熱帶鋼半連軋機改造為半無頭軋機主要設備技術分析研究
2015-06-24 14:27:31楊固川
冶金設備 2015年2期
關鍵詞:設備
楊固川
(中國第二重型機械集團公司 四川德陽618000)
·技術分析·
熱帶鋼半連軋機改造為半無頭軋機主要設備技術分析研究
楊固川①
(中國第二重型機械集團公司 四川德陽618000)
分析研究我國熱帶鋼半連軋機改造為半無頭軋機,主要設備由我國自主技術集成、自主設計制造的可行性及存在的技術問題,設備布置方案,供技術改造參考。
熱帶鋼 半連軋機 半無頭軋制 設備
1 前言[1-2]
我國現有寬度1000~2300mm熱帶鋼半連軋機生產線75條,年生產能力2億多t,生產帶鋼最小厚度1.5mm以上。另外引進的10條薄板坯連鑄連軋生產線設計可以生產最小厚度0.8mm以上產品,投產幾年后由于設備穩定性、可靠性、控制精度、使用維護水平等原因,實際多數企業也只能生產最小厚度1.2mm以上產品,有的企業將半無頭生產設備都取消了。2014年我國某公司引進5條ESP無頭熱帶鋼生產線,目的是大批量生產厚度0.8~4.0mm產品,以低成本的熱軋帶鋼代替冷軋帶鋼占領市場,即“以熱代冷”。在我國鋼鐵生產能力嚴重過剩的情況下,還增加1000多萬t熱帶鋼生產能力,我國帶鋼市場競爭將更加殘酷,特別是中西部地區鋼鐵生產成本高的企業經濟效益不容樂觀。ESP生產線是否能達到當年引進薄板坯連鑄連軋生產線的目的有待實際生產驗證,作者擔心我國企業操作管理人員素質、使用、維護、備件等技術管理能力能否長期達到國外水平?真正長期正常生產,而不是作廣告宣傳。
為了達到“以熱代冷”的目的,如何利用我國現有熱帶鋼半連軋生產線,改造成為半無頭帶鋼生產線(即中間坯連接型半無頭軋制技術),更好地發揮常規熱帶鋼半連軋機具有帶鋼壓縮比大、產品性能高等生產高端產品優勢,以及生產產品靈活,適應市場能力強等優點,進一步擴大產品品種和尺寸范圍,提高市場競爭力和經濟效益,是一項很值得研究探討的問題。
1996年日本川崎制鐵所千葉3號2030mm熱連軋機改造成功后,日本新日鐵公司大分廠、韓國浦項公司和光陽廠分別將其熱連軋機改造成半無頭軋制的全連續軋機。由于各國企業生產技術水平、生產能力、市場需求不同,以及受到主要關鍵設備成套技術限制,這項技術還沒有在全球大范圍推廣。我國有“以熱代冷”市場需求,為了提高企業適應市場的能力,有必要自主研究開發、自主技術集成,將熱帶鋼半連軋機改造成半無頭軋機,使其既能生產傳統熱帶鋼,又能生產薄熱帶鋼,為用戶提供較全尺寸的產品。
2 熱帶鋼半連軋機改造為半無頭軋機主要設備技術[1]
我國寬度1000~2300mm熱帶鋼半連軋機,主要設備配置有:粗軋機(多數是1機架,少數是2、3、4機架)、熱卷箱(選項)、切頭/尾飛剪(多數是轉鼓式,一般寬度2m以上是連桿式),四輥精連軋機F1~F7、(或是F6、F8機架),卷取機(多數是3臺,少數是2臺或4臺)等設備。
