熱連軋曲柄式飛剪傳動系統(tǒng)的設(shè)計與優(yōu)化
2015-01-13 09:54:06方建忠黃煥江
冶金設(shè)備 2015年6期
關(guān)鍵詞:設(shè)計
方建忠 王 勤 黃 波 黃煥江 蘇 強(qiáng)
(1:中冶賽迪工程技術(shù)股份有限公司 重慶401122;2:無錫南洋電機(jī)技術(shù)有限公司 江蘇無錫214161)
1 概述
在常規(guī)熱連軋生產(chǎn)線上,切頭飛剪位于精軋機(jī)前,用來橫向剪切運(yùn)動帶坯不規(guī)則的頭部、尾部和分段,以便于精軋機(jī)的咬入和減少軋件對軋輥的沖擊、利于帶鋼卷取后的捆扎及事故時的快速處理[1]。目前切頭飛剪有曲柄式飛剪和轉(zhuǎn)鼓式飛剪兩種結(jié)構(gòu)。
轉(zhuǎn)鼓式飛剪結(jié)構(gòu)簡單,但此種飛剪剪刃不是垂直進(jìn)入軋件,而是擠剪并舉,在剪切厚帶坯時剪切力急劇增大,剪切質(zhì)量也不好。因此當(dāng)帶坯厚度大于40 ~50mm 時,曲柄式飛剪的優(yōu)點就比較突出了。曲柄式飛剪在剪切區(qū)剪刃幾乎是垂直進(jìn)入帶坯,這樣剪切斷面質(zhì)量較好,剪切力較低,電機(jī)功率也就大為降低[2]。
隨著高強(qiáng)鋼產(chǎn)品需求劇增,而生產(chǎn)高強(qiáng)鋼所需的大壓縮比特性導(dǎo)致中間坯厚度大幅增加(目前最高已達(dá)70mm),使得曲柄式飛剪在高強(qiáng)寬帶鋼領(lǐng)域得到了越來越廣泛的應(yīng)用。目前國內(nèi)投產(chǎn)的2m 以上級帶鋼熱軋生產(chǎn)線的切頭飛剪90%以上都采用曲柄式飛剪[1]。然而除攀枝花鋼鐵集團(tuán)西寧鋼鐵公司2050 曲柄式飛剪為國內(nèi)設(shè)計外,其余均為外商設(shè)計,其主因是國內(nèi)尚未完全掌握曲柄式飛剪的設(shè)計機(jī)理,特別是其傳動系統(tǒng)設(shè)計計算,現(xiàn)有的文獻(xiàn)也鮮有記載。
