高速電弧噴涂技術制備Fe基非晶涂層及其性能
2015-01-09 09:44:10牛衛杰宋曉勇高守陽吳亞軍王國平
電焊機 2015年8期
牛衛杰,宋曉勇,高守陽,吳亞軍,王國平
(合肥工業大學材料學院,安徽合肥230009)
高速電弧噴涂技術制備Fe基非晶涂層及其性能
牛衛杰,宋曉勇,高守陽,吳亞軍,王國平
(合肥工業大學材料學院,安徽合肥230009)
利用自設的新型粉芯絲材,通過高速電弧噴涂技術制備了FeCrBAlNiSi非晶涂層,針對涂層的組織結構和性能進行了深入研究。結果表明,涂層組織致密,其層狀結構呈薄片形,涂層孔隙率為5.6%。涂層含有29%的非晶相,且主要存在于近基體涂層中,而晶體相則主要為Fe-Cr相、AlNi3相、CrB相、Ni4B3相和Al2O3相。非晶相的存在及因沉積效果產生的缺陷決定了涂層的顯微硬度的不均勻性,涂層平均硬度接近800 HV0.1,最大可達1 115.3 HV0.1,屬于硬質涂層。涂層的晶化溫度約為712℃,較其他幾種非晶涂層涂層有更好的熱穩定性。
高速電弧噴涂;非晶涂層;硬質涂層
0 前言
目前,利用電弧噴涂金屬粉芯絲材的方法制備表面涂層技術已在工程中獲得大量的應用,這是由于其具有生產效率高、成本低、易于操作等特點[1-5]。然而,隨著金屬粉芯絲材成分設計的靈活性及電弧噴涂技術展現出良好的應用前景,使得該技術具有更廣闊的應用領域,同時,嚴格的使用條件也為涂層技術提出了更高的要求。涂層組織和性能的優良程度及穩定性已成為涂層技術應用的關鍵因素。
由于非晶合金的高強度、高硬度、高韌性及良好的耐磨、耐腐蝕性能[6],使得非晶合金在涂層領域也得到了快速發展。利用電弧噴涂技術制備非晶涂層也是近年來研究的熱點。非晶涂層具有較高的硬度,制備較高含量的非晶涂層則有助于改善涂層的耐磨能力[7-8]。由于非晶合金自身容易晶化的特點,限制了涂層在高溫條件下的使用。開發高溫條件下具有優良熱穩定性的涂層極具應用價值。
本研究利用高速電弧噴涂技術獲得了非晶涂層,研究了涂層的組織結構和穩定性,測定了涂層中非晶相含量,并探索了涂層截面硬度分布規律,為涂層性能的深入研究及其實際應用打下基礎。
1 實驗材料與方法
1.1 實驗材料
選用Q235鋼為基體材料,實驗前首先用丙酮洗去試板表面的油污、油脂,用剛玉噴砂處理,噴砂距離為20 cm,之后用壓縮空氣吹凈表面,以保證試板表面的整潔。為獲得非晶涂層,根據Inoue的非晶形成能力理論[9],自主設計了金屬粉芯絲材。熱噴涂裝置采用ZPG-400B型高速電弧噴涂機,選用的噴涂絲材為自主研制的金屬粉芯絲材,優化后的工藝參數如表1所示。
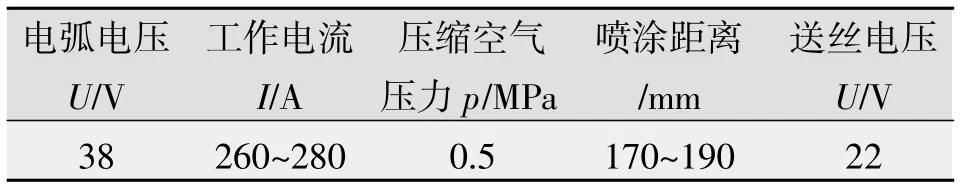
表1 電弧噴涂工藝參數Tab.1Processing parameters of arc spraying
1.2 試驗方法
