UNS S32304雙相不銹鋼焊接工藝
2015-01-09 09:44:10王逸霄
電焊機 2015年8期
王逸霄
(西南石油大學材料科學與工程學院,四川新都610500)
UNS S32304雙相不銹鋼焊接工藝
王逸霄
(西南石油大學材料科學與工程學院,四川新都610500)
S32304雙相不銹鋼綜合了鐵素體和奧氏體有益的性能,其焊接工藝與常規不銹鋼材料的焊接有所不同,通過改進坡口形式,采用不對稱X型坡口,盡可能采用小的焊接電流和較快的焊接速度。為了減少并防止焊縫和熱影響區生成單相或數量較多的鐵素體組織和晶粒粗大,采用窄焊縫薄層焊,控制層間溫度小于100℃,有效減少了熱量輸入,解決了雙相不銹鋼現場焊接的難題,確保雙向不銹鋼在施工現場復雜環境情況下進行焊接,獲得優異的耐腐蝕性能和機械性能。
雙相不銹鋼;焊接工藝;窄間隙薄層焊;層間溫度
0 前言
雙相不銹鋼現場焊接技術主要應用于建筑領域。傳統的奧氏體不銹鋼對局部腐蝕方面的抗力不足,如縫隙腐蝕、點腐蝕、晶間腐蝕和應力腐蝕等,其中由于應力腐蝕所引起的斷裂具有極大的危害性。雙相不銹鋼作為近年來研發的新型鋼種,通過正確控制各合金元素比例和熱處理工藝使其固溶組織有40%~50%鐵素體和50%~60%奧氏體[1],從而綜合了兩者的各項優異性能,因此雙相不銹鋼同時具有高強度與高韌性以及優良的焊接性與耐氯化物應力腐蝕性。目前雙相不銹鋼大量用于紙漿和造紙業、石油化工、苛性堿溶液、有機酸(抗SCC)、食品工業、壓力容器(減輕重量)、采礦業(磨蝕/腐蝕)等行業中。為保證施工現場雙相鋼的焊接質量,在此對雙相鋼的現場焊接工藝進行探索和研究。
1 工藝試驗材料特性
試驗用S32304雙向不銹鋼為芬蘭制造,固溶處理溫度約1000℃,組織內鐵素體與奧氏體含量之比約為4∶6,它兼有奧氏體和鐵素體各項優異性能,在抗氯離子及硫化物應力腐蝕方面有優良的抵抗能力;同時具備較高的機械強度,性價比較高,能夠代替304L和316L常用奧氏體不銹鋼[2],美國標準為UNS S32304。
目前雙相不銹鋼大量用于紙漿和造紙、石油化工、苛性堿溶液、有機酸(抗SCC)、食品工業、壓力容器(減輕重量)、采礦(磨蝕/腐蝕)等行業中。
2 焊接工藝試驗
2.1 焊接性能
現場焊接設備質量由焊接工藝評定參數決定,焊接工藝的確定要通過多次進行試件焊接、檢驗試驗來確定。焊接過程中焊縫冷卻速度受材料厚度、層間溫度、焊接熱源以及預熱直接影響,而冷卻速度決定了焊縫和焊接熱影響區的組織和性能。焊后熱處理對層間溫度沒有限制要求,一般而言雙相鋼焊接時不需要預熱,為避免脆化溫度帶對焊件質量造成影響,因此焊后有必要加快冷卻速度[3-4]。進行了沖擊試驗、焊接接頭拉伸試驗、彎曲試驗等研究[5]。
S32304材料化學成分和力學性能如表1、表2所示。
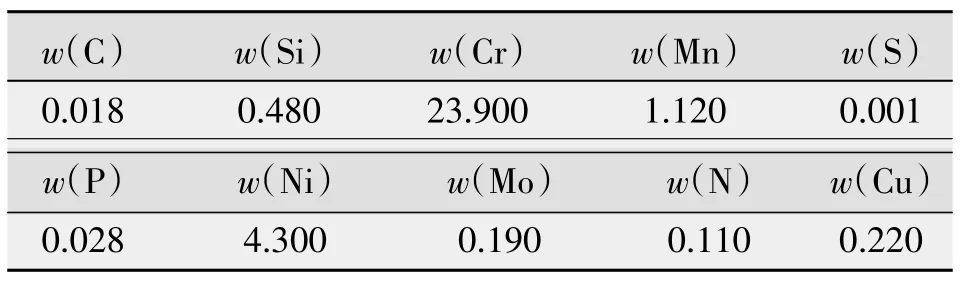
