背面成形方式對A7N01鋁合金激光-MIG復合焊接頭組織性能的影響
2015-01-09 09:43:38何曉龍曹春鵬邱培現崔云龍
電焊機 2015年8期
何曉龍,曹春鵬,邱培現,崔云龍
(南車青島四方機車車輛股份有限公司,山東青島266110)
背面成形方式對A7N01鋁合金激光-MIG復合焊接頭組織性能的影響
何曉龍,曹春鵬,邱培現,崔云龍
(南車青島四方機車車輛股份有限公司,山東青島266110)
針對高速列車用6 mm厚A7N01P-T4鋁合金,進行強制成形和背部加永久墊板兩種接頭形式的激光-MIG復合焊接試驗,并對比分析焊接接頭的宏觀成形、顯微組織、力學性能,以此研究激光-MIG復合焊對兩種接頭型式的適應性。實驗結果表明,兩種接頭型式均可獲得外觀成形良好、顯微組織正常的焊縫;而力學性能方面,當背部加永久墊板時的接頭抗拉強度較強制成型時的接頭提高11 MPa,激光-MIG復合焊接高速列車用6 mm厚A7N01P-T4鋁合金板時采用背部加永久墊板的接頭形能取得較好的性能。
鋁合金;激光-MIG復合焊接;背面強制成形;永久襯墊成形
0 前言
目前我國高速動車組車體主要采用5系、6系以及7系鋁合金焊接結構組成,在車體制造中鋁合金焊接多采用TIG和MIG兩種方法[1-2]。而鋁合金的傳統電弧焊存在生產效率低、熱輸入大、結構變形大以及接頭強度下降嚴重等問題[3-4]。激光-MIG復合焊接技術作為一種新型高能束流加工技術,它充分利用激光和電弧兩種熱源的優勢,實現優質、高效和大熔深焊接,是當前最具發展潛力和應用前景的鋁合金焊接技術,成為工業應用領域的研究熱點[5-7]。
在此采用背面強制成形式及永久襯墊成形,系統研究了兩種成型方式下鋁合金激光-MIG復合焊的組織及性能變化規律。這為激光復合焊技術在工程應用中提供了基礎數據支持,對激光復合焊在高速列車用鋁合金焊接時的工況適應性進行了一定探索。
1 試驗材料和方法
1.1 試驗材料
試驗用母材為A7N01P-T4鋁合金,試板尺寸300 mm×150 mm×6 mm。填充材料為ER5356焊絲,直徑1.6 mm。母材及填充焊絲的化學成分如表1所示。焊前對試板進行表面油污及氧化膜去除處理。

表1 A7N01P-T4鋁合金及ER5356焊絲化學成分%
1.2 焊接工藝參數
