非直線運輸輥道的設計及應用
2015-01-13 09:53:42陸明
冶金設備 2015年2期
關鍵詞:方向
陸 明
(北京中冶設備研究設計總院有限公司軋鋼分院 北京100029)
在冶金行業軋鋼生產線的方案設計過程中,常常受到周圍環境的影響和工藝整體布局的限制,使得運輸物料的輥道走向不是一條完全的直線,也不是轉90°的大彎,而可能由多段直線組成,形成帶有一定角度的連續生產線,這就必然會面臨物料在生產線上的轉向問題。某鋼廠設計的一條軋制生產線就碰到了這樣的問題。
1 前言
某鋼廠準備新上二條線材生產線,廠房布置在連鑄車間旁邊,這樣軋制線可直接使用連鑄車間出產的熱連鑄坯,實現熱裝熱送,減少坯料在加熱爐里的時間,節省能源。坯料尺寸為150 ×150 ×12000mm,通過運輸輥道把連鑄車間和高線車間連接起來。受條件所限,從連鑄車間出來的下料輥道(15 個輥子)的中心線與高線車間的上料輥道(一)的中心線有1.5°的夾角,并相交在上料輥道一的第10 個輥子附近,如圖1 所示。

圖1 上料輥道一布置圖
2 輥道的電機計算
根據目前常用的傳動方式,采用輥子電機單獨傳動的方式。輥道參數為:
輥徑:φ300mm
輥距:1500mm
輥長:500mm
輥子線速度:1.5m/s
輥子轉速:95r/min
1)輥子靜力矩M1

式中 Q—作用在一個輥子上的重量,N(Q=6358.5N);
G1—個輥子的重量,N(G1=2027N);
C—由一臺電動機驅動的輥子數目,(C=1);
μ—輥子軸承中的摩擦系數,(μ=0.005);
d—輥子軸徑的直徑,m(d=0.11m)
f—軋件的滾動摩擦系數,(f=0.002)。
把以上數值代入公式(1)中,得靜力矩M1=15N·m
2)輥子動力矩M2

D—輥子直徑,m(D=0.3m);
μ1—輥子在軋件打滑時的摩擦系數,(μ1=0.3);
g—重力加速度,m/s2(g=9.8m/s2)。
把以上數值代入公式(2)中,得動力矩M2=340N·m
3)輥子啟動力矩M
M = M1+ M2=355N·m
4)輥子電機功率P

式中 n—輥子轉速,r/min(n=95r/min);
η—傳動效率,(η=0.9)。
把以上數值代入公式(3)中,得電機功率P=3.86kW
選取電機功率為4kW。
3 設備布置及出現的問題
該高線車間要同時建設兩條平行布置的線材生產線,每條線上布有一個加熱爐,爐區上料輥道可把坯料送入加熱爐中加熱,然后把熱坯送入粗軋機中軋制。從連鑄車間出來的坯料要滿足可輸送到兩條高線軋制線上,故在加熱爐前也平行布置了兩條上料運輸輥道,其中上料輥道一直接對接連鑄車間的下料輥道,同時有鋼坯橫移裝置可把鋼坯從上料輥道一上移送到上料輥道二上,如圖2 所示。

圖2 雙上料輥道布置圖
長12m 的鋼坯從連鑄車間沿下料輥道前行,到高線車間的上料輥道處鋼坯要有轉1.5°角度的動作并繼續前行,保證鋼坯在輥道上的順利運輸并送到下一工序處。最初的設計思路是:為使上料輥道一順利地接到鋼坯,加長了上料輥道一的前五個輥子長度,最長到800mm,受廠地所限輥子已無法再延長。
在觀察輥道運輸鋼坯的實際運行中,發現鋼坯并未如當初設想的路線那樣順利地前行到上料輥道一上。由于上料輥道一的運行方向與下料輥道的運行方向不一致,有一個1.5°的夾角,鋼坯的頭部從下料輥道下來,開始接觸上料輥道一的第一個輥子時,鋼坯的前行方向與原來的方向有改變,鋼坯雖然繼續往前走,但并不是設想的路線,鋼坯的尾部走不到輥道上,方向不正,運輸不暢,存在安全隱患。
由于兩條上料輥道并排布置,中間裝有鋼坯橫移裝置,所以兩條輥道間不能有輥道側擋板,所以鋼坯在前行的過程中無法通過側擋板來修正鋼坯位置,導致鋼坯在上料輥道上前行時尾部始終在輥道外部。
最初,設想在上料輥道一與連鑄車間的下料輥道銜接處加上側擋板,修正一下鋼坯的運行方向,但由于修正的距離太短,鋼坯在兩條輥道的互相作用下,與側擋板發生很大的摩擦,鋼坯不直時甚至會卡在此處不動,輥子空轉,即加大了輥子的磨損,也有可能使熱鋼坯受側向力太大造成彎曲,使以后軋制困難,甚至成為廢坯,此方案行不通,見圖3。

