多眼綜絲織造的上機圖設計
2015-01-15 10:03:58柳寶琴李毓陵陳旭煒杜衛平
產業用紡織品 2015年2期
柳寶琴 李毓陵 陳旭煒 杜衛平
(1.東華大學紡織面料技術教育部重點實驗室,上海,201620;2.上海紡織控股〔集團〕公司技術中心,上海,200336)
以三維紡織品作為增強相的復合材料具有二維紡織增強復合材料無可比擬的優勢,如比強度高,比模量大,特殊力學耦合性好,可設計性強,生產成本低,易于實現等,同時克服了層狀結構復合材料層間強度低、易沖擊損傷等缺點[1]。三維機織物由于可在專用設備或稍加改造的普通設備上生產,且生產效率較高,因此是所有三維紡織品中應用最廣泛的一種[2]。
普通織機一般采用單眼綜絲,織物組織的經紗循環數受綜框數限制,目前綜框數最多的多臂織機為32頁[3],可織造的三維機織物厚度有限。此外,在單眼綜絲織機上,織物組織層數多,緯紗循環數大,綜框需要開口次數多,當使用高強度、高模量纖維時,會使紗線與紗線、紗線與鋼筘、紗線與綜絲之間的摩擦加劇,造成紗線起毛或斷頭,嚴重時將使織造無法進行[4]。
國內學者采用多眼綜絲與多劍桿同時引緯技術,研制出了多劍桿織機[5]。采用多眼綜絲織造時,一根多眼綜絲可以穿入多根經紗,多根經紗在豎直方向排列,減少了所需綜框數,降低了經紗層間密度,適宜織造高性能纖維材料的高厚織物以及工字型等異型截面織物。多眼綜絲織造技術的基本原理如圖1所示。