采用高速電弧噴涂技術制備大面積的非晶涂層,利用線切割切取20 mm×15 mm×10 mm的涂層試樣,經磨制、拋光、腐蝕(4%的硝酸酒精溶液)后,利用MR5000型倒置金相顯微鏡觀察涂層的金相組織。經超聲波清洗涂層試樣后,采用D/MAX2500VX射線衍射儀(XRD)進行涂層的物相分析。通過JSM-6490LV掃描電子顯微鏡(SEM)觀察涂層的形貌,并結合附帶能譜儀(EDS)分析涂層成分。采用STA449F3同步熱分析儀測定涂層的DSC曲線,并確定涂層的晶化溫度。利用MH-3顯微硬度計測量涂層的顯微硬度。
2 實驗結果與討論
2.1 涂層組織結構分析
涂層截面掃描形貌如圖1所示。涂層呈典型的層狀組織,這是因為在高速電弧噴涂過程中絕大部分霧化粒子以熔化或部分熔化的狀態撞擊到基體上,粒子迅速鋪展并沉積固化,從而形成了層狀搭接結構。涂層主要結構呈薄片形,說明霧化粒子在較大的動能下撞擊基體獲得了良好的鋪展,從而發生較大的變形,有利于改善涂層性能。涂層組織較為致密,但隨機分布有少量的體積較大的Ⅰ類孔洞、Ⅱ類層間氣孔和Ⅲ類層間微氣孔,這是由于霧化粒子在空氣飛行過程中自身攜帶部分空氣和自身冶金反應釋放出的氣體來不及逸出造成的。采用GB/ T15749-2008網格截線法測定涂層孔隙率,測得涂層孔隙率約為5.6%。涂層中還存在少量的未熔、半熔物以及霧化粒子飛行過程中因不可避免的接觸氧化而生成的氧化物,這些氧化物主要分布于層間。
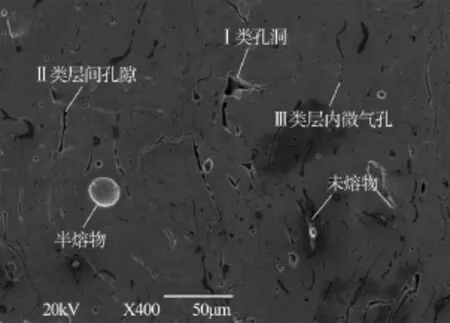
圖1 涂層截面掃描形貌Fig.1Scanning topography of coating section
2.2 涂層的物相組成
涂層X射線衍射結果如圖2所示。涂層由非晶相和晶體相組成,其中晶體相主要為Fe-Cr相、AlNi3相、Ni4B3相、Al2O3相。由于涂層中Si的含量很少,并未檢測到相關物相,而Al2O3相則是在噴涂過程中霧化粒子接觸空氣時氧化生成的。由圖2可知,在衍射角2θ=44°時存在非晶漫衍射峰,說明涂層中含有一定量的非晶相。對XRD衍射圖進行Pseudo-Voigt函數擬合,通過計算非晶衍射峰所占面積比來計算涂層中的非晶含量[10],結果表明涂層中非晶相含量為29%。
涂層中形成了非晶相,這是因為金屬粉芯絲材經高速電弧噴涂加熱熔化后,霧化粒子攜帶大量的熱量,撞擊基體后,由于粒子冷卻速率很大,存在較高的過冷度,部分霧化粒子沉積在基體表面來不及結晶,因而會以非晶態的形式存在。除此之外,噴涂絲材中所含大量的類金屬元素B及少量的Si元素具有一定的非晶形成能力,也促進了非晶相的生成。然而,絲材中含有一定量的Cr、Al等元素,熔滴沉積過程中不可避免的接觸空氣被氧化,生成的表面則抑制了非晶相的形成。同時,后續熔滴沉積在之前涂層時,激冷速率有所降低,這也使得非晶相的形成能力有所下降,因此,非晶相主要存在于近基體涂層中。
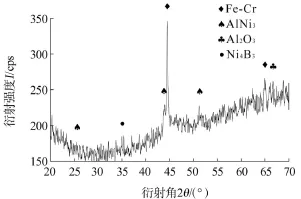
圖2 涂層XRD衍射圖譜Fig.2XRD spectra of the coating
2.3 顯微硬度
在涂層試樣橫截面沿噴涂方向進行顯微硬度測試,加載載荷100 gf,加載時間15 s,實驗結果取10點平均值,如圖3所示。
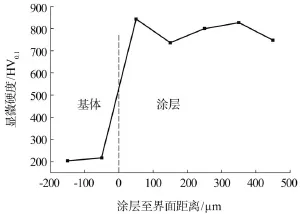
圖3 涂層截面顯微硬度Fig.3Microhardness of the coating on cross-section