兩種接頭坡口型式如圖1所示。試驗使用IPG YLS-4000光纖激光器(光纖芯徑200 μm,輸出波長1.06 μm)和Kemppi pulse 450焊機。采用激光前導的方式,光絲間距3 mm,焊槍、激光器與焊接方向同軸,焊槍與試板夾角73°,激光器與試板夾角106°,激光離焦量為0 mm,如圖2所示,保護氣(99.999%氬氣)流量35 L/min。

圖1 接頭坡口型式
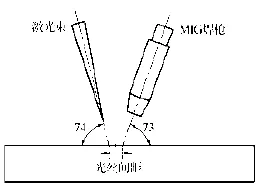
圖2 激光-MIG復合焊相對位置示意
對兩種接頭型式的復合焊接進行工藝參數優化實驗,優化后的焊接工藝參數如表2所示。

表2 焊接工藝參數
1.3 試驗方法
試板焊后觀察宏觀成形;接頭進行滲透探傷和X射線數字成像探傷,檢測表面缺陷和內部缺陷情況,X射線探傷設備型號為XXQ2505D-XK3.2;沿焊縫橫截面制備金相試樣,經研磨拋光后用混合酸進行腐蝕,使用Alm蔡司顯微鏡觀察接頭熔合區及焊縫中心金相組織;根據GB/T 2651-2008《焊接接頭拉伸試驗方法》制取拉伸試樣,使用WDW3100微機控制電子萬能試驗拉伸機測試接頭的拉伸性能,根據GB2653-1989《焊接接頭彎曲及壓扁試驗方法》制取彎曲試樣,使用液壓萬能試驗機對試樣進行圓形壓頭壓彎試驗,針對6 mm厚試板試驗選用壓頭直徑D=36 mm,彎曲角α=180°。
2 試驗結果和分析
2.1 焊接接頭宏觀成形與無損探傷結果
激光-MIG復合焊接A7N01P-T4鋁合金,在兩種成形形式下均獲得宏觀成型良好的焊接接頭,焊縫形貌如圖3所示。兩種接頭焊縫余高均較低,正面魚鱗紋明顯,加銅墊板強制成形的接頭背面成形連續均勻,背部加永久墊板的接頭適度熔透。從焊縫截面圖看,背部加永久墊板的焊接接頭與母材兩邊的融合效果更佳,接頭與母材結合部位過渡更為平滑。這與永久墊板接頭型式下焊接熱輸入相對提高,焊接過程中熔化的金屬流動性加強,因此焊縫與母材兩側熔合情況改善。兩種試板滲透探傷和射線探傷結果均未發現明顯缺陷,結果如圖4所示。焊縫內部氣孔數量很少,表面無裂紋、未焊透、未熔合等缺陷,無損探傷情況良好。
2.2 焊接接頭顯微組織
兩種成型形式的試板接頭顯微組織相差不大,結果如圖5所示。接頭熔合區近焊縫側為垂直于熔合線生長的柱狀晶,靠近母材一側為受熱長大、延軋制方向伸長的晶粒,焊縫區等軸樹枝晶雜亂無序,α(Al)+β(Mg5Al8)均勻分布,同時還有少量骨骼狀Mg2Si析出;靠近熔合線的熱影響區組織有受熱長大現象,但長大現象不是很明顯,而且熱影響區與母材界線從金相組織圖中很難界定;母材為延軋制方向伸長的晶粒。