曲柄式飛剪傳動系統(tǒng)設(shè)計計算的目的是在滿足工藝參數(shù)條件下經(jīng)濟(jì)地、合理地匹配電機(jī)參數(shù)和系統(tǒng)慣量,它是曲柄式飛剪設(shè)計的核心和難點,是飛剪能否正常工作的關(guān)鍵所在,因此開展傳動系統(tǒng)的設(shè)計優(yōu)化對曲柄式飛剪的設(shè)計具有十分重要的工程意義。
2 傳動系統(tǒng)的設(shè)計計算
飛剪的傳動系統(tǒng)與工作制度緊密相關(guān)[3]。考慮到熱連軋中間坯頭尾剪切的時間間隔較長,曲柄式飛剪采用啟動工作制。影響啟動工作制飛剪電機(jī)參數(shù)的因素很多,主要包括剪切機(jī)構(gòu)及其機(jī)構(gòu)尺寸、剪切力、剪切速度和整個傳動系的轉(zhuǎn)動慣量等。這些因素之間存在著互相制約的關(guān)系,如圖1 所示。
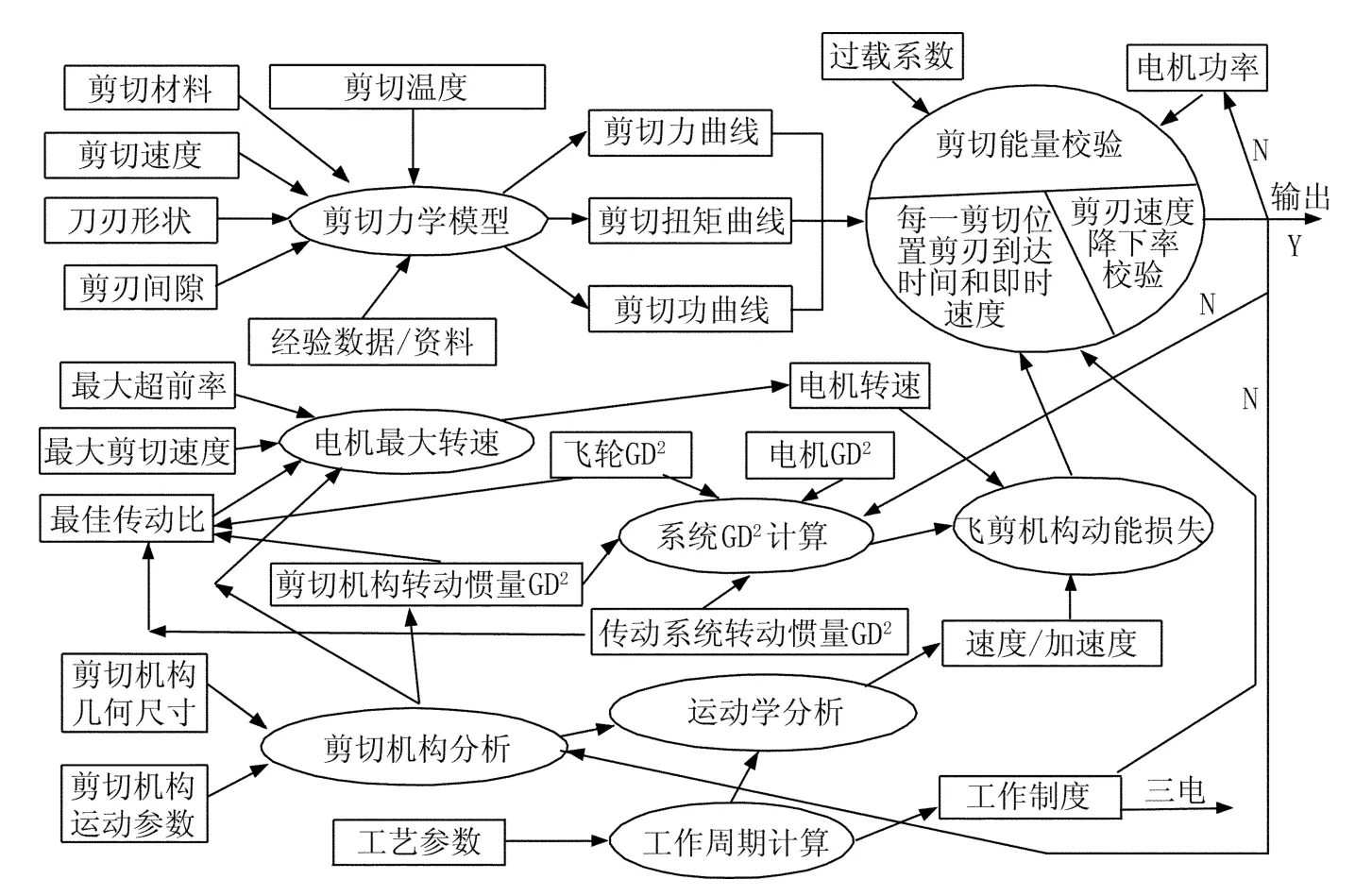
圖1 曲柄式飛剪傳動系統(tǒng)的影響因素
2.1 剪切機(jī)構(gòu)的設(shè)計和優(yōu)化
曲柄式飛剪剪切機(jī)構(gòu)的簡圖如圖2 所示。
由圖2 可知,曲柄式飛剪的上/下剪切機(jī)構(gòu)為曲柄搖桿機(jī)構(gòu),以下剪切機(jī)構(gòu)(如圖3 所示)為例,可將其看成一個封閉的矢量多邊形,用復(fù)數(shù)表示各桿矢量,可得到復(fù)矢量方程式:
水平:l3cosθ3+ l2cosθ2-l1cosθ1= l5
豎直:l1sinθ1+ H + l2sinθ2= l3sinθ3
整理可得連桿和搖桿的角度方程:

式中
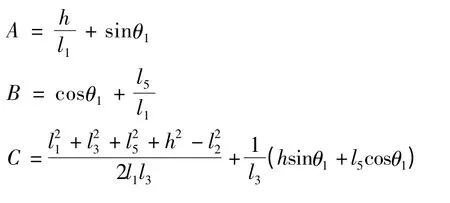
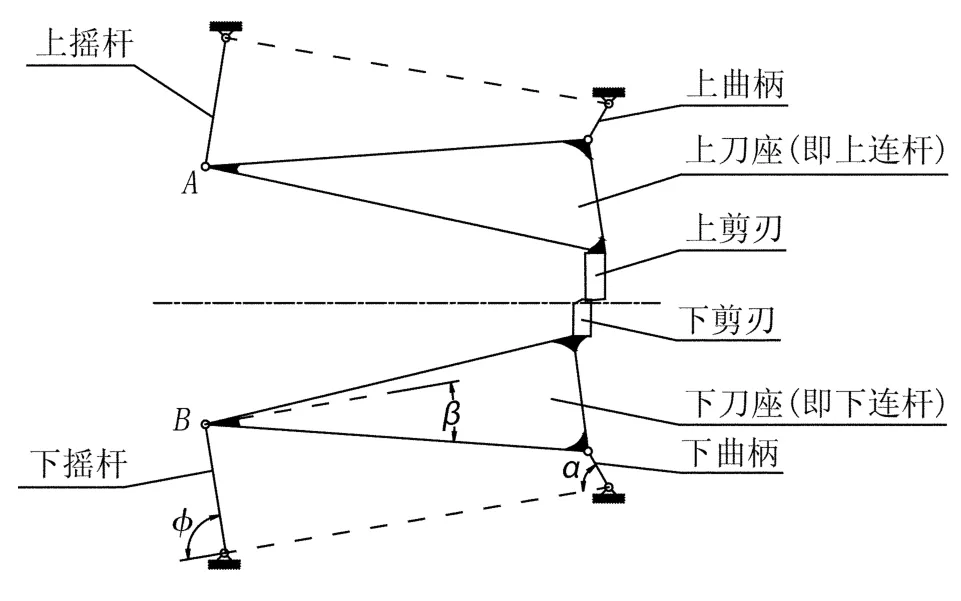
圖2 曲柄式飛剪剪切機(jī)構(gòu)簡圖
連桿與搖桿上任意點的軌跡可由上式得出,并對軌跡方程分別求一階導(dǎo)數(shù)和二階導(dǎo)數(shù)得到任意點的速度和加速度方程。
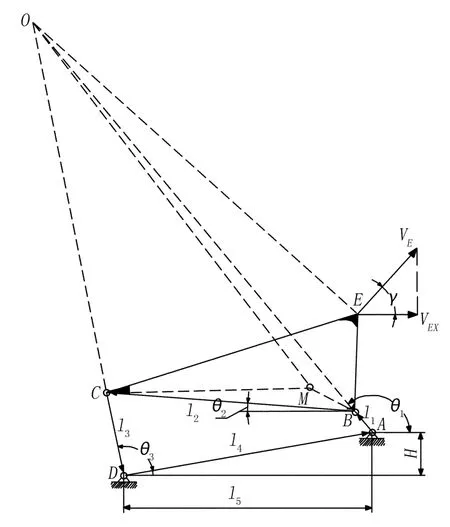
圖3 下剪切機(jī)構(gòu)矢量圖
同時根據(jù)速度瞬心法,在剪刃咬入帶坯瞬間(咬入角α),剪刃及刀架構(gòu)成剛體的三點C、B、E角速度相同,對應(yīng)速度的瞬心在O 點。顯然有下式