基體和涂層的硬度均存在一定的不均勻性。基體硬度約為210 HV0.1,且接近界面處硬度略有增大,這是由于噴涂過程中基板發生了局部塑性變形,對基板起到了加工硬化作用,提高了基體局部硬度[7]。涂層的沉積效果和相組成決定了涂層的顯微硬度。涂層的顯微硬度平均值接近800 HV0.1,最大值為1 115.3 HV0.1,而且靠近界面位置的涂層硬度較低,這是由于界面處涂層孔隙率較大的原因造成的。臨近界面的低孔隙率處涂層硬度較高,這是因為基體附近的涂層中形成的非晶相具有高硬度、高強度的特點,而后續熔滴顆粒本身攜帶大量的熱量及固化堆積過程中釋放的結晶潛熱相當于對前一層涂層進行了退火處理,使得部分非晶晶化,且后續涂層激冷速率的降低使得后續涂層主要由晶體相構成,具有較低的硬度[11]。涂層厚度大于0.3 mm時,具有較為均勻的硬度。
2.4 涂層熱穩定性分析
為了分析非晶涂層的熱穩定性,進行同步熱分析實驗,確定了涂層的晶化溫度,結果如圖4所示。由圖4可知,涂層約在712℃存在一個放熱峰,這表明涂層的晶化溫度約為712℃,即涂層在此溫度以下使用時不會發生晶化轉變。
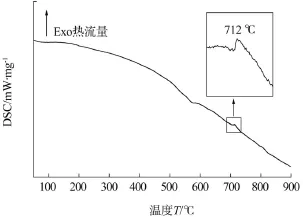
圖4 涂層的DSC曲線Fig.4DSC spectrum of the coating
對比幾種非晶涂層的晶化溫度[12-14],結果如圖5所示。結果表明,FeCrBAlNiSi涂層有最高的晶化溫度,因而該涂層具有良好的熱穩定性,能適用于更高溫度的服役環境。分析認為,該涂層具有較高的晶化溫度,這是因為涂層中含有一定量的Ni元素,Ni含量的微量變化可以明顯改善Fe基合金的非晶形成能力及其熱穩定性[15]。

圖5 幾種非晶涂層的晶化溫度Fig.5Crystallization temperature of several amorphous coatings
3 結論
(1)基于Inoue理論自設的金屬粉芯絲材經高速電弧噴涂后,獲得了含有部分非晶相的涂層。
(2)絲材熔化后形成的霧化顆粒以薄片狀結構沉積在基體表面,制備的非晶涂層具有典型的層狀組織,孔隙率為5.6%。
(3)涂層中含有29%的非晶相,非晶相主要存在于近界面處的涂層中,晶體相主要為Fe-Cr、AlNi3、Ni4B3及少量的Al2O3。
(4)涂層平均顯微硬度近800 HV0.1,最高可達1 115.3 HV0.1,涂層屬于硬質涂層。非晶相的存在是局部涂層顯微硬度較大的主要原因,而沉積效果對涂層硬度也會產生一定程度的影響。
(5)涂層非晶轉變溫度為712℃,Ni含量添加有效改善了涂層的熱穩定性。
[1]Pokhmurskii V,Student M,Gvozdeckii V,et al.Arc-Sprayed Iron-Based Coatings for Erosion-Corrosion Protection of Boiler Tubes at Elevated Temperatures[J].Journal of thermal spray technology,2013,22(5):808-819.