表1 S32304鋼的化學成分%
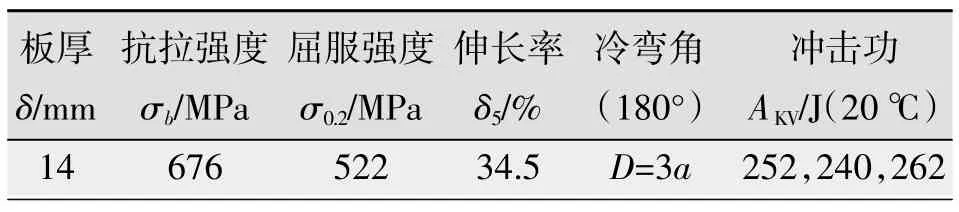
表2 S32304鋼的力學性能
2.2 焊接工藝確定
(1)試驗用芬蘭提供的14mm厚板。預定焊接工藝為:GTAW打底,SMAW蓋面,V型帶鈍邊的焊接工藝試驗。通過對兩組試件按該預制焊接工藝焊接后,進行無損探傷檢測發現存在未焊透、夾鎢等現象,質量不合格。
(2)在試驗現場,與技術人員、焊接作業人員一起分析焊接缺陷,決定改進焊接方式和坡口型式,采用焊條電弧焊,將V型帶鈍邊坡口改為不對稱X型坡口型式。
(3)焊材選擇原則為等強匹配,由安德里茲提供的,焊條選用為E2209-16,其化學成分如表3、表4所示。

表3 E2209-16(φ2.5 mm)化學成分%

表4 E2209-16(φ3.2 mm)化學成分%
(4)試驗用設備為WS-500型逆變焊機。
2.3 焊接工藝參數
改進后的SMAW焊接工藝參數如表5所示。
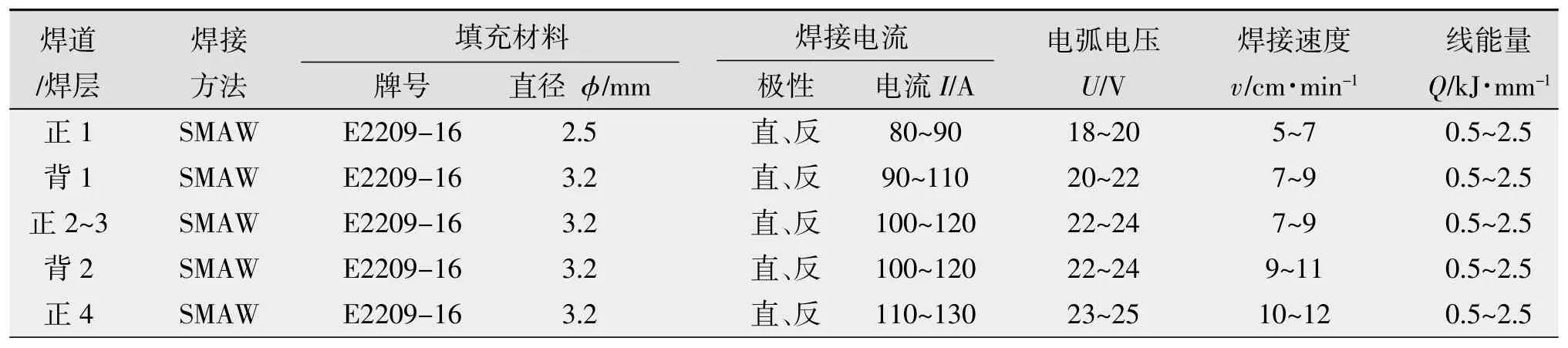
表5 焊接工藝參數
2.4 坡口加工型式和試件組對要求
不對稱X型坡口和試板組對要求如圖1所示。
2.5 過程控制
(1)試件加工完成后,按坡口加工圖檢查加工件,尺寸、坡口角度應與圖要求一致,單面坡口控制在約30°,并將焊接坡口兩側20 mm內打磨掉外表氧化皮、油污等雜物,露出金屬光澤,試板對接間隙要求控制在2~4 mm以內,試件組對時應嚴格控制間隙,間隙過小會致根部產生未熔合現象,間隙過大會增加焊接難度。根部定位焊縫的工藝應與正式焊接時相同,定位焊完成后,要仔細檢查定位焊縫,如發現有氣孔等缺陷,及時用角磨機磨除,重新點焊。
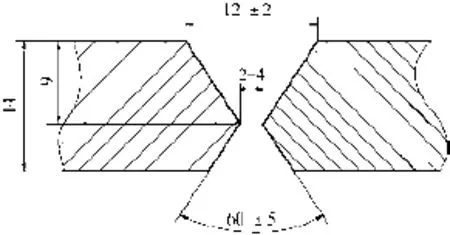
圖1 坡口加工
(2)焊條在使用前經320℃~350℃烘焙2 h后100℃~120℃保溫待用。
(3)采用多層焊,背面兩道電弧焊接,正面打底焊、背面兩道電弧焊接接和一道蓋面焊接,盡量采用較小的焊接電流和較快的焊接速度,采用窄焊縫薄層焊,層間溫度小于100℃,施焊過程中焊條不作橫向擺動。
3 試驗結果
3.1 焊縫外觀質量
焊縫正面寬度17.6~19.2mm,寬窄差1.6mm,正面高度1.5~2.1 mm,正面高度差0.6 mm;焊縫背面寬度12.5~13.95 mm,寬窄差1.45 mm,背面焊縫高度均為1.2~1.6 mm,焊縫高低差0.4 mm。正面和背面焊縫無外觀缺陷,焊縫外觀檢查結果合格。焊接接頭采用射線探傷,按JB4730標準評定為合格。
3.2 力學性能試驗
通過試驗,檢測鐵素體含量均達到40%,機械性能試驗全部合格,力學性能試驗:拉伸、彎曲、沖擊試驗均合格,實驗數據報告分別如表6~表8所示。