式中 VEX—E 點的水平分速度,
RE=OE,RB=OB;
γ—E 點線速度VE與水平軸X 的夾角;
VB—B 點的線速度。
可得剪切過程中任意位置電機(jī)轉(zhuǎn)速與剪刃水平分速度(即工藝要求的帶坯速度,帶坯速度等于剪刃的水平分速度)之間的關(guān)系:

式中 i—電機(jī)與曲軸之間的減速比。
由上式可知,在相同的帶坯速度VE下,電機(jī)轉(zhuǎn)速與剪刃的位置有關(guān)。設(shè)計時希望電機(jī)轉(zhuǎn)速下降從而釋放出能量,即μ 在剪切區(qū)內(nèi)呈下降趨勢,且下降比例越大越好,這樣可以充分釋放系統(tǒng)儲存的能量,以減少電機(jī)在剪切過程中的施力。有效地節(jié)約能源,是曲柄式飛剪優(yōu)化的目標(biāo)之一。
2.2 剪切力和剪切功的精細(xì)計算研究
剪切力是計算剪切功的前提,也是正確計算飛剪強(qiáng)度的基礎(chǔ)。得益于曲柄式飛剪垂直切入帶坯的特性,其上剪刃采用人字剪刃。這不僅可以大幅降低剪切力,還能自動平衡軸向力,因此剪切力可按斜剪刃計算的方式進(jìn)行。文獻(xiàn)[3]深入地研究了各種斜刃剪剪切力的計算方法和公式,比對工程應(yīng)用和實驗結(jié)果,采用科洛遼夫公式的計算結(jié)果較為接近。科洛遼夫的剪切力計算公式[3]為:

式中 k—考慮剪刃磨鈍、剪刃間隙增大等因素影響的修正系數(shù);
τ—被剪切軋件的單位剪切阻力,與剪切鋼種Steel、剪切溫度T、剪切速度v 和相對切入深度ε 有關(guān);
F—軋件剪切斷面積。
在剪切力的工程計算中,最困難的是獲得軋件單位剪切阻力τ 值[2]。需要特別指出的是,雖然剪切過程中帶坯的速度不變,即剪刃的水平分速度不變,但由于人字上剪刃和橢圓的剪刃軌跡,剪切各瞬間帶坯的實際剪切速度(豎直方向)是不同的,如圖4 所示。P1為帶鋼邊部,P8為帶鋼中部。由圖5 對應(yīng)的應(yīng)變速率可以看出,當(dāng)帶坯速度為1m/s 時,整個剪切過程(P1→P8)中的應(yīng)變速率值很大,最大超過75s-1,且趨勢為先急劇增大后急劇減小。

圖4 剪切斷面取點示意圖