熱帶鋼半連軋機改造成半無頭軋機,如果采用中間坯焊接(或其他連接方式)半無頭軋制技術,主要關鍵設備技術有:三工位無芯移送熱卷箱(簡稱:三工位熱卷箱,下同)、中間坯移動焊接機(移動焊機)、精軋機后氣動壓帶裝置(壓帶裝置)、卷取機前高速帶鋼分斷飛剪(高速飛剪)、卷取機前穿帶裝置(穿帶裝置)、薄帶卷取機等。以及與各設備配套的液壓潤滑系統、自動化控制系統等系統集成技術。以下以某1580軋機為例,分析主要設備及設備布置關系。
某1580軋機半連軋機主要設備布置簡圖,見圖1a。
對于無熱卷箱的軋機,末架粗軋機到飛剪距離(中間輥道)將更長(長30m左右),因為無熱卷箱時,粗軋最后n道次中間坯長度,要全部出粗軋機后再低速(0.4~2.5m/s)進入切頭/尾飛剪,而有熱卷箱時,粗軋機最后n道次中間坯可以與熱卷箱形成連軋連卷,中間輥道長度短(這也是有熱卷箱的優點之一),改造增加的設備布置更容易實現。
某1580軋機改造為半無頭軋機主要設備布置簡圖(方案一)見圖1b、(方案二)見圖1c。
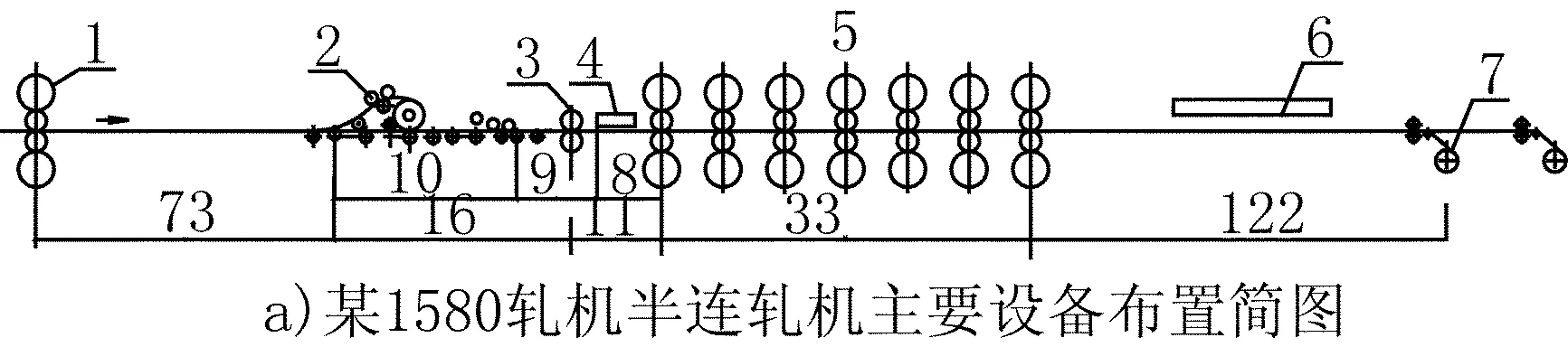


圖1 半連軋機改造為半無頭軋機主要設備布置簡圖
1-粗軋機; 2-二工位熱卷箱; 3-飛剪; 4-除鱗箱; 5-F1~F7四輥精軋機; 6-層流冷卻; 7-卷取機; 8-三工位熱卷箱; 9-移動焊機; 10-壓帶裝置; 11-高速飛剪; 12-穿帶裝置和卷取機設備之間距離(取整數):單位/m
主要設備性能見表1。

表1 主要設備性能
3 半無頭軋機主要設備設計制造技術可行性
3.1 三工位熱卷箱
三工位熱卷箱的作用,除了熱卷箱對中間坯熱帶卷保溫均溫等常規作用外,在半無頭軋制生產中更重要的作用是:中間坯熱帶卷在焊機進行焊接工作時,在粗軋機與精軋機之間起到緩沖、速度匹配、前后設備故障處理等作用,是實現半無頭軋制的關鍵設備之一。中國二重在20世紀80年代開始設計研究熱卷箱,至今為國內外熱帶鋼半連軋機提供了30臺兩工位無芯移送熱卷箱成套技術,具有自主知識產權,達到或超過國外熱卷箱技術水平。目前已經開發研究了三工位無芯移送熱卷箱,具備機械、液壓、電氣成套技術供應能力。三工位無芯移送熱卷箱運行示意圖,見圖2。
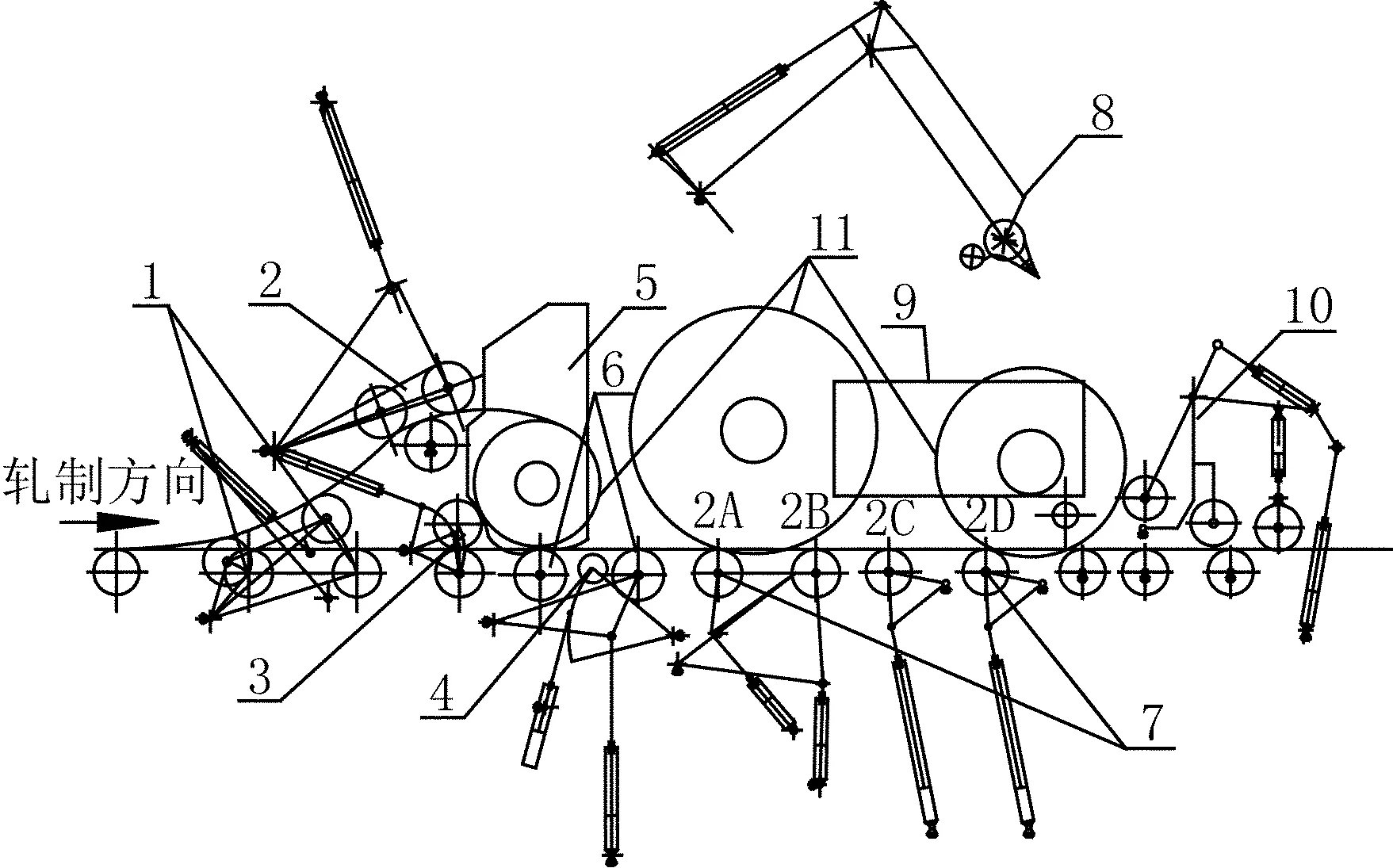
圖2 三工位無芯移送熱卷箱示意圖
1-入口導槽及偏轉輥; 2-彎曲輥; 3-成形輥; 4-推卷器; 5-保溫側導板; 6-1A、1B托卷輥; 7-2A、2B、2C、2D托卷輥; 8-開卷器; 9-穩定器; 10-夾送輥及緩沖輥和開尾銷; 11-帶卷;
入口1號托卷輥區是卷取工位;中間2A2B2C托卷輥區是帶卷無芯移送和開卷工位;出口2D托卷輥到夾送輥及緩沖輥和開尾銷區是帶卷與精軋機同步運行工位
