一種活動式表面淬火裝置的結(jié)構(gòu)與設(shè)計
2015-11-06 06:16:34韓長儀
冶金設(shè)備 2015年2期
韓長儀 陳 魁
(中冶京誠工程技術(shù)有限公司 北京100176)
1 前言
近年來,噴淋淬火裝置作為一種快速冷卻鑄坯表面的工藝處理設(shè)備廣泛應(yīng)用于冶金行業(yè)連鑄機生產(chǎn)線中。其布置于拉矯機后一次切割工序前,對鑄坯表面進行噴水,溫度快速下降,可以使鑄坯表面粒晶化、組織致密化,并減少鋼相變及再結(jié)晶過程中Al-N化物的析出,可以補償鑄坯坯殼熱應(yīng)力,從而提高鑄坯的強度和韌性。

圖1 固定式淬火裝置
常規(guī)連鑄生產(chǎn)線中的淬火裝置也稱淬火箱多為固定式,即固定安裝于輥道上,如圖1所示,該裝置具有結(jié)構(gòu)簡單、造價成本低的優(yōu)點,但無需淬火時仍長時間處于高溫環(huán)境下,故易損壞故障,使用壽命降低,噴嘴等更換困難,維修工作量大。
針對常規(guī)淬火裝置的問題,本文介紹了一種活動式在線表面淬火裝置,不使用時可以移動至生產(chǎn)線外,具有結(jié)實耐用、更換簡單和維修量小等優(yōu)點。本文僅對該裝置的具體機械結(jié)構(gòu)進行詳細介紹,可為同類設(shè)計和研究提供一定程度的思路和參考[1-3]。
2 主要設(shè)備參數(shù)
主要設(shè)備參數(shù)如下:
澆鑄半徑:16.5m
流數(shù):3流
斷面:370×300、500×400、φ600mm
行走速度:2~11m/min
最大行走行程:9m
齒輪模數(shù):4,齒數(shù):23
齒條齒數(shù):715
行走減速電機功率:2.2kWVVVF
提升速度:0.5m/min
最大提升行程:650mm
提升減速電機功率:2.2kW
渦輪絲桿升降機最大提升力:100kN
液壓缸:φ80×φ45/180mm
工作壓力:16MPa
3 結(jié)構(gòu)設(shè)計
淬火裝置設(shè)置于拉矯機后的切割前輥道上,主要包括活動小車行走、噴淋裝置升降、噴淋架擺動3套動作機構(gòu)[4]。
3.1 結(jié)構(gòu)組成
如圖2所示,淬火裝置主要包括以下部件:主框架、活動小車、噴淋裝置和蒸汽收集罩。

圖2 淬火裝置正視圖
3.2 主框架設(shè)計
主框架主要包括導(dǎo)軌、齒條、立柱、橫梁和蒸汽收集罩支架。立柱固定于連鑄機旁地坪和輥道梁上,橫梁和收集罩支架用于固定收集罩和拖鏈等零部件,支撐整個淬火裝置,見圖3。2根導(dǎo)軌吊掛于各個橫梁下,用于支撐導(dǎo)向活動小車移動。2個齒條分別固定于導(dǎo)軌下側(cè),采用齒條固定齒輪轉(zhuǎn)動帶動活動小車移動的驅(qū)動方式。

圖3主框架三維圖
3.3 活動小車設(shè)計
活動小車整體上設(shè)計分為前后兩個部分,可實現(xiàn)行走和升降兩個功能。如圖4,前后車架由鋼板和型鋼拼焊而成,中間用銷軸連接,8個采用復(fù)合滾輪軸承的導(dǎo)輪分別固定布置在車架兩側(cè)。后車架四角處以垂直成對的布置形式共設(shè)計有8塊自潤滑的滑板用于導(dǎo)向噴淋裝置。
行走驅(qū)動機構(gòu)如圖5所示,倒掛安裝于前車架下方,主要包括變頻減速電機、聯(lián)軸器、驅(qū)動軸、軸承座、齒輪和拖鏈等零部件。減速電機雙輸出旋轉(zhuǎn)驅(qū)動左右兩個齒輪在固定的齒條上移動,采用變頻控制其行走速度,距離工作位遠時高速行走,接近工作位時低速運行,縮短工作周期并保證活動小車停位的準(zhǔn)確性。提升減速電機倒掛安裝于前車架下方,通過連接軸將2臺固定于車架上的渦輪絲桿升降機串聯(lián)實現(xiàn)機械同步帶動噴淋裝置上下移動,其中噴淋裝置通過活動螺母與升降機的絲桿相連。整個活動小車上的電纜、信號線、液壓軟管和水用金屬軟管等通過拖鏈實現(xiàn)活動連接。

圖4 活動小車三維圖

圖5 行走驅(qū)動機構(gòu)
3.4 噴淋裝置設(shè)計
噴淋裝置主要包括集水架、導(dǎo)板、液壓缸、連桿機構(gòu)、淬火箱、同步軸、軸承座和旋轉(zhuǎn)接頭等零部件。導(dǎo)板采用自潤滑材料,與后車架上的滑板緊貼起到噴淋裝置升降時導(dǎo)向的作用。同步軸與連桿機構(gòu)相連接,連桿機構(gòu)動作時通過同步軸帶動三流淬火箱中的所有擺動噴淋架一起擺動。由于噴淋裝置位于鑄坯上方,環(huán)境溫度較高,為防止旋轉(zhuǎn)副卡死,同步軸設(shè)計為空心結(jié)構(gòu),通過旋轉(zhuǎn)接頭與集水架相連進行通水冷卻。