因此在精細(xì)計算剪切力時,不僅需要在考慮鋼種Steel、溫度T 對單位剪切阻力τ 的影響,更要將剪切速度精細(xì)考慮至剪切過程中各瞬間點,否則計算結(jié)果與實際差別較大。
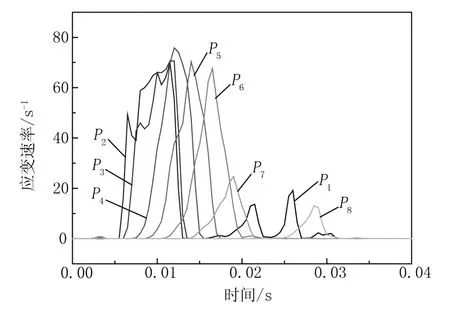
圖5 剪切斷面選取點的等效塑性應(yīng)變
此時剪切過程中的剪切功微元為:

式中 PS—瞬時剪切力;
Δh—瞬時剪切力作用下的剪切高度微元。
2.3 傳動系統(tǒng)轉(zhuǎn)動慣量的優(yōu)化
飛剪傳動系統(tǒng)內(nèi)各組成部分的轉(zhuǎn)動慣量對設(shè)計后的飛剪能否滿足工藝要求起到至關(guān)重要的作用,具體體現(xiàn)在[1]:
1)對于啟動工作制的曲柄式飛剪,J 直接決定飛剪系統(tǒng)的加速時間(即能否在很短時間內(nèi)將剪切機(jī)構(gòu)從靜止?fàn)顟B(tài)加速到具有穩(wěn)定的剪切速度狀態(tài))。
2)J 直接決定飛剪系統(tǒng)在剪切過程中慣性能的釋放能力。
3)J 是飛剪速度控制和位置控制的關(guān)鍵參數(shù)。
整個飛剪傳動系統(tǒng)的轉(zhuǎn)動慣量為電機(jī)轉(zhuǎn)動慣量、減速箱(含輸入和輸出聯(lián)軸器)折算到電機(jī)軸上的轉(zhuǎn)動慣量和剪切機(jī)構(gòu)折算到電機(jī)軸上的轉(zhuǎn)動慣量之和,即:

J電機(jī)和J減速機(jī)轉(zhuǎn)動慣量的計算方法詳見文獻(xiàn)[1]的論述,而J剪切機(jī)構(gòu)需要根據(jù)將各機(jī)構(gòu)的轉(zhuǎn)動慣量折算到電機(jī)軸上。
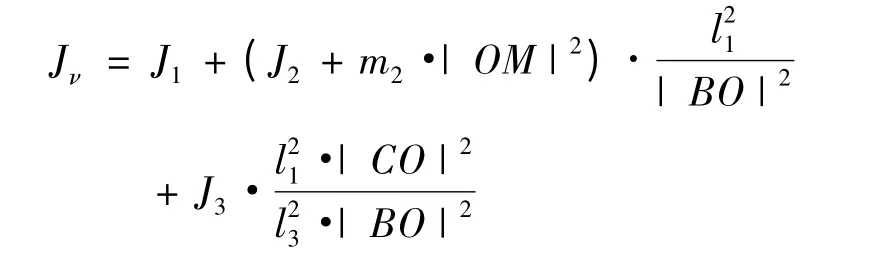
以如圖3 所示的下剪切機(jī)構(gòu)為例,設(shè)曲柄AB對曲柄中心A 點的轉(zhuǎn)動慣量為J1,連桿BC 對其質(zhì)心M 點的轉(zhuǎn)動慣量為J2,搖桿CD 對其旋轉(zhuǎn)中心D 點的轉(zhuǎn)動慣量為J3,連桿BC 對其瞬心O 點的轉(zhuǎn)動慣量為J0。根據(jù)動能定理可得整個剪切機(jī)構(gòu)折算到曲軸上的轉(zhuǎn)動慣量:
剪切機(jī)構(gòu)在整個周期內(nèi)的轉(zhuǎn)動慣量是變化的[4],變化幅值約為平均值的10%,如圖6 所示。
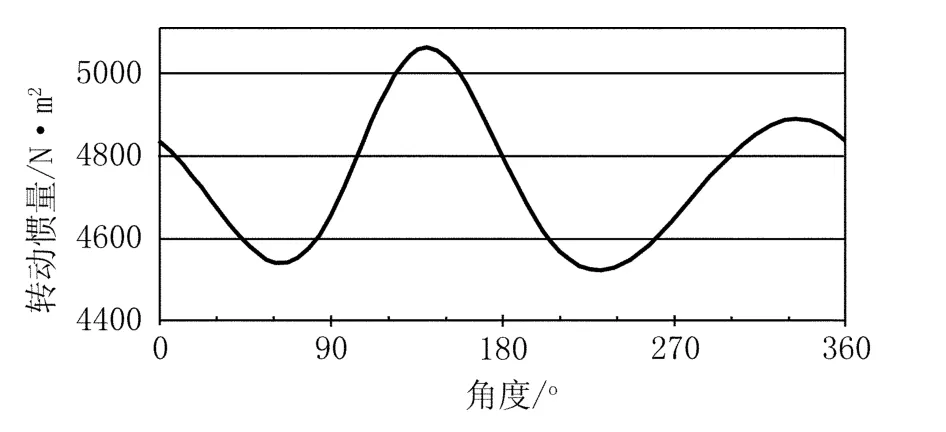
圖6 剪切機(jī)構(gòu)的轉(zhuǎn)動慣量
變化的轉(zhuǎn)動慣量會影響電機(jī)功率的選擇,因此需要研究剪切機(jī)構(gòu)轉(zhuǎn)動慣量變化量對飛剪整個傳動系統(tǒng)轉(zhuǎn)動慣量的影響。
以某鋼廠2250 曲柄式飛剪(不含附加的飛輪慣量)為例,各部分折算到電機(jī)軸上的轉(zhuǎn)動慣量分布約為:
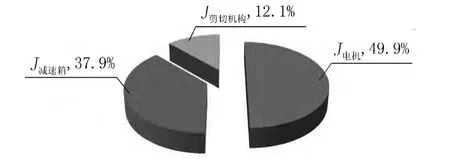
圖7 傳動系統(tǒng)各部分轉(zhuǎn)動慣量占比
結(jié)合圖6 和圖7 可知,剪切機(jī)構(gòu)轉(zhuǎn)動慣量變化值對整個飛剪傳動系統(tǒng)的轉(zhuǎn)動慣量的影響很小,僅為1.2%,故在粗略計算時,可按其整周的平均值計。
同時由圖7 可以看出,電機(jī)和減速箱的轉(zhuǎn)動慣量的占比很大,影響了飛剪的啟動加速性能,若能降低電機(jī)和減速箱的轉(zhuǎn)動慣量,剪切過程中的能量不足通過附加的飛輪慣量來彌補(bǔ),將有效地降低電機(jī)功率,達(dá)到節(jié)能的目標(biāo)。因此開展小慣量的電機(jī)和減速機(jī)設(shè)計具有非常重要的工程意義。
2.4 剪切過程的能量轉(zhuǎn)化模型
1)剪切過程中,曲柄式飛剪需要克服剪切功才能完成剪切,傳動系統(tǒng)釋放的剪切能量包括兩個部分:一部分是傳動系統(tǒng)的運(yùn)動件速度降所釋放的能量A1;另一部分是電機(jī)做功所提供的能量A2。故整個剪切過程系統(tǒng)提供的總能量為A1+。
2)根據(jù)能量守恒定律,剪切過程中的每一時刻,傳動系統(tǒng)釋放的能量微元ΔA1與電機(jī)做功所提供的能量微元ΔA2之和等于剪切鋼板所消耗的剪切功微元ΔW,即

(1)系統(tǒng)釋放的能量微元

式中 n1—剪切過程中某一時刻的電機(jī)轉(zhuǎn)速;