熱卷箱工作方式有:①直通工作方式,②卷取/開卷工作方式,③仿真,三種工作方式。
在末架粗軋機進行生產時,根據軋制N-2道次時中間坯長度,在運輸輥道標高之上的熱卷箱彎曲輥等入口設備,可以處于打開狀態,熱卷箱其他部分移動升降輥子也處于運輸輥道工作狀態,即熱卷箱入口部分處于直通工作方式與卷取工作方式之間變換,保證粗軋機軋制中間坯長度和通過能力,盡量減少技術改造占用輥道距離后對生產能力的影響。
3.2 移動焊機
中間坯熱帶卷之間的頭尾連接是實現半無頭軋制的關鍵工序,技術改造時為了盡量減少占用中間輥道通道,保證粗軋中間坯長度和通過能力,對移動焊機的要求是:①移動焊機移動速度與中間坯F1軋機入口速度同步(一般F1軋機入口速度≤1.0m/s),②移動距離和時間盡量短,這樣占用輥道距離短,③中間坯連接部材料機械性能等于或大于母材機械性能。目前國內正在研究開發移動連接設備技術。
3.3 壓帶裝置
壓帶裝置作用是:保證高溫薄帶在出精軋機后、進入層流冷卻前在輸出輥道上的穩定運輸。我國在薄板坯連鑄連軋生產線上引進了壓帶裝置設備技術。中國二重掌握了壓帶裝置的自主設計制造技術,在我國出口某國第一套熱帶鋼半連軋機上已經正常使用,大量生產厚度1.0~3.0mm的產品。
3.4 高速飛剪
為了生產市場需要的并方便運輸、存儲的帶卷,必須用高速飛剪將半無頭熱帶鋼分斷并進入高速卷取機卷取成卷,我國薄板坯連鑄連軋生產線上引進了高速飛剪設備技術,國內中國二重具有自主知識產權,正在聯合國內使用單位,自主開發設計制造高速飛剪。
3.5 高速穿帶裝置
高速穿帶裝置(含夾送輥、頭部進入卷取機的高速引導裝置)作用是:引導薄帶鋼分斷后的頭部進入高速卷取機卷取,經過一段無輥道運輸通道,防止帶鋼頭部折彎、卡阻并正常穿入卷取機。中國二重掌握了高速穿帶裝置的自主設計制造技術,在我國出口某國第一套熱帶鋼半連軋機上已經正常使用。針對厚度0.8~1.2mm的產品需要對部分技術補充完善。
3.6 高速薄帶卷取機
中國二重掌握了高速超薄帶卷取機(或旋轉卷取機)的自主設計制造技術,在我國出口某國第一套熱帶鋼半連軋機上已經正常使用。針對厚度0.8~1.2mm的產品需要對部分技術補充完善。
4 技術改造設備布置方案
技術改造要根據現有設備布置狀況進行,改造后應在不影響目前用戶現有產品生產條件下,增加半無頭軋制生產薄帶產品的功能。改造的關鍵問題是增加移動焊機后設備如何布置?移動焊機必須安裝在三工位熱卷箱與精軋機前除鱗箱之間;其它設備:三工位熱卷箱利用現有熱卷箱部分改造(增加一個工位)、精軋機后壓帶風機在輸出輥道上安裝,切頭飛剪、高速飛剪、穿帶裝置、高速卷取機等,可以移動位置、增加、補充、完善、或利用現有設備改造。以某1580軋機為例,分析研究技術改造的兩個設備布置方案的可行性(見圖1)。