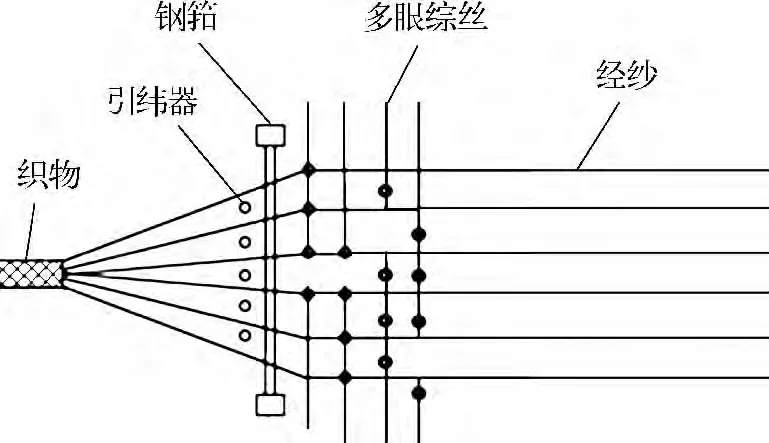
圖1 多眼綜絲織造技術的基本原理圖
已有學者[6-9]對多眼綜絲織造的織造方法、織邊、工藝以及實際應用等問題進行了研究。楊彩云[10]設計了適于多眼綜絲織造的多種角聯鎖組織結構;劉健等[11]研究了多眼綜絲織造的簡單織物組織上機和織造工藝;薛進等[12]探討了多層織物上機的紋板圖設計。但對于多眼綜絲織造的復雜多層織物組織的上機圖設計,目前還沒有人進行系統而深入的研究。
圖2所示的幾種較典型的三維機織物結構,十分適宜采用多眼綜絲織造技術織造[10]。
在經紗循環數相同的情況下,圖2(d)所示的疏松正交角聯鎖結構的織物層數最多。本文以該組織為例,根據傳統織機單眼綜絲織造的上機基本原理,闡述多眼綜絲織造技術上機設計的基本方法,為多眼綜絲織造技術的實際應用提供支持。
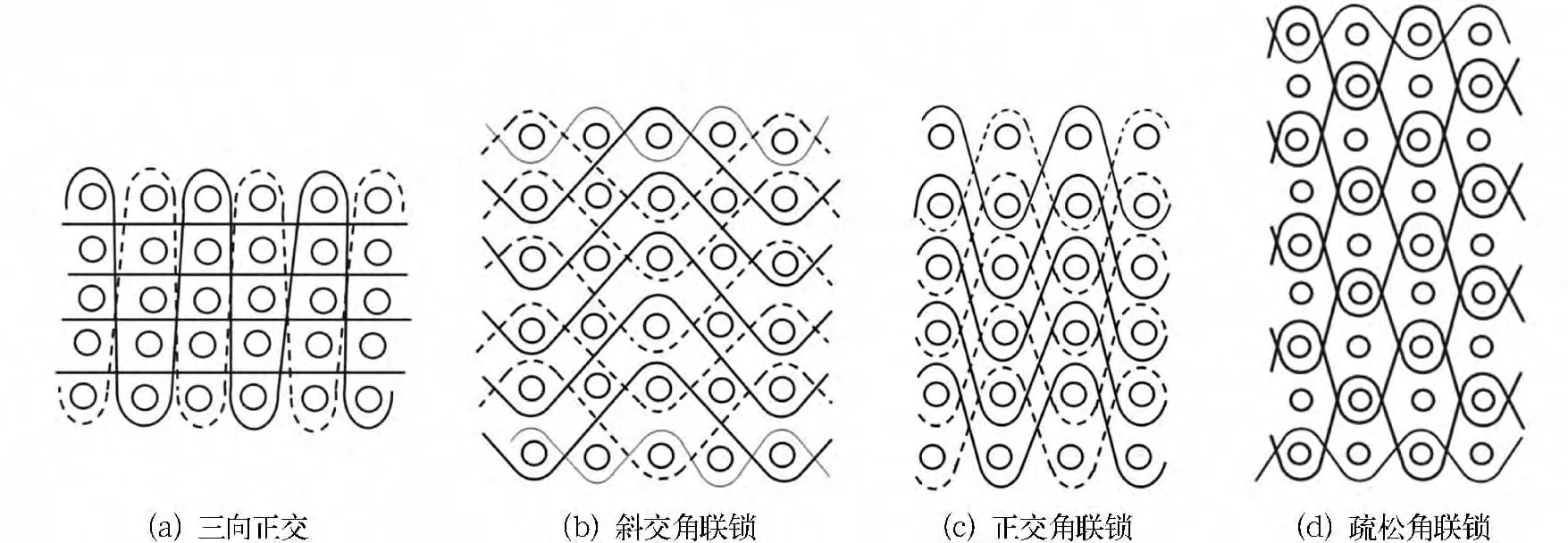
圖2 幾種典型的三維機織物結構(經向截面圖)
1 單眼綜絲織造
本文選用經紗循環數為24的疏松正交角聯鎖組織,采用24頁綜織造,其截面圖如圖3所示。采用順穿法,并將相同豎直截面的經紗穿在同一個筘齒,得到單眼綜絲織造的上機圖[13],如圖4所示。
