熱裝率自動測量裝置及其控制方法研究
2015-01-13 02:00:09魏金輝姜海罡趙憲義
化工自動化及儀表 2015年3期
魏金輝 姜海罡 趙憲義
(承德鋼鐵集團有限公司自動化中心,河北 承德 067102)
有效利用連鑄坯的固體顯熱,實行連鑄坯熱送熱裝軋制,一方面可以降低鋼坯在加熱爐中加熱過程的氧化燒損和煤氣消耗,另一方面還可以緩解煤氣的供應不足和減少生產中的待熱時間、提高產量、促進效率和效益的最大化,使企業的噸鋼綜合能耗下降到新的水平,是鋼鐵企業為實現節能和增產雙贏的一項措施。
熱裝率是在加熱爐的入爐鋼坯中熱鋼、溫鋼、冷鋼各占入爐鋼坯總數的百分比,它是衡量入爐鋼坯冷熱程度的指標。與熱裝率相關的在爐時間指一塊鋼坯從裝鋼機裝入爐內開始計時,到這塊鋼坯被出鋼機放置到出爐輥道上所需的時間。與熱裝率相關的出鋼節奏是指平均出一塊鋼坯所需的時間,通常從裝鋼機裝鋼信號到來開始,到裝鋼機推正、裝鋼機裝鋼鋼坯進入爐內、裝鋼機下降到位后判斷能裝鋼的允許裝鋼信號到來為止的一段時間。傳統的熱裝率、在爐時間和出鋼節奏是由人工手動統計的,統計人員根據入爐鋼坯測溫儀的溫度數值分別統計出熱鋼、溫鋼和冷鋼的數量,再統計出入爐鋼坯總數,手動計算得出熱裝率,同時手動統計鋼坯在爐時間和出鋼節奏。手動方法誤差大,統計數據不準確,受人為因素的影響較大。
但是熱裝率的測量是熱送熱裝工作的關鍵環節,對軋鋼的生產至關重要。因此,筆者利用PLC或DCS系統,通過鋼坯軋制單位號和本單位塊數輸入單元、裝鋼信息采集單元、在爐時間計算單元、裝鋼溫度判定單元、熱裝率自動計算單元、動作順序控制單元各軟件單元,設計熱裝率自動測量控制方法,以減少鋼坯的氧化燒損和煤氣消耗,保證加熱爐爐況的穩定。
熱裝率自動測量裝置包括裝鋼機、入爐輥道、入爐前輥道、加熱爐、出鋼機、出爐輥道、測溫儀、1#冷金屬檢測器、2#冷金屬檢測器、現場控制站和操作員站[1]。現場控制站由輸入模件、輸出模件、電源模件、CPU控制器件、接口模件和總線底板模件組成,還包括鋼坯軋制單位號和本單位塊數輸入單元、裝鋼信息采集單元、在爐時間計算單元、裝鋼溫度判定單元、熱裝率自動計算單元及動作順序控制單元等軟件單元,這些軟件單元安裝在CPU控制器件上。熱裝率自動測量裝置的硬件組成如圖1所示。
裝鋼機安裝在入爐輥道的側面,將位于入爐輥道上的鋼坯送入加熱爐;入爐輥道位于加熱爐爐門前,用于輸送停放進入加熱爐的鋼坯;鋼坯在加熱爐內加熱后,由出鋼機將鋼坯輸送到安裝在加熱爐的另一側的出爐輥道上運走,出鋼機安裝在出爐輥道的側面;測溫儀安裝在入爐前輥道的側面,用于檢測進入加熱爐的鋼坯溫度;1#冷金屬檢測器安裝在入爐前輥道的側面,控制入爐前輥道動作并判斷有、無鋼坯和測溫儀測溫的取數信號;2#冷金屬檢測器安裝在入爐輥道的側面,檢測和控制有、無鋼坯和裝鋼機和入爐輥道動作。