需要說明的是,常規設計半連軋機軋制n-2道次時中間坯頭部不會到達熱卷箱前側導板(長度4.5m傾斜段+7.5m平行段),改造時可以利用這段空間。
4.1 切頭飛剪移動位置方案(見圖1b)
此改造方案把原切頭飛剪移動到三工位熱卷箱前側導板與熱卷箱之間,取消原飛剪前后側導板、輥道,雖然飛剪占用了約2m長度,由于在粗軋與熱卷箱之間中間坯通過能力是總粗軋道次n減最后2道次時長度,一般原設計中間坯不會達到熱卷箱前側導板,所以改造后中間坯頭部一般不會到達飛剪位置。如果中間坯頭部到達飛剪導板位置(或剛好穿過飛剪),導板和飛剪轉鼓開口度完全可以保證中間坯通過(電氣控制作適度調整);改造三工位熱卷箱增加約1~2m長度;精軋機前除鱗箱不用變化;原切頭飛剪位置(前側導板和輥道約8m長,如果尺寸不夠,熱卷箱可以適當向前移動)布置移動焊機。
此布置方案特點是:中間坯切頭/切尾在熱卷箱前,在切頭/切尾速度上與熱卷箱穿帶和收尾速度2~3.5 m/s匹配(見表1),比中間坯在熱卷箱后再切頭/切尾節省了寶貴時間,即減少了焊機移動距離;設備基礎變化小。中間坯故障處理(一般調試時發生,正常生產時很少),一般采用人工切割方式。
4.2 熱卷箱、飛剪總體向前移動位置方案(見圖1c)
此改造方案是把熱卷箱(改造為三工位)、飛剪(取消前后導板和輥道)總體向前平行移動約10m長度位置安裝移動焊機。中間坯頭部(在總粗軋道次n減最后2道次時)有可能到達熱卷箱,此時可以將熱卷箱前導板、彎曲輥部分控制于直通工作方式,粗軋最后2道次時熱卷箱前導板、彎曲輥部分改變為卷取工作方式。
此布置方案特點是:熱卷箱、飛剪工作前后位置基本不變,中間坯在焊機前切頭/切尾,F1軋機入口速度低,占用時間多,即焊機移動距離比前方案大;設備基礎變化大,飛剪位置對于中間坯故障處理方便。
5 結論
1)經過分析研究,我國熱帶鋼半連軋機改造成半無頭帶鋼生產線技術方案是完全可行的。
2)改造成半無頭帶鋼軋機的主要設備:三工位熱卷箱、移動焊機、壓帶風機、高速飛剪、穿帶裝置、高速卷取機等,配套的液壓潤滑系統、自動化控制系統,立足國內聯合研究開發、自主設計制造、技術系統集成也是可行的。
3)改造成半無頭帶鋼軋機時,為了減輕改造設備布置尺寸壓力,并考慮更薄的中間坯溫度降低因素,建議適當減輕單位卷重(kg/mm),即減少中間坯長度是一種合適選擇,這對半無頭帶鋼生產能力沒有多大影響。
4)改造后既可以生產傳統產品,又可以生產半無頭帶鋼,擴大了企業適應市場能力和市場競爭力,比引進ESP無頭熱帶鋼生產線節約很多費用。半無頭軋制對設備運行可靠性要求高,企業設備使用和維護管理能力要提高。
[1]張秀芳.熱軋帶鋼軋機無頭軋制技術簡介.鋼鐵研究,1997(4).
[2]王定武.無頭軋制技術的開發應用和發展.冶金管理,2005(3).