2.3 焊接接頭常規力學性能
通過試驗得到6 mm厚A7N01P-T4鋁合金板母材平均抗拉強度為360 MPa。對試驗得到的兩種試板焊接接頭取樣進行拉伸試驗,接頭拉伸試驗均在焊態未經時效的狀態下進行,拉伸試驗結果如表3所示。結果顯示,強制成型試板接頭平均抗拉強度為270 MPa,背部加永久墊板的試板平均抗拉強度達到281 MPa,較強制成形試板高11 MPa,達到母材平均抗拉強度的78%。分析兩種接頭截面圖可知,背部加永久墊板得到的焊接接頭與母材兩側的熔合情況更佳,這與兩種試板焊接工藝參數有一定差異有關。背部加永久墊板時焊接熱輸入可以相對提高,這可以讓熔池金屬流動性加強,改善接頭過渡情況,使熔合線向母材一側推移,從而提高整個焊接接頭的強度。
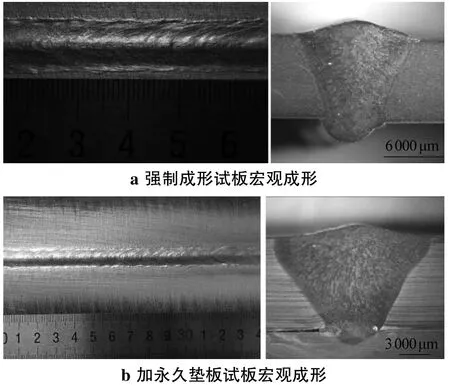
圖3 試板宏觀成形
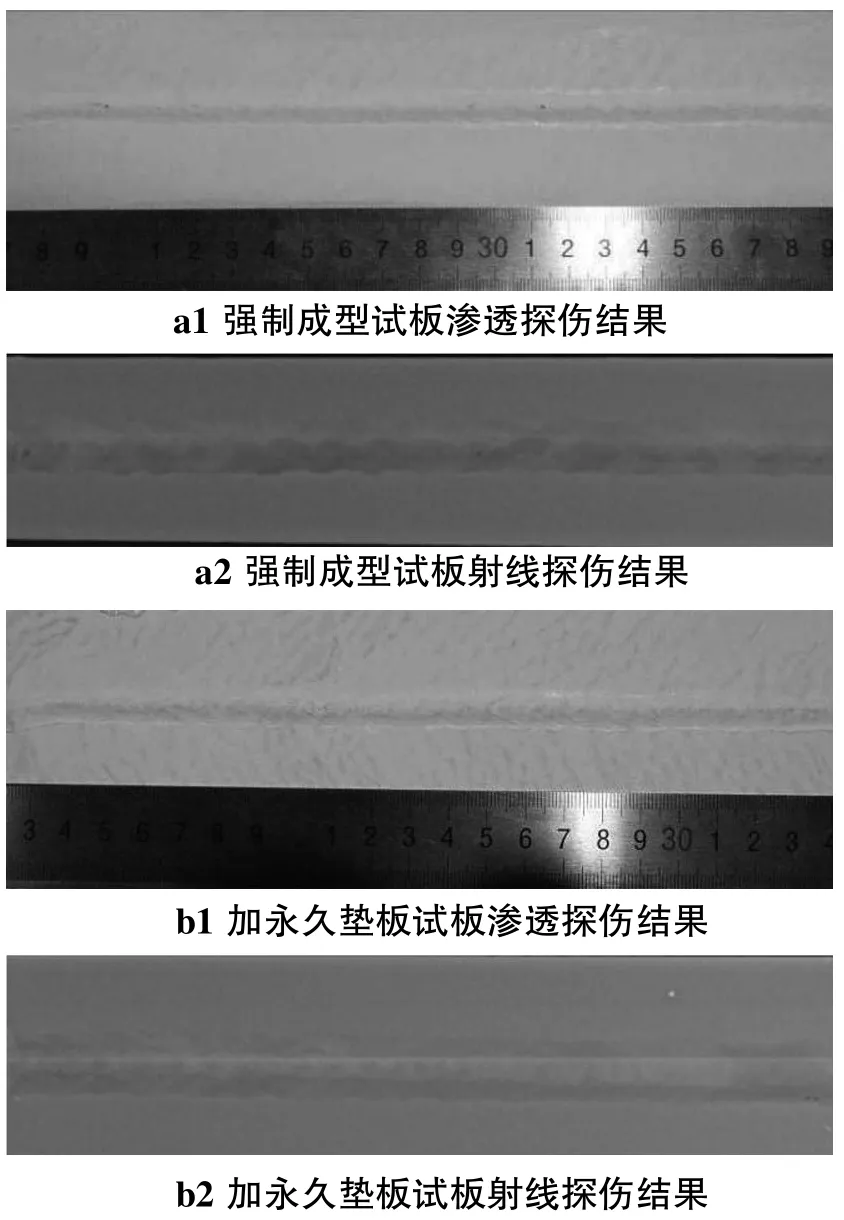
圖4 試板無損探傷結果
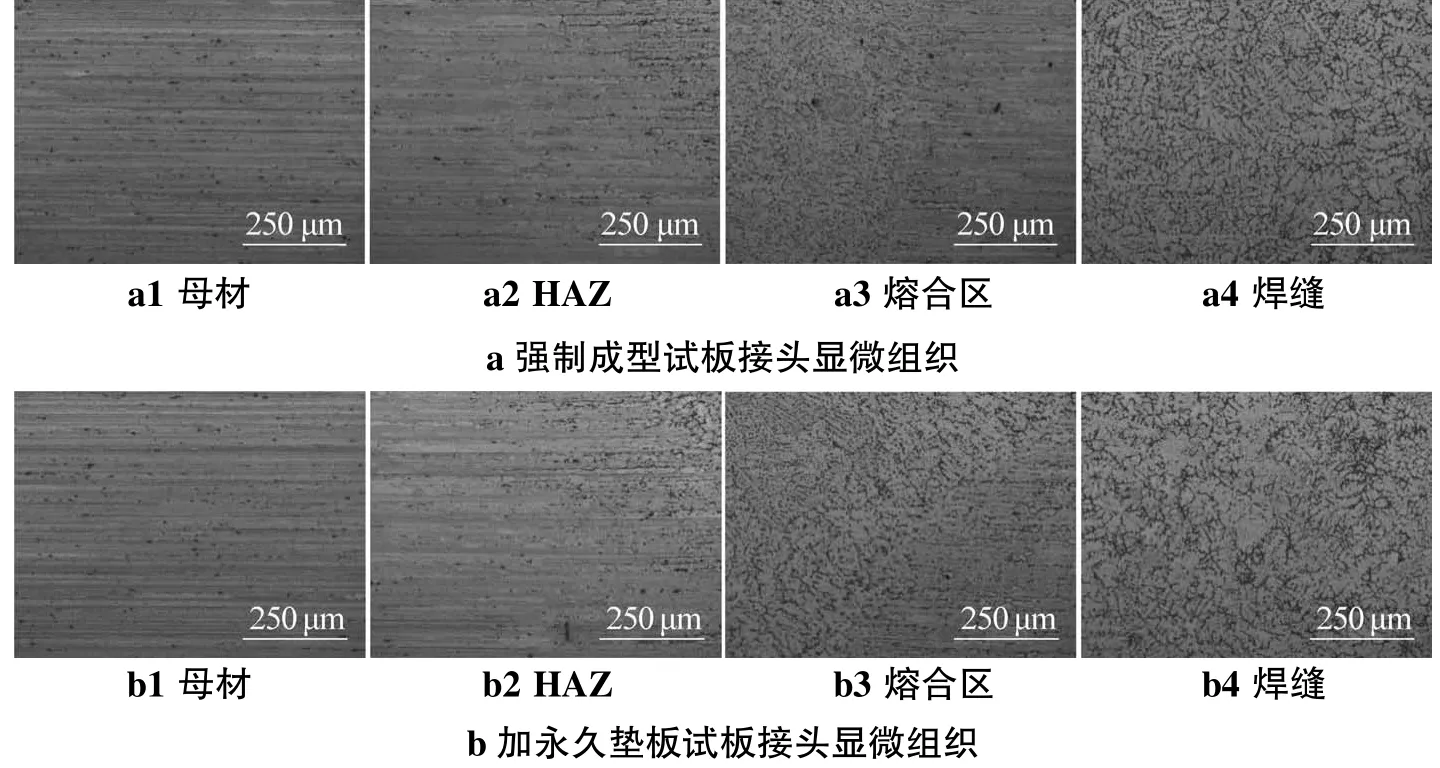
圖5 接頭顯微組織
對兩種試板焊接接頭進行彎曲試驗,試驗結果如表4所示。兩種接頭面彎和背彎實驗達到180°時均未出現裂紋,彎曲變形過渡良好,在焊縫中心達到最大圓弧過渡,彎曲后如圖6所示。彎曲試驗結果顯示,兩種接頭彎曲性能良好,達到使用要求。
3 結論
(1)激光-MIG復合焊接A7N01P-T4鋁合金板強制成形和背部加永久墊板兩種成形方式下均可獲得外觀成形較好、適度熔透、探傷結果良好的焊接接頭。
(2)激光復合焊在兩種成形方式下獲得的接頭微觀組織差異性不大,背面成形方式改變對接頭組織無明顯影響。
(3)采用背部加永久墊板的成型方式時,接頭與母材的熔合情況更好,結合部位過渡更平滑。
(4)背部加永久墊板的復合焊接頭焊態平均抗拉強度為281 MPa,達到母材的78%。強制成形試板接頭平均抗拉強度為270 MPa。
表3 拉伸試驗結果

表4 彎曲試驗結果
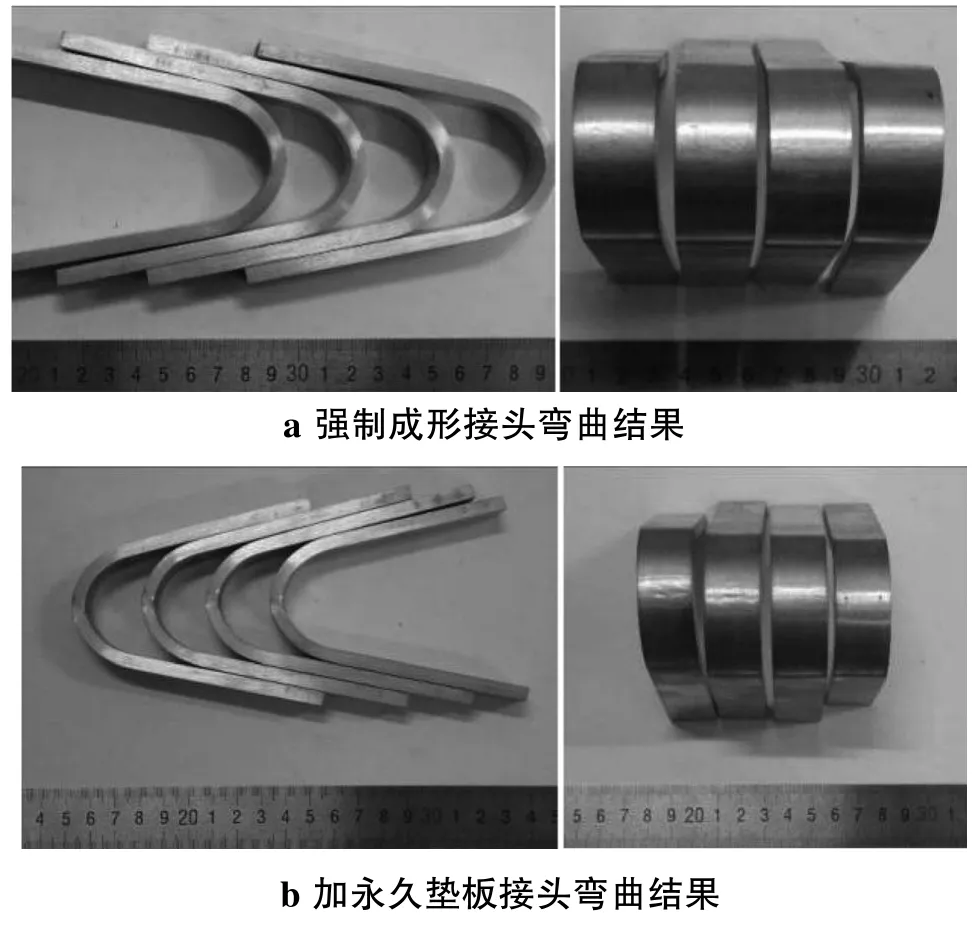
圖6 彎曲性能結果