n2—剪切下一時刻電機(jī)的轉(zhuǎn)速,r/min;
J系統(tǒng)—飛剪整個傳動系統(tǒng)折算到曲軸上的轉(zhuǎn)動慣量,kg·m2。
(2)電機(jī)提供的能量
電機(jī)在微元提供的能量
式中 T(φ)—電機(jī)的瞬時轉(zhuǎn)矩,N·m;
dφ—曲軸轉(zhuǎn)過的角度微元,度。
飛剪在剪切過程中產(chǎn)生了速度降,如果降后的速度超過了程序預(yù)設(shè)的速度,飛剪的電機(jī)才開始提供能量。從程序檢測到速度差異至電機(jī)開始提供能量,通常有延遲,這段時間稱為電機(jī)延遲時間。
①當(dāng)剪切時間小于電機(jī)延遲時間,電機(jī)不做功,即
②當(dāng)剪切時間大于電機(jī)延遲時間,累計時間超過電機(jī)延遲時間,電機(jī)轉(zhuǎn)矩從零開始按電機(jī)力矩增長率增長,直至輸出轉(zhuǎn)矩達(dá)到最大轉(zhuǎn)矩,這段剪切角度內(nèi)電機(jī)提供的能量為:

式中 CT——電機(jī)轉(zhuǎn)矩增長率系數(shù),1/sec;
Tlog—電機(jī)延遲時間,s;
T0—電機(jī)額定轉(zhuǎn)矩,N·m;
dφ—曲軸轉(zhuǎn)過的角度微元,度。
③當(dāng)電機(jī)的轉(zhuǎn)矩增長到電機(jī)最大轉(zhuǎn)矩時,電機(jī)轉(zhuǎn)矩保持恒定,這段剪切角度內(nèi)電機(jī)提供的能量為:

式中 λ—電機(jī)過載系數(shù)。
2.5 力能參數(shù)匹配判據(jù)
1)剪切能力校核
電機(jī)不僅需要提供剪切能量,還要對系統(tǒng)速度降后的曲軸轉(zhuǎn)速進(jìn)一步提升,以保持剪刃的水平分速度與帶鋼速度一致,因此,系統(tǒng)釋放的能量與剪切過程中電機(jī)提供的能量之和應(yīng)大于剪切所需的剪切功,否則不能滿足剪切要求,即整個剪切過程的
則剪切能力足夠。
2)曲軸速度降校核
