞記者或編輯“鋌而走險”,結果導致報社受到嚴重懲罰。


4 色噪聲卡爾曼濾波模型
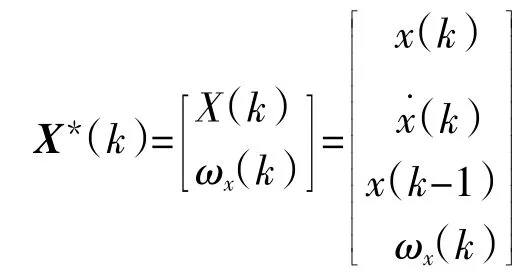
實際焊接過程中系統動態噪聲ωx(k)并非為白噪聲,而是焊接系統所產生的相關色噪聲。而在傳統Kalman濾波的推導中,系統噪聲和測量噪聲必須是相互獨立的高斯白噪聲,色噪聲的存在導致卡爾曼濾波的精度降低,因此在預測焊縫位置時無法直接用傳統卡爾曼濾波算法進行處理,需要將有色噪聲歸入系統狀態向量,實現色噪聲的白化從而滿足卡爾曼濾波對噪聲的要求。
設系統動態噪聲服從自回歸模型,焊接過程色噪聲采用一階自回歸模型表示,對實際焊接來說能夠滿足要求[7]。設

式中e(k)為高斯白噪聲。
系統狀態方程及焊縫位置測量方程為

即
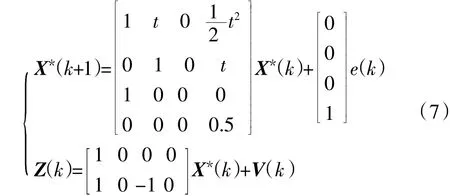

通過以上系統狀態向量維數擴展處理將系統色噪聲白化,從而達到傳統卡爾曼濾波對噪聲的要求。應用卡爾曼濾波對狀態方程進行處理,其流程如圖5所示。
5 試驗結果與分析
基于卡爾曼濾波的焊縫跟蹤,是在觀測序列Z(k)已知的條件下,使得估計誤差達到最小方差的條件下,預測焊縫偏差。首先必須確定濾波的初始狀態,以起始相鄰兩幀圖像中的焊縫位置相關參數作為濾波的狀態初始值。在噪聲的影響下,相鄰時刻焊縫位置參數偏移量在0.02 mm內隨機波動,取系統動態噪聲初值ωx(l)=0.01,得到濾波狀態的初始值為