[2]徐濱士,劉世參,張偉,等.綠色再制造工程及其在我國主要機電裝備領域產業化應用的前景[J].中國表面工程,2008(z1):17-21.
[3]Sá Brito V,Bastos I N,Costa H.Corrosion resistance and characterization of metallic coatings deposited by thermal spray on carbon steel[J].Materials&Design,2012(41):282-288.
[4]賀定勇.電弧噴涂粉芯絲材及其涂層的磨損特性研究[D].北京:北京工業大學,2004.
[5]羅來馬.高速電弧噴涂FeMnCrAl/碳化物系涂層組織與性能及其機理研究[D].浙江:浙江大學,2010.
[6]Schuh C A,Hufnagel T C,Ramamurty U.Mechanical behavior of amorphous alloys[J].Acta Materialia,2007,55(12):4067-4109.
[7]傅斌友,賀定勇,趙力東.電弧噴涂鐵基非晶涂層的磨粒磨損性能研究[J].摩擦學學報,2008,28(5):30-33.
[8]張關震,賀定勇,周正,等.電弧噴涂鐵基非晶涂層摩擦磨損性能分析[J].焊接學報.2012,33(1):81.
[9]Inoue A,Gook J S.Fe-based ferromagnetic glassy alloys with wide supercooled liquid region[J].Materials Transactions,JIM.1995,36(9):1180-1183.
[10]Verdon C,Karimi A,Martin J.A study of high velocity oxy-fuel thermally sprayed tungsten carbide based coatings.Part 1:Microstructures[J].Materials Science and Engineering:A,1998,246(1):11-24.
[11]程江波,梁秀兵,徐濱士,等.鐵基非晶納米晶涂層組織及磨損性能研究[J].材料工程,2009(5):4.
[12]傅斌友,賀定勇,趙力東,等.電弧噴涂鐵基非晶涂層的結構與性能[J].焊接學報,2009,30(4):53-56.
[13]張誠.非晶涂層的制備,結構與性能研究[D].武漢:華中科技大學,2012.
[14]張關震.FeCrBCSi系非晶/納米晶電弧噴涂層組織和性能的研究[D].北京:北京工業大學,2011.
[15]陳慶軍,范洪波,孫劍飛,等.Fe-Co-Ni-Zr-Mo-WB塊體非晶合金的玻璃形成能力與熱穩定性[J].中國有色金屬學報,2006,15(10):1555-1559.
High velocity arc spraying preparation for Fe-based amorphous coatings and its properties
NIU Weijie,SONG Xiaoyong,GAO Shouyang,WU Yajun,WANG Guoping
(School of Materials Science and Engineering,Hefei University of Technology,Hefei 230009,China)
H:igh Velocity Electric Arc Spraying was used to prepare FeCrBAlNiSi amorphous coatings using a new self-designed cored wire.The microstructure and properties were studied.The results indicate that the structure of the coating quite dense,the laminated structure is flake shape,and the porosity of the coating is 5.6%.The coating is composed of amorphous and crystalline phases,the amorphous phases close to 29%,and it mainly exists in the coating near the substrate,the crystalline phases consist of Fe-Cr、AlNi3、CrB、Ni4B3and a few of Al2O3.The existence of the amorphous phase and the defects due to the deposition effection determines the microhardness unevenness of the coating.The average microhardness of the coating is 800 HV0.1,up to 1115.3 HV0.1,it belongs to hard coating.The crystallization temperature of the coating about 712℃,it has better thermal stability than other amorphous coatings.
high velocity arc spraying;amorphous coating;harding coating
TG456.9
B
1001-2303(2015)08-0210-04
10.7512/j.issn.1001-2303.2015.08.46
2015-02-05;
2015-03-18
修回日期:國家級大學生創新訓練項目(201210359014)
牛衛杰(1988—),男,碩士,主要從事先進焊接技術方面的研究工作。