速度降大小與剪切力和剪切速度等因素有關(guān),傳統(tǒng)意義上以速度降大小來衡量,比如速度降不超過30%。這種情況在轉(zhuǎn)鼓式飛剪的控制中較為常見,因為轉(zhuǎn)鼓式飛剪剪刃的軌跡為圓形,受到剪切起始角的影響,剪刃的剪切角度通常較小,約為15 度。此時若保證剪切過程中剪刃的水平分速度一直與帶坯速度匹配,理論計算速度降僅為5%左右,故傳動系統(tǒng)不能充分的釋放出能量,只能靠電機(jī)施力來克服剪切功,電機(jī)功率需大幅提高。因此為了降低電機(jī)功率,轉(zhuǎn)鼓式飛剪在控制上往往采用提高速度降的方式來降低電機(jī)負(fù)荷。但由此造成了剪切過程中的速度不匹配,導(dǎo)致飛剪頻繁“受傷”,剪刃壽命也大幅降低。
由2.1 節(jié)可知,曲柄式飛剪通過優(yōu)化曲柄搖桿的機(jī)構(gòu)尺寸,在保證剪切過程中速度匹配的情況下提高電機(jī)的速度降,研究表明速度降可達(dá)40%以上,這也是曲柄式飛剪較轉(zhuǎn)鼓式飛剪剪刃壽命長、剪切能力更大而電機(jī)功率卻相對較低的重要原因。因此對于曲柄式飛剪,將“剪切過程中曲軸的實際速度曲線不超過理想的速度曲線”作為傳動系統(tǒng)設(shè)計合理與否的判據(jù),如圖8 所示,電機(jī)按照設(shè)定的理想速度曲線控制飛剪的剪切動作。
3)啟動加速角度校核
從剪切開始至剪切結(jié)束的整個剪切過程中,要求剪刃的水平分速度與帶鋼保持一致,因此必須滿足在剪切開始前,剪刃的水平分速度已經(jīng)達(dá)到帶鋼速度,即要求曲軸從靜止加速至帶鋼速度所經(jīng)歷的角度不能超過等待位與剪切開始位置之間的角度,即
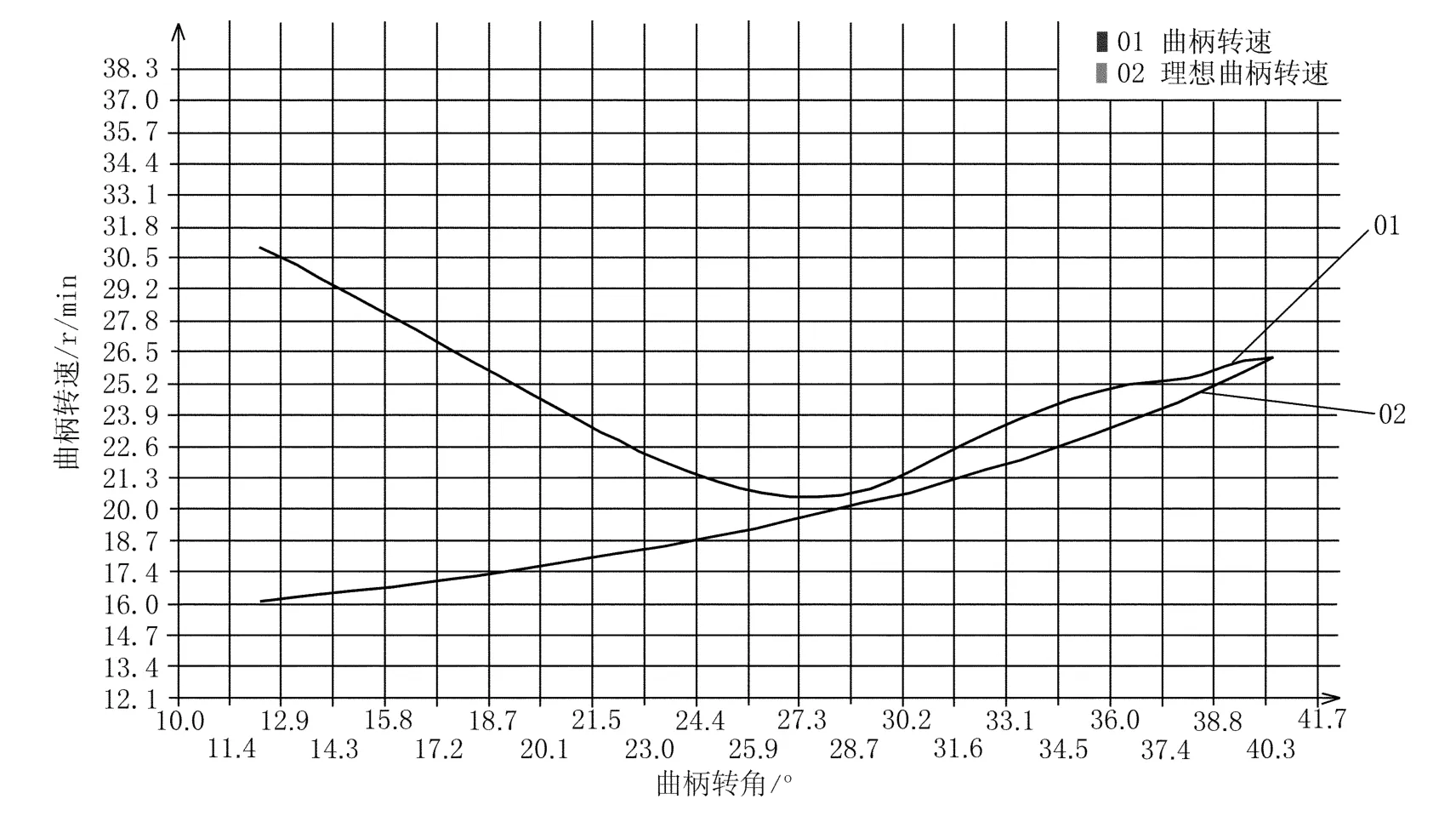
圖8 曲軸在剪切過程中的速度降
式中 θα—曲軸從靜止加速至帶鋼速度所經(jīng)歷的角度,即加速角度;
θβ—等待位與剪切開始位之間的角度。
加速過程按照勻加速運(yùn)動考慮,根據(jù)動能定理

式中 ω—剪切開始位置時曲柄的角速度,可由式(3)獲得,rad/s;
TM—電機(jī)輸出的最大力矩,N·m;
Tf—摩擦力矩,N·m。
2.6 工程對比和驗證