裝鋼機、入爐輥道、入爐前輥道、加熱爐、出鋼機、出爐輥道、測溫儀、1#冷金屬檢測器和2#冷金屬檢測器的輸入信號和控制信號分別與現場控制站的輸入模件和輸出模件連接,輸入模件、輸出模件、電源模件、CPU控制器件和接口模件通過總線底板模件連接并安裝在總線底板模件上,并組成現場控制站。現場控制站可為標準的PLC或DCS系統。現場控制站的接口模件與操作員站連接,接口模件為工業交換機、以太網模板及現場總線等;操作員站為工業計算機或工業觸摸屏。
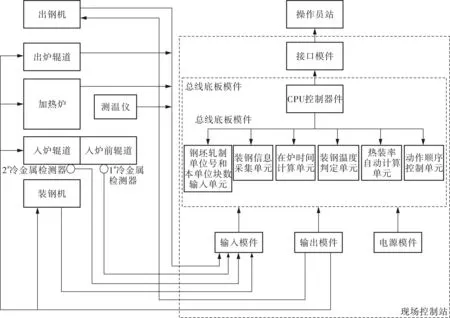
圖1 熱裝率自動測量裝置硬件組成框圖
2 熱裝率自動測量方法
熱裝率自動測量步驟如下:
a. 每一種鋼坯都有一個軋制單位號和鋼坯塊數,此項由工藝生產鋼坯軋制表給出。在操作站人機界面由操作工輸入“鋼坯軋制單位號和本單位塊數”,當軋制鋼坯塊數超過輸入的鋼坯總數時,操作站人機界面提示“請輸入下一種軋制單位號和本單位塊數”,用于鋼坯定位使用。
b. 利用“裝鋼信息采集單元”進行相關數據采集。鋼坯裝鋼信息采集單元采用裝鋼機下降位置到位信號上升沿進行觸發,當裝鋼機下降到位上升沿為1時,在相應的數據塊中記錄軋制單位號信息、裝鋼位置、裝鋼時間及鋼坯裝鋼溫度等與鋼坯相關的信息。當加熱爐步進梁移動時,移動數據塊內相應的數據即可實現畫面數據的跟隨移動。
c. 利用“在爐時間計算單元”計算鋼坯在爐時間。用軟件編制一個1min脈沖,當此脈沖為1時,給每一塊鋼的在爐時間加1,也就是時間每經過1min每一塊鋼的在爐時間增加1,這樣可以求得所有在爐鋼坯的在爐時間和出鋼節奏。
d. 利用“裝鋼溫度判定單元”進行鋼坯數量統計。測溫儀輸出的4~20mA溫度信號經輸入模件引入PLC或DCS的現場控制站,轉換為對應的溫度值顯示在操作員站上。鋼坯根據溫度信號分成幾個區域,熱鋼(大于500℃,小于700℃)顯示為粉色、溫鋼(大于300℃,小于500℃)顯示為藍色、冷鋼(小于300℃)顯示為淡綠色、返回鋼(溫度大于700℃)顯示為紅色,當溫度在相應的范圍內就自動記錄一下數量和相應的鋼種(熱鋼、溫鋼、冷鋼和返回鋼),統計出相應的鋼坯數量。
e. 利用“熱裝率自動計算單元”計算熱裝率。分別利用熱鋼、溫鋼、冷鋼和返回鋼的塊數除以鋼坯總數,即可得到熱鋼、溫鋼、冷鋼和返回鋼的百分數,熱鋼、溫鋼的百分數之和即為熱裝率,此數值會顯示在操作員站上。