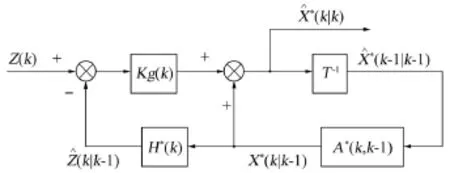
圖5 卡爾曼濾波算法流程
計算k=2時刻的狀態一步預測值

k=2時刻的測量值為

計算測量的預測值為

可得到狀態向量最佳濾波值

完成一次濾波后,依次對每個時刻的焊縫位置參數進行濾波處理,得到整個焊接過程的焊縫偏差,如圖6所示,可以看出,濾波后的焊縫偏差值比測量值更接近偏差的實際值。
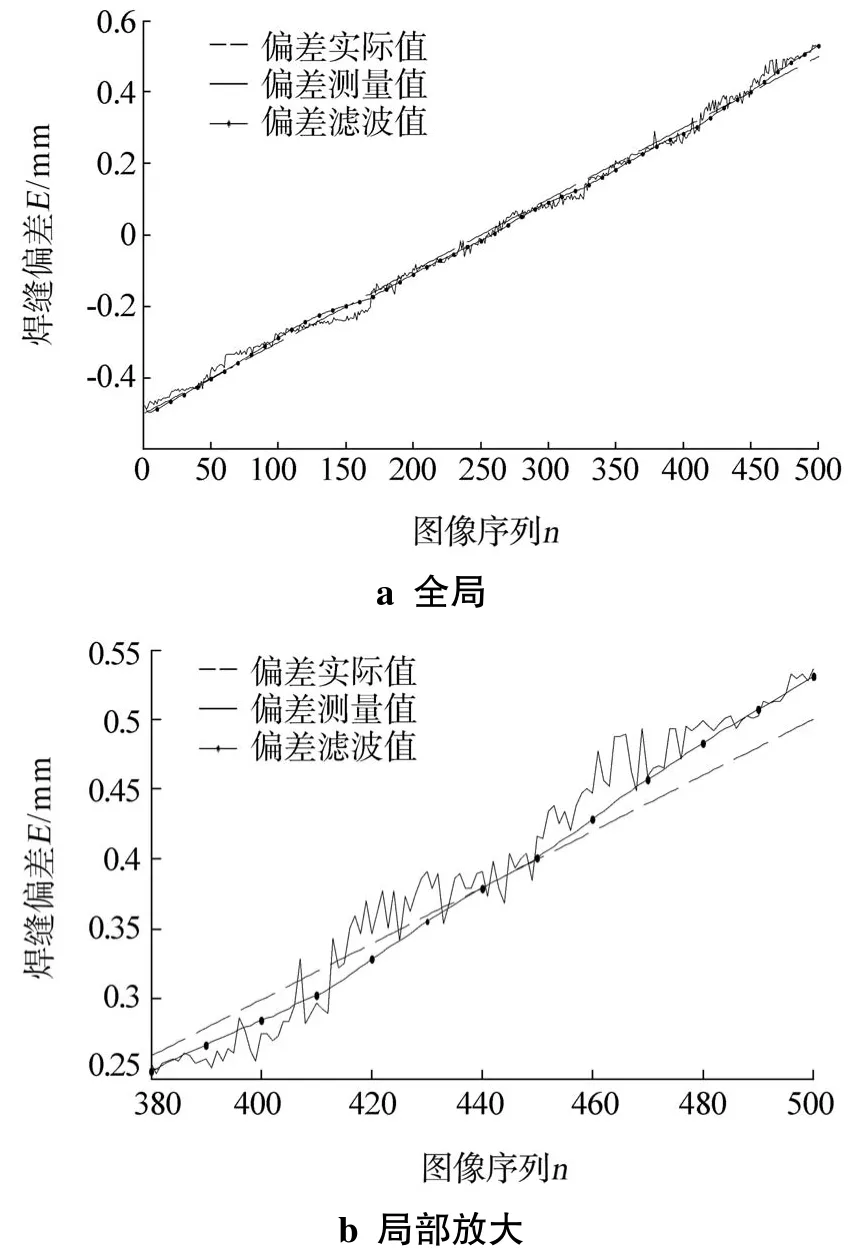
圖6 焊縫偏差實際值、測量值與濾波值
為更好地比較濾波后的焊縫偏差與測量值的精確度,定義焊縫誤差其中α為焊縫偏差測量值或濾波值,β為焊縫偏差實際值。由此可知,焊縫誤差e越小,焊縫偏差越接近實際值,跟蹤精度越高。對試驗所得的數據進行焊縫誤差的計算,得到曲線如圖7所示。濾波后的焊縫誤差與測量誤差對比如表2所示,由圖7和表2可知濾波后焊縫偏差更加接近實際值,而且濾波后焊縫偏差的波動更小和平滑。試驗驗證了過程色噪聲下卡爾曼濾波可以抑制系統噪聲的影響,得到更精確的焊縫偏差參數。
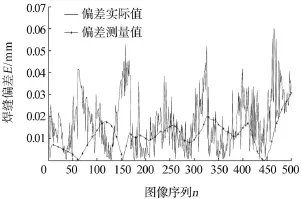
圖7 焊縫測量誤差和濾波誤差
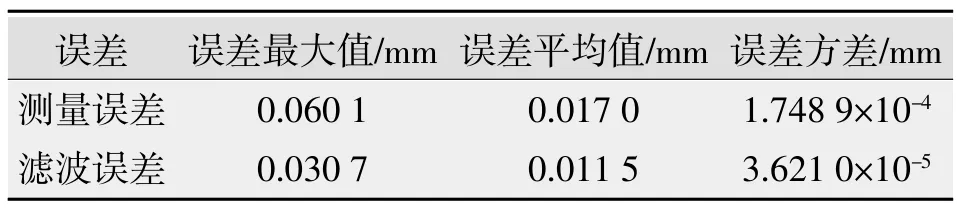
表2 焊縫測量誤差與濾波誤差對比
6 結論
針對緊密對接的微間隙焊縫,磁光傳感器可以攝取到包含焊縫信息的磁光圖像。由磁光圖像中提取出焊縫的位置信息并構成狀態向量,構造系統狀態方程與測量方程,在過程色噪聲環境下應用卡爾曼濾波實現對焊縫位置狀態的最優估計,減小系統噪聲的干擾,為實時糾偏提供有效可靠的焊縫偏差信息,提高焊縫跟蹤精度。
[1]徐國建,王虹,唱麗麗,等.激光焊接的特性[J].電焊機,2010,40(11):57-64.
[2]FANG Z J,XU D,TAN M.Visual seam tracking system for butt weld of thin plate[J].International Journal of Advanced Manufacturing Technology,2010(49):519-526.
[3]房加強,何建萍,王付鑫,等.視覺傳感技術的應用研究與發展趨勢[J].電焊機,2013,43(4):46-50.
[4]GAO X D,LiuYH,YOUDY.Detection of micro-weld joint by magneto-optical imaging[J].Optics&Laser Technology,2014(62):141-151.
[5]GAO X D,YOU D Y,SEIJI KATAYAMA.Seam Tracking MonitoringBasedonAdaptiveKalmanfilterEmbeddedElman Neural Network During High-power Fiber Laser Welding[J]. IEEE TRANSACTIONSONINDUSTRIALELECTRONICS,2012,59(11):4315-4325.
[6]劉益,高向東,張弛.卡爾曼濾波磁光成像計盒維數焊縫跟蹤算法[J].電焊機,2015,45(1):132-136.
[7]高向東,仲訓杲,游德勇,KATAYAMA Seiji.色噪聲下卡爾曼濾波焊縫跟蹤算法與試驗研究[J].控制理論與應用,2011,28(7):931-935.
Kalman filtering algorithm with colored noise for seam tracking based on magneto-optical imaging
ZHANG Chi1,GAO Xiangdong1,XIAO Zhenlin2,CHEN Xiaohui2
(1.School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2. Guangzhou Panyu Gofront Dyeing&Finishing Machinery Manufacturer Ltd.,Panyu 511400,China)