采用上述設(shè)計理念和方法,編制了曲柄式飛剪力能參數(shù)計算和優(yōu)化軟件,對寶鋼2050mm、武鋼2250mm 等熱連軋生產(chǎn)線的曲柄式飛剪參數(shù)進(jìn)行了對比,計算結(jié)果與實際情況相一致,在此基礎(chǔ)上開展的攀西2050mm 曲柄式飛剪優(yōu)化設(shè)計,與最終工程現(xiàn)場采集的電氣控制數(shù)據(jù)進(jìn)行了對比,結(jié)果非常吻合。
3 結(jié)束語
從熱連軋曲柄式飛剪的應(yīng)用發(fā)展和需求現(xiàn)狀出發(fā),以設(shè)計研究的角度闡述了曲柄式飛剪傳動系統(tǒng)的設(shè)計過程,系統(tǒng)探討了曲柄式飛剪設(shè)計的核心內(nèi)容——傳動系統(tǒng)的設(shè)計和優(yōu)化,詳細(xì)論述了剪切機(jī)構(gòu)的設(shè)計和優(yōu)化、剪切力和剪切功、傳動系統(tǒng)轉(zhuǎn)動慣量、剪切過程中的能量轉(zhuǎn)化模型等各關(guān)鍵點和難點,重點研究了曲柄式飛剪傳動系統(tǒng)在設(shè)計優(yōu)化上有別于其他飛剪的獨(dú)特之處,如剪切力的精細(xì)化計算、傳動系統(tǒng)各部分轉(zhuǎn)動慣量的分布及優(yōu)化等,指出了曲柄式飛剪在剪切過程中速度降值的誤區(qū),并提出了傳動系統(tǒng)參數(shù)匹配合理與否的判據(jù),為曲柄式飛剪的傳動系統(tǒng)設(shè)計提供參考。在此基礎(chǔ)上優(yōu)化傳動系統(tǒng)參數(shù)并與實際工程進(jìn)行了驗證,結(jié)果非常吻合。
[1]黃煥江等. 熱連軋曲柄連桿式飛剪設(shè)計探討[J]. 冶金設(shè)備,2010 (3):16-19.
[2]王貴明等. 切頭飛剪[J]. 一重技術(shù),1995(2):90-101.
[3]鄒家祥.軋鋼機(jī)械(第3 版)[M]. 北京:冶金工業(yè)出版社,2004.
[4]張人驤. 飛剪機(jī)[M]. 北京鋼鐵學(xué)院冶金機(jī)械教研組,1976.
[5]胡高舉. 熱軋帶鋼滾筒切頭飛剪力能參數(shù)優(yōu)化計算[J]. 鋼鐵技術(shù),2011(2):24-27.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