f. 利用“動作順序控制單元”進行各種動作順序控制。溫度信號,當鋼坯行進到安裝在入爐前輥道側面的1#冷金屬檢測器處,檢測到有鋼時,入爐前輥道停止運行,測溫儀檢測鋼溫并存入數據寄存器;軋制單位號和本單位塊數,由操作工在本塊鋼裝鋼入爐時,裝鋼機的下降到位信號上升沿為1之前,從操作員站上輸入,信息存入數據寄存器;軋制單位塊數由操作工輸入,當所裝鋼坯數大于等于所輸入的鋼坯數時,即從操作員站上彈出提示框,提示操作工輸入鋼坯信息和相應塊數,操作工若忘記輸入塊數會繼續累加,操作工也可推算出裝鋼塊數;在爐時間,產生一個1min脈沖,當脈沖上升沿到時給相應的數據寄存器顯示數值加1,也就是時間每經過1min每一塊鋼的在爐時間增加1,這樣可以求得所有在爐鋼坯的在爐時間和出鋼節奏;移動,所有信號的移動問題均取裝鋼機的下降到位信號上升沿為1作為同一個移動標準。
3 熱裝率自動測量方法實施
本例中,測溫儀選用的是單色SN21*Y型,測溫范圍250~1 300℃;控制核心為S7-300 PLC,輸入模件為6ES7 331-7KF02-0AB0型和6ES7 321-1BL00-0AA0型,輸出模件為6ES7 332-7KF02-0AB0型和6ES7 322-1BL00-0AA0型,電源模件為6ES7 307-1KA01-0AA0型,CPU控制器件為6ES7 315-2AH14-0AB0型,接口模件為Moxa EDS-G205、6ES7 343-1EX30-0XE0型和6ES7 153-1AA03-0XB0型,總線底板模件為6ES7390-1GF30-0AA0型。
熱裝率自動測量畫面的說明如圖2所示,熱裝率自動測量畫面的拷貝如圖3所示,熱裝率自動測量工藝流程如圖4所示。
在鋼坯軋制單位號和本單位塊數輸入單元操作工進行數據輸入。操作工在操作站上的人機界面輸入鋼坯軋制單位號和本單位塊數,操作工輸入的軋制單位號為2365,本單位塊數為465。
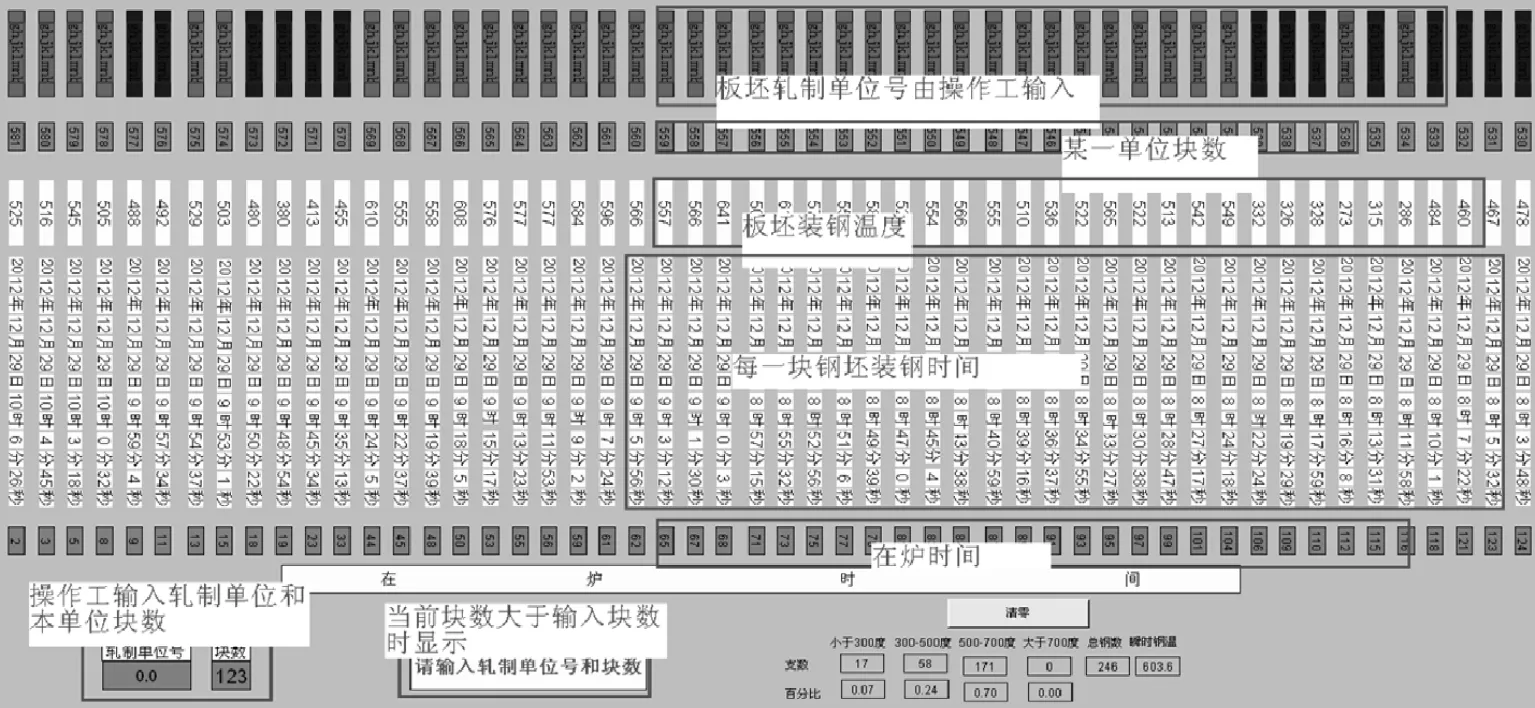
圖2 熱裝率自動測量畫面的說明
圖3 熱裝率自動測量畫面的拷貝
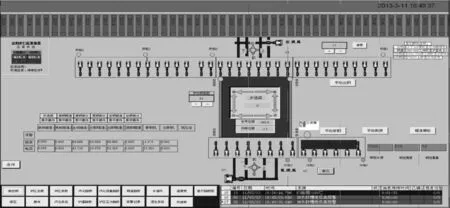
圖4 熱裝率自動測量工藝流程
利用裝鋼信息采集單元進行相關數據采集。鋼坯裝鋼信息采集單元采用裝鋼機下降位置到位信號上升沿進行觸發;當裝鋼機下降到位上升沿為1時,在相應的數據塊中記錄下軋制單位號信息、裝鋼位置、裝鋼時間及鋼坯裝鋼溫度等與鋼坯相關的信息。當加熱爐的步進梁移動時,移動數據塊內相應的數據即可實現畫面數據的跟隨移動。例如:記錄下軋制單位號信息為2365,裝鋼位置為屏幕左邊第2列、裝鋼時間為3月11日16時40分9秒,鋼坯裝鋼溫度為251℃等與鋼坯相關的信息。
利用在爐時間計算單元計算鋼坯在爐時間。用軟件編制一個1min脈沖,當此脈沖為1時,給每一塊鋼的在爐時間加1,也就是時間每經過1min每一塊鋼的在爐時間增加1,這樣可以求得所有在爐鋼坯的在爐時間和出鋼節奏。例如:本軋制單位號第一塊鋼的在爐時間為3min,以后每次加1min。