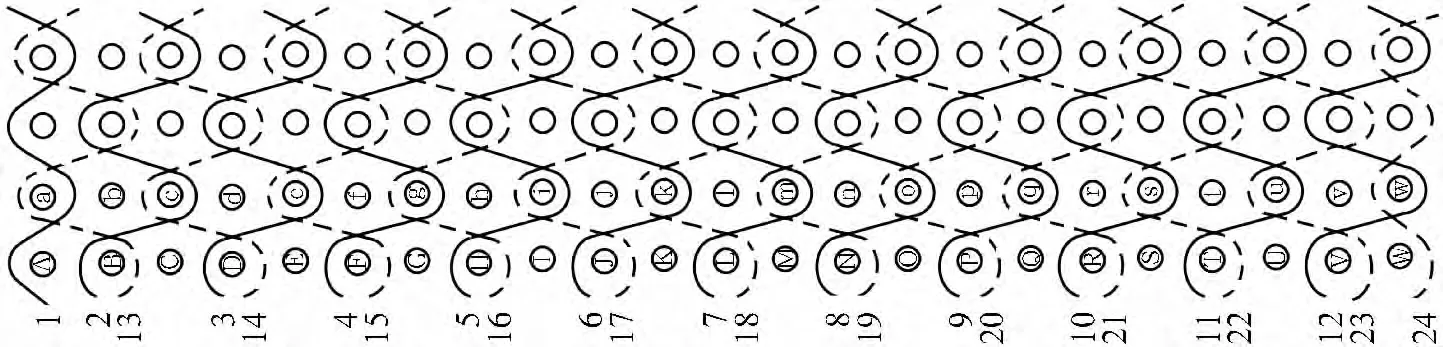
圖3 疏松正交角聯鎖組織的截面圖
2 雙眼綜絲織造
對于雙眼綜絲織造,將多層織物分為上下兩部分,分別由上下兩層綜眼織造。綜眼層內的經紗可按照單眼綜絲織造的方法各自織造一定層數的織物,再將某頁綜提起兩個或兩個以上高度,上下綜眼內經紗交錯形成梭口,把上下綜眼層內織物接結起來而成為一個整體的多層接結織物。
2.1 穿綜設計
將圖3所示織物的一個組織循環內的經紗按上下位置平均分為兩部分。上半部分的截面結構見圖5(a),其中的經紗1~6和13~18,依次穿入綜片一~十二的上層綜眼;下半部分的經紗7~12和19~24,依次穿入下層綜眼。
上層綜眼層內的穿綜圖見圖5(c),所有經紗在多眼綜絲中的穿入情況見圖6。
2.2 穿筘圖
將一個豎直截面的經紗穿在同一個筘齒。經紗1~12穿入一個筘齒,經紗13~24穿入相鄰筘齒。其穿筘圖與單眼綜絲織造的穿筘圖相同,此處從略。
2.3 紋板圖
單眼綜絲織造的上機紋板圖是根據組織圖中的經組織點和穿綜次序繪出的。多眼綜絲織造的綜眼層內織物組織可參照單眼綜絲織造,由圖5(b)和圖5(c)繪出圖7所示紋板圖。由于該紋板圖所有綜框只有一個提起高度,綜眼層之間沒有形成接結,所織成的是兩塊相互獨立的織物,見圖8(a)。