表6 拉伸試驗報告(編號:SCT/C/14-3749-5)

表7 彎曲試驗報告(編號:SCT/C/14-3749-5)
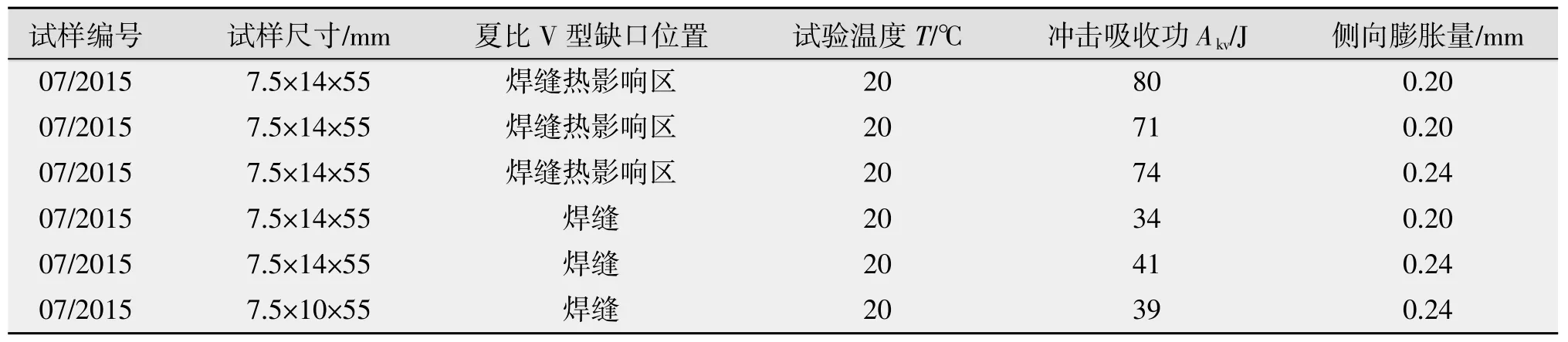
表8 沖擊試驗報告(編號:SCT/C/14-3749-5)
4 工藝試驗分析及總結
4.1 焊接試驗工藝分析
(1)雙相不銹鋼焊接工藝不同于常規不銹鋼材料的焊接,在試驗過程中,按GB/T985.1-2008推薦坡口規范采用帶鈍邊的V型坡口,焊接試件經無損探傷發現產生缺陷,不合格。通過調整坡口形式,采用不對稱X型坡口,既減少熔敷金屬量,又有效減少了熱量輸入,并利用后續焊道對前層焊道的熱處理作用提高焊接質量。
(2)對試件進行焊接時,如果焊接線能量過小,會導致焊縫熱輸入的不足,使焊縫冷卻速度過快,高溫鐵素體生成量降低,焊接熱影響區相位平衡因此而破壞,導致雙相鋼接頭的耐蝕性能及韌性下降。
(3)焊接線能量過大,易導致熔池面積擴大,產生過多的飛濺和煙霧,焊件變形量增大,同時由于冷卻速度過慢易生成低熔點共晶相,致使雙相鋼接頭的耐蝕性及韌性下降。
(4)雙相鋼焊接應控制層間溫度在100℃以下,最高不超過150℃。
(5)選擇合適尺寸的焊條,其直徑不宜過大,避免焊接過程中搖晃,以保證電弧沿直線穩定而快速地移動。
4.2 工藝應用總結
某公司將該工藝運用于某國外制漿項目芬蘭提供的S32304雙相不銹鋼制蒸煮器、漿塔類設備現場焊接施工中,所有設備焊接一次合格率達到99%。根據實踐,在保證焊接質量的前提下盡可能采用較快的焊接速度和較小的焊接電流;為盡量避免焊縫和熱影響區生成單相或較多的鐵素體組織和晶粒粗大,采用窄焊縫薄層焊,層間溫度小于100℃,施焊過程中焊條不允許作橫向擺動。按照小電流多道焊工藝,實現其優異的機械性能和耐腐蝕性能[6]。
5 結論
雙相不銹鋼焊接現場焊接技術的使用,解決了雙相不銹鋼現場焊接的難題,可以促進雙相不銹鋼在工程上的大量使用。雙相不銹鋼除具有很強的各類抗腐蝕性能之外,還具有很好的強度和韌性,在我國的石油、化工、造紙等行業應用較多,是改善傳統不銹鋼的有效途徑。雙相不銹鋼焊接工藝研究結果為雙相不銹鋼在施工現場復雜環境情況下焊接工藝的制訂奠定了基礎。
[1]呂驥.奧氏體/鐵素體雙相不銹鋼特性及應用[A].壓力管道技術研究進展精選集——第四屆全國管道技術學術會議[C].2010.
[2]何天榮.雙相不銹鋼及其特殊性能與應用[J].南方金屬,2005(01):56.
[3]國家能源局,承壓設備焊接工藝評定[S].
[4]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2010.
Research on the technology of S32304 UNS duplex stainless steel welding
WANG Yixiao
(College of Materials Science and Engineering,Southwest Petroleum University,Xindu 610500,China)
S32304 duplex stainless steel composite ferrite and austenite beneficial properties,the performance of the welding process are different from conventional welding stainless steel material,by improving the form of groove,using asymmetric X groove,as far as possible use small welding current and welding speed faster.In order to reduce and prevent the welding seam and heat affected zone of single-phase organization and coarse grains or more number of ferrite,the narrow seam welding thin layer,control layer between the temperature less than 100℃,effectively reduce the heat input,solve the problem of the scene of the duplex stainless steel welding,to ensure that the two-way stainless steel in the construction site welding under complex environmental condition,with excellent corrosion resistance and mechanical properties.
duplex stainless steel;welding process;narrow seam welding thin layer;interpass temperature
TG457.11
A
1001-2303(2015)08-0225-04
10.7512/j.issn.1001-2303.2015.08.49
2015-07-15
王逸霄(1992—),男,四川德陽人,主要從事金屬材料冶煉性能的研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