利用裝鋼溫度判定單元進行鋼坯數量統計。測溫儀輸出的4~20mA溫度信號經輸入模件引入PLC或DCS的現場控制站,轉換為對應的溫度值顯示在操作員站上。
鋼坯根據溫度信號分成熱鋼、溫鋼、冷鋼和返回鋼;當溫度在相應的范圍內就自動記錄一下數量和相應的鋼種,統計出相應的鋼坯數量。本例中統計出的小于300℃的支數19支,總鋼數19支。
利用熱裝率自動計算單元計算熱裝率。分別利用熱鋼、溫鋼、冷鋼和返回鋼的塊數除以鋼坯總數,即可等到熱鋼、溫鋼、冷鋼和返回鋼的百分數,熱鋼、溫鋼的百分數之和即為熱裝率,并將數值顯示在操作員站上。例如本例中統計出的小于300℃的百分比為100%。
利用動作順序控制單元進行各種動作順序控制。
溫度信號,當鋼坯行進到安裝在入爐前輥道側面的1#冷金屬檢測器處,檢測到有鋼時,入爐前輥道停止運行,測溫儀檢測鋼溫并存入數據寄存器。例如DB901.DBD0中,當1#冷金屬檢測器檢測有鋼信號的下降沿為1時,轉存到數據寄存器DB901.DBD4中,此時鋼坯已經處于加熱爐裝鋼側爐外等待裝鋼位置,裝鋼機動作;當裝鋼機的下降到位信號上升沿為1時,取此溫度信號作為裝鋼溫度存入數據寄存器DB902.DBD0中,并且將該數據寄存器移動一次,也就是說,第一塊鋼溫存在數據寄存器DB902.DBD4中,第二塊鋼溫在數據寄存器DB902.DBD8中,依此類推。軋制單位號和本單位塊數,由操作工在本塊鋼裝鋼入爐時,裝鋼機的下降到位信號上升沿為1之前,從操作員站上輸入,信息存入數據寄存器。軋制單位塊數由操作工輸入,當所裝鋼坯數大于等于所輸入的鋼坯數時,即從操作員站上彈出提示框,提示操作工輸入鋼坯信息和相應塊數。操作工若忘記輸入,塊數會繼續累加,操作工也可推算出裝鋼塊數。例如DB907中的從dbx0.0開始的10個字節中,并且移動到db907中的從dbx10.0開始的10個字節,也就是說,第一塊信息在DB907中的從dbx10.0中,第二塊鋼溫在DB907中的從dbx20.0,依此類推。
4 結束語
通過以上各功能的實現,加熱爐操作工可以很清楚地看到每一個加熱段內有多少塊冷鋼、溫鋼和熱鋼,并且了解各塊鋼坯的在爐時間,有利于操作工了解板坯裝爐時的溫度情況,從而根據各加熱段不同鋼坯分布的情況采取不同的燃燒方案;有利于操作工根據各加熱段燒嘴的分布情況,用最少的煤氣消耗、最短的在爐時間燒出符合要求的板坯送給軋機。熱裝率自動測量裝置自動計算出加熱爐的入爐鋼坯中熱鋼、溫鋼和冷鋼的百分比,自動計算出鋼坯在爐時間和出鋼節奏。自動測量的實現,減少了人為因素的影響,可以準確指導鋼鐵企業加熱爐的熱送熱裝的生產,減少鋼坯的氧化燒損和煤氣消耗,有利于加熱爐爐況的穩定,經濟效益可觀。
[1] 魏金輝,楊中方,趙憲義,等.一種熱裝率自動測量裝置[P].中國:ZL 2013205441181,2013-09-04.