[1]Mazar Atabaki M,Nikodinovski M,Chenier P,et al.Experimental and numerical investigations of hybrid laser arc welding of aluminum alloys in the thick T-joint configuration[J].J Optics&Laser Technology,2014(59):68-92.
[2]王元良,駱德陽,王一戎.我國高速列車焊接技術及其新發展[J].電焊機,2008,38(8):8-12.
[3]張世欣,苗海濱,張振亞,等.激光對7N01鋁合金復合焊焊接接頭組織性能的影響[J].熱加工工藝,2014,43(21):43-46.
[4]閆少華,朱宗濤,聶媛,等.7N01鋁合金激光-MIG復合焊接工藝研究[J].熱加工工藝,2014,43(3):37-43.
[5]丁灝,馬云霞,白培康,等.鋁合金激光焊新技術[J].熱加工工藝,2012,41(3):111-113.
[6]Chen Yanbin,Miao Yugang,Li Liqun.Joint performance of laser-TIG double-side welded 5A06 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China,2009,19(1):26-31.
[7]Petring D.Extended range of applications for laser beam welding by laser-MIG hybrid technique[J].Laser Opto,2001,33(1):50-56.
Influence of back forming methods on microstructure properties of welded joint in Laser-MIG hybrid welding for A7N01 aluminum alloy
HE Xiaolong1,CAO Chunpeng1,QIU Peixian1,CUI Yunlong1
(CSR Qingdao Sifang Co.,Ltd.,Qingdao,China)
Laser-MIG hybrid welding is applied to weld 6 mm thickness A7N01P-T4 aluminum alloy profile of high speed train.The joint type with permanent backing plate and copper backing plate are used in this study.Weld formation,microstructure and mechanical properties of welded joint are studied to research the condition suitability for joint type of laser-MIG hybrid welding.The results show that different joint types can get similar weld formation and microstructure,but the tensile strength of the joint with permanent backing plate is improved,and 11 MPa more than the other.Joint with permanent backing plate is more suitable for laser-MIG hybrid welding of 6mm thickness A7N01P-T4 aluminum alloy profile.
aluminum alloy;laser-MIG hybrid welding;backing forced forming;permanent backing plate forming
TG407
B
1001-2303(2015)08-0032-04
10.7512/j.issn.1001-2303.2015.08.07
2015-04-29;
2015-05-16
何曉龍(1976—),男,河北滿城人,高級工程師,碩士,主要從事軌道車輛焊接質量控制及過程管理方面的工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