由圖3可知,上下綜眼層織造的兩部分織物是在經紗7和18處產生接結的。接結部分如圖8(b)所示,上層綜眼內織物的底層經紗18和下層綜眼內織物的表層經紗7通過緯紗L、l接結。緯紗L、l為連接上下綜眼層織物而添入的接結緯紗。因此,在各自綜眼層織物的一個豎直截面的緯紗引入完畢后,再追加單獨的開口,以便引入接結緯紗層 L、l,最終得到整體織物的紋板圖,見圖9(a)。

圖4 單眼綜絲織造的上機圖
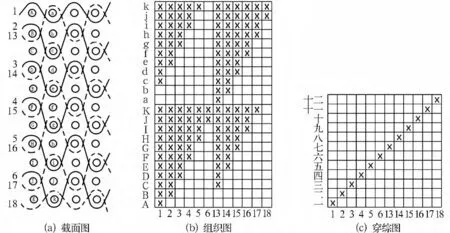
圖5 雙眼綜絲織造的綜眼層內織物組織圖和穿綜圖(以上層綜眼內織物為例)
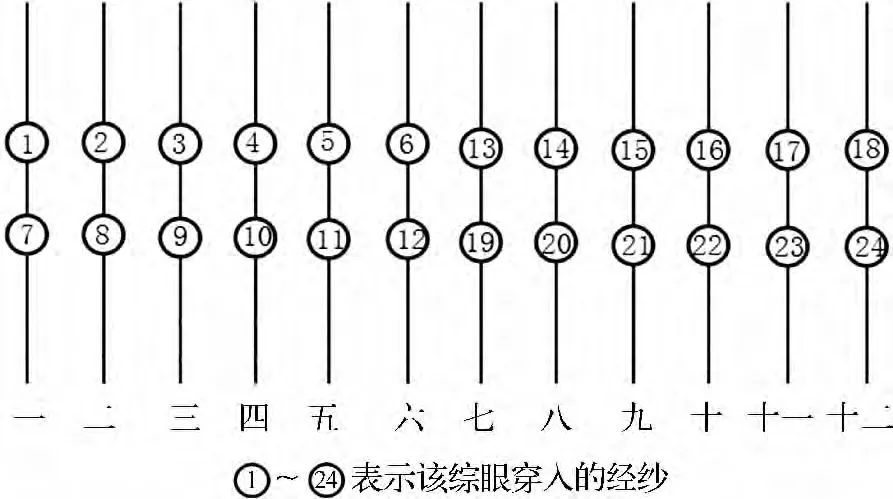
圖6 雙眼綜絲織造的穿綜示意圖
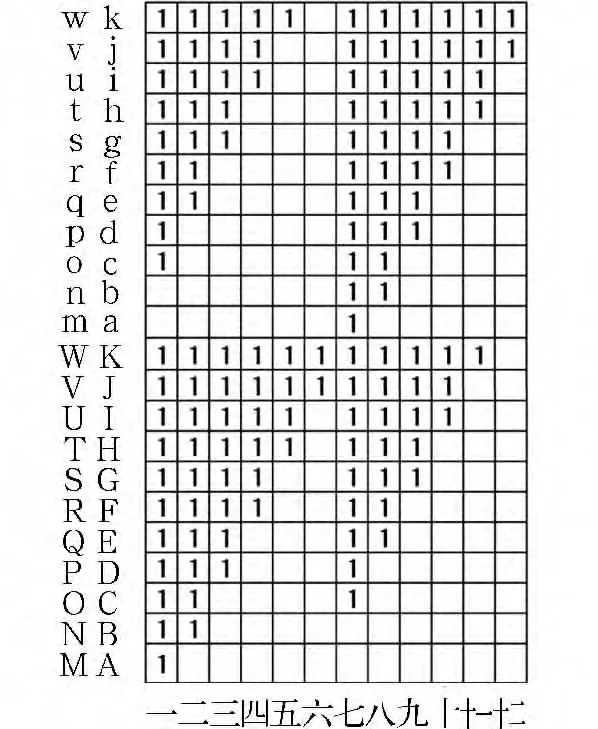
圖7 綜眼層內織物的紋板圖
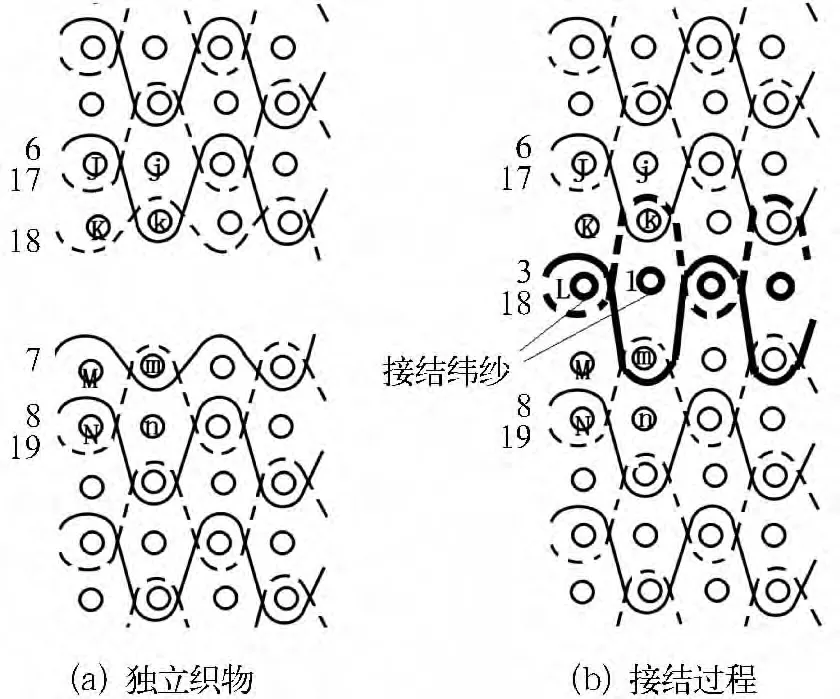
圖8 綜眼層間接結過程
2.4 選緯圖
對于單眼綜絲織造,繪出穿綜圖、穿筘圖和紋板圖后即完成上機設計,而對于多眼綜絲織造則不然。多眼綜絲織造是多層梭口織造,每次開口形成多個梭口。每一次開口并非所形成的所有梭口都需要引緯,各層梭口的引緯情況不完全相同,必須有選緯過程。