圖3 增加側擋板示意圖
4 解決方案
通過對現場鋼坯運行軌跡的分析,發現一開始的方案布置設計時忽略了一個因素,由于上料輥道與下料輥道的中心線有夾角,所以它們對鋼坯的作用力方向不一致,導致鋼坯未能走到理想的位置上。鋼坯在輥道上的受力分析如圖4 所示。
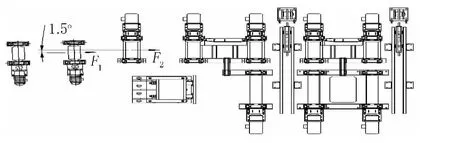
圖4 鋼坯受力分析圖
根據受力分析圖,下料輥道對鋼坯的前行作用力F1與上料輥道的前行作用力F2有1.5°的夾角,導致鋼坯的頭部行走到上料輥道處時受到一個向下(從圖上看,下述相同)的行走趨勢,使鋼坯的尾部走到上料輥道處還處在輥道的外側,不在輥道上。解決方法一,如果上料輥道的輸送距離很長,輥身的長度也可以做的很大,用輥道邊運輸邊糾正的方法,可以把鋼坯的方向扭轉過來,但由于環境所限,此方法行不通;解決方法二,采用側擋板剛性矯正鋼坯運行方向,但是由于運輸距離太短,且上料輥道的前幾個輥子無法加側擋板,此方法也行不通。
根據受力分析圖,可看出要讓鋼坯順利前行到上料輥道上,鋼坯的頭部應盡量靠近輥道的上部,為此決定把上料輥道一的前三個輥子從現在位置向下料輥道方向轉一個角度,第一個輥子轉角最大為3°,第二個輥子轉角小點為2°,第三個輥子轉角最小為1°。改造方案如圖5 所示。
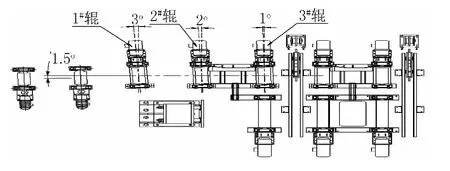
圖5 輥道旋轉示意圖
當鋼坯的頭部前行到上料輥道的第一個輥子處時,受到1#輥子給它的作用力F2,由于F2的指向比F1的指向更偏向輥道上側,使鋼坯的頭部在這里繼續有一個向上走的趨勢,但又保證不碰到輥道的上側擋板;鋼坯走到第二個輥道處時,受到2#輥子作用力F3,F3的偏角小于F2,在F3的作用下,鋼坯頭部不會繼續向擋板靠近,而是靠向輥道中心線方向;鋼坯走到第三個輥子處時,受到輥子作用力F4,F4的偏角又比F3小,作用與上相似。同理,鋼坯從頭到尾每一點的運行軌跡都同樣如此,這樣就能保證鋼坯的從頭到尾部都能運行在輥道的有效承載范圍內,使鋼坯順利地前行到下一工序處。
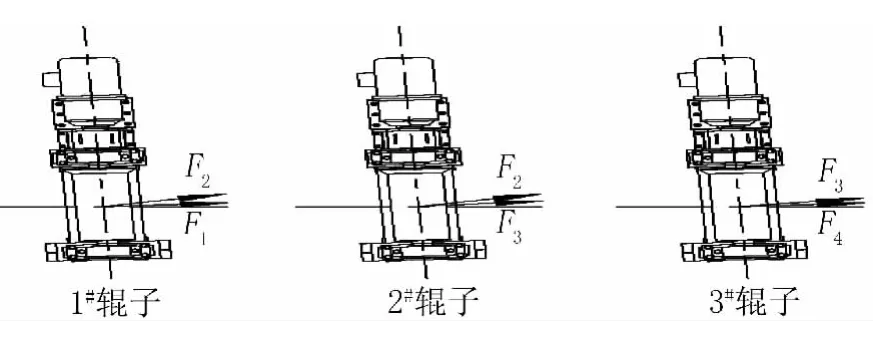
圖6 鋼坯在單個輥道上的受力分析
輥道經過改造后,繼續過鋼運行,使用效果很好,完全能夠滿足鋼坯的頭尾部都順利地前行到上料輥道上,換向時側擋板基本不再與鋼坯相碰,僅起到安全防護的作用,鋼坯在輥道上連續運行,保證了輥道的正常使用,鋼坯實現了熱裝熱送,減少了二次加熱的費用,也節省了用汽車轉運的費用,使生產效率大幅度提高。
5 總結
在此項目中遇到的問題,由于輥道轉角度數不大,所以采用大轉彎輥道來解決這個問題不合適;又由于受環境條件所限,一些輥道運輸中常用的防跑偏措施也用不上,所以只能從改變鋼坯運行的軌跡上來想辦法。
輥道作為一種輸運設備,物料在輥道上運行時,涉及到運動學和動力學等諸多領域,尤其當牽扯到輸送輥道有轉向的情況時,目前還沒有一個行之有效的公式來進行精確計算,完全憑的是理論分析和經驗,有諸多問題還需要進一步的研究和探討。
[1]成大先.機械設計手冊(第四版)[M].北京:化學工業出版社,2002.
[2]鄒家祥.軋鋼機械(第三版)[M].北京:冶金工業出版社,2000.
[3]于文妍. 彎輥道的設計及應用[J]. 內蒙古科技與經濟,2008(11).
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