Seam tracking is prerequisite for laser welding quality.It is very important to accurately detect weld position and track the weld path in laser welding process.For micro butt-joint laser welding of two low carbon steel plates,an approach is investigated to estimate the seam offset by using the Kalman filtering optimal state estimation under the colored noise environment.A magnetooptical sensor based on the principle of Faraday magneto effect is applied to acquire the magneto-optical images of welds.The weld position parameters can be extracted by using image processing techniques.The state-equation based on the weld position parameters and the measurement-equation for the weld position is established.A Kalman filtering algorithm under colored noise environment is developed by augmenting the state vectors to obtain the optimal seam offset prediction under the condition of minimum mean square error through the optimal state estimation of weld position.This algorithm can reduce the system noises interference influence. Experiment results show that the accuracy of seam tracking can be improved significantly by Kalman filtering algorithm.
seam tracking;magneto-optical imaging;colored noise;kalman filtering
TG409
A
1001-2303(2015)08-0081-05
10.7512/j.issn.1001-2303.2015.08.17
2014-05-16;
2015-08-03
收稿日期:國家自然科學基金(51175095);廣東省自然科學基金(10251009001000001);廣東省學科建設科技創新項目(2013KJCX0063);廣東省協同創新與平臺環境建設專項資金項目(503149102077);廣東省重大科技專項(2014B090921008);廣州市科學研究專項(1563000554);佛山市科技創新專項資金項目(2014AG10015)
張馳(1990—),男,安徽人,在讀碩士,主要從事焊接自動控制的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
北京航空航天大學學報(2017年9期)2017-12-18 07:12:25
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
電源技術(2016年9期)2016-02-27 09:05:39
電源技術(2015年1期)2015-08-22 11:16:28