·書訊·
冶金設備雜志將于2015年10月出版“多輥軋機專集”。該專集收集了國內外有關多輥軋機文章三十余篇,主要介紹了多輥軋機的特點、用途和發展史、多輥軋機百年大事記、塔形輥系和復合式多輥軋機的各種型式;并系統介紹了Rohn型、Sendzimir型、Fr?hling型多輥軋機、CR軋機、Demag雙牌坊20輥軋機、三菱和日立雙牌坊HZ20輥軋機、HDK十輥軋機、MKW軋機、Z-Hi18輥軋機、以及中國人自己設計研制的SR 12/20輥可換式多輥軋機和集成式多輥軋機、36輥軋機、30輥軋機、8輥軋機、14輥軋機的結構特點、性能參數和應用情況;也有文章介紹了多輥軋機的力能參數計算、輥系穩定性分析、控制系統組成和功能分析,可供大專院校師生、研究院所和工廠企業工程技術人員學習參考之用。如有需要請聯系本刊(010-64458421,64458422,64458423)。
Analysis and Research of Main Equipment and Technology for Hot Strip Semi-Continuous Rolling Mill Transformed Into a Semi Endless Rolling Mill
Yang Guchuan
(China National Erzhong Group Co., Deyang 618000)
Analysis and research of the feasibility of the main equipment by our own technology integration and independent design and manufacture, and existed technical problems and scheme of equipment layout in the process if hot strip semi-continuous rolling mill transformed into a semi endless rolling mill. All those are provided reference to the technical transformation.
Hot strip Semi-continuous rolling mill Semi endless rolling mill Equipment
楊固川,男,1959年出生,畢業于北京科技大學機械設計專業,碩士,正高級工程師
TG333.71
A
10.3969/j.issn.1001-1269.2015.02.007
2015-01-28)
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