圖6 噴淋裝置三維圖
集水架如圖7所示,由鋼板和鋼管等焊接而成,將主水路分流到各個冷卻點和淬火箱。冷卻水由進水口標(biāo)號1進入,按數(shù)字順序從標(biāo)號18流出,閉環(huán)循環(huán)冷卻。噴淋水由進水口進入分到各個淬火箱進行噴淋。
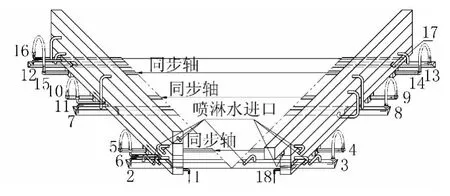
圖7 集水架水路示意圖
該工程項目為3流連鑄機,每流沿鑄流方向設(shè)置3個不同的淬火箱,每個淬火箱有獨立的ON/OFF(開/關(guān))控制回路,整體組成3×3布置,如圖8所示。可通過控制流量及調(diào)整噴嘴類型規(guī)格來匹配對應(yīng)不同斷面不同鋼種鑄坯的淬火要求。
不同斷面鑄坯所設(shè)計的淬火箱結(jié)構(gòu)不同,其中噴淋架相同,噴淋條和噴嘴不同。如圖9為三種斷面鑄坯對應(yīng)的淬火箱主視圖。其中固定噴淋架固定不動,擺動噴淋架隨連桿機構(gòu)繞同步軸擺動。
為方便更換,噴淋條與噴淋架連接處采用快速連接結(jié)構(gòu),如圖10所示,僅需插入噴淋條然后將卡箍穿上即可實現(xiàn)連接不泄露。

圖8 3×3淬火箱布置

圖9 三種鑄坯對應(yīng)淬火箱主視圖

圖10 噴淋條快裝結(jié)構(gòu)示意圖

圖11 液壓系統(tǒng)原理圖
連桿機構(gòu)動力由液壓系統(tǒng)提供,如圖11原理圖所示。該部分系統(tǒng)與其它設(shè)備共用連鑄機液壓站驅(qū)動液壓缸伸縮動作,配有一個液控單向閥鎖定液壓缸位置。
見圖12的示意圖,液壓缸驅(qū)動多連桿機構(gòu)通過同步軸同時帶動所有擺動噴淋架擺動,將鑄坯下側(cè)的噴淋條旋轉(zhuǎn)至側(cè)面,以便有空間將整個噴淋裝置提升后移動。

圖12 連桿機構(gòu)示意圖
3.4 蒸汽收集罩設(shè)計
蒸汽收集罩由鋼板和型鋼拼焊而成,靠重力安裝落于輥道上方支架上,四周設(shè)計擋塊限制其周向移動,無螺栓等固定連接,當(dāng)需要維修下方輥道時,可以整體吊離。收集罩圓管一端固定于主框架橫梁上,與通風(fēng)系統(tǒng)相連,當(dāng)噴淋裝置運行時將大量的蒸汽煙塵抽出排放。

圖13 蒸汽收集罩三維圖
4 工作流程
初始狀態(tài)淬火裝置位于等待/維修位。待接到淬火處理指令時,首先液壓缸活塞桿伸出帶動連桿機構(gòu)將噴淋裝置中所有擺動噴淋架擺動至側(cè)面,接著提升電機動作驅(qū)動升降機提起噴淋裝置至高位,行走電機運轉(zhuǎn)驅(qū)動活動小車行走至工作位,然后升降機反向動作放下噴淋裝置到指定工作高度,液壓缸縮回驅(qū)使擺動噴淋架擺至鑄坯的正下方,接通水路開始進行設(shè)備冷卻和噴淋淬火處理,通風(fēng)系統(tǒng)啟動抽出排放掉蒸汽煙塵。淬火結(jié)束后依上述步驟反方向操作至等待/維修位。通過限位開關(guān)和編碼器等檢測措施可實現(xiàn)全程自動控制。
5 結(jié)語
本活動式在線表面淬火裝置布局合理、結(jié)構(gòu)緊湊,可升降和移動,不但解決了傳統(tǒng)固定式淬火箱長時間處于高溫環(huán)境下易損壞難維護的問題,相對延長了噴淋裝置的壽命,還可離線對設(shè)備進行檢修維護、離線更換不同斷面對應(yīng)的噴淋條和噴嘴,作業(yè)環(huán)境和空間有所改善。即使連鑄機發(fā)生故障輥道上停有鑄坯時,淬火裝置也可以移出離線,不影響手動切割鑄坯和維修連鑄機。
[1]徐向紅,楊立坤,祖家樂.無縫鋼管水淬火設(shè)備的設(shè)計及應(yīng)用[J].冶金設(shè)備,2010(2):50-53.
[2]劉國勇,張少軍,朱冬梅等.中厚板控冷及淬火冷卻形式選用分析[J].鋼鐵研究學(xué)報,2008(11):59-62.
[3]蔡暢,戚文軍,周楠等.鋁型材的在線淬火設(shè)備[J].冶金設(shè)備,2010(3):213-216.
[4]中國重型機械工業(yè)協(xié)會主編.重型機械標(biāo)準(zhǔn)[S].昆明:云南科技出版社,2007.
猜你喜歡
少先隊活動(2022年5期)2022-06-06 03:45:04
家庭科學(xué)·新健康(2022年3期)2022-05-10 00:32:13
中老年保健(2021年2期)2021-08-22 07:31:10
少先隊活動(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2018年3期)2018-05-09 08:20:40
海峽姐妹(2017年7期)2017-07-31 19:08:17