在織綜眼層內織物時,下上層綜眼內所成的雙梭口同時引入一根緯紗;但在織接結緯紗L、l時,僅對一個梭口引緯。本文采用選緯圖對此進行表達。選緯圖的縱向表示開口序列,與紋板圖相對應;橫向從左至右表示織機由上至下的引緯器序列。有記號的方格表示對應的引緯器引入一根緯紗;空白方格表示對應的引緯器不引入緯紗,如圖9(b)所示。
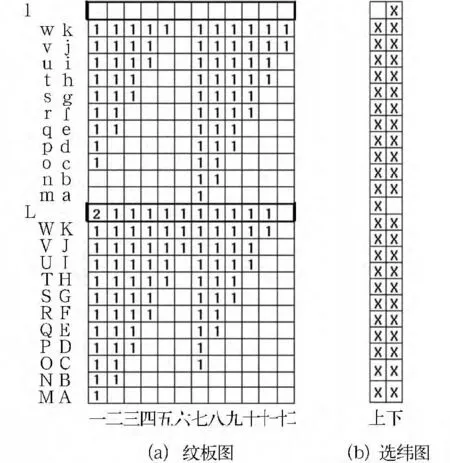
圖9 雙眼綜絲織造的紋板圖與選緯圖
3 三眼綜絲織造
三眼綜絲每根綜絲上穿入三根經紗,經紗形成上中下三層。三眼綜絲織造的上機設計原理與雙眼綜絲相似,圖3所示疏松正交角聯鎖組織的上機設計如下:
將織物的經紗按上中下位置一分為三,分別穿入上中下三層綜眼內,各層綜眼內穿紗方法一致。綜眼層內織物組織圖與穿綜圖見圖10,所有經紗在三眼綜絲上的穿入情況如圖11所示。
得到圖12所示綜眼層內織物紋板圖后,依據圖13所示的綜眼層間接結過程,最后得到整體織物的紋板圖和選緯圖,如圖14所示。
4 四眼綜絲織造
同理可得到四眼綜絲織造,其上機設計過程如圖15~圖19所示。
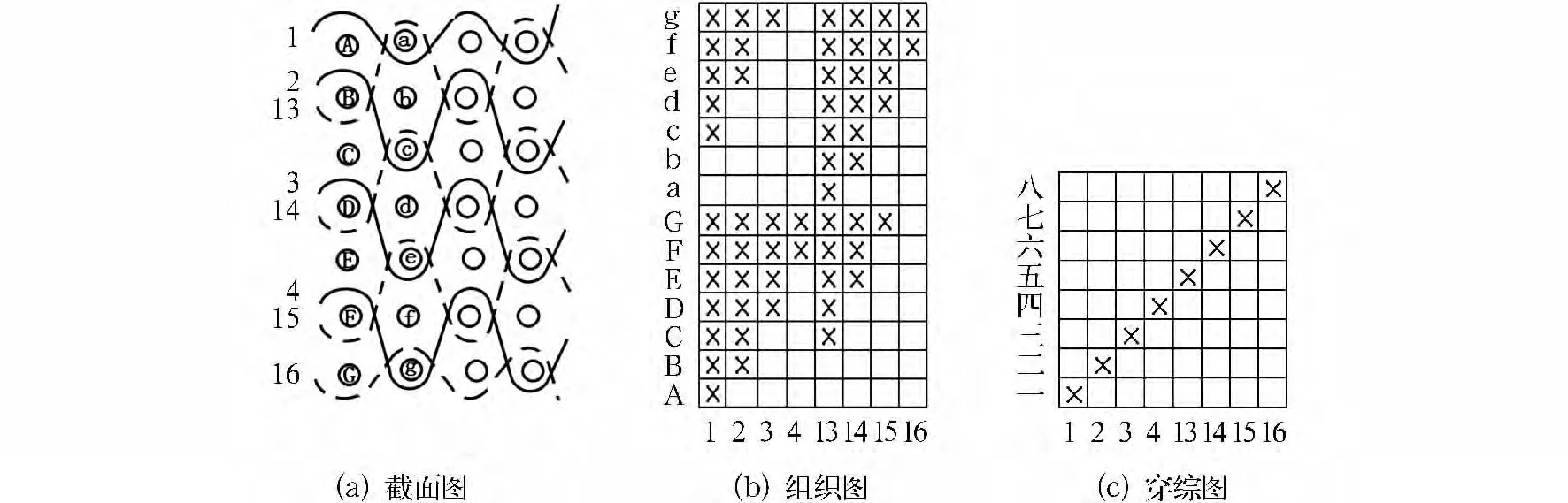
圖10 三眼綜絲織造的綜眼層內織物組織圖與穿綜圖(以上層綜眼內織物為例)

圖11 三眼綜絲織造的穿綜示意圖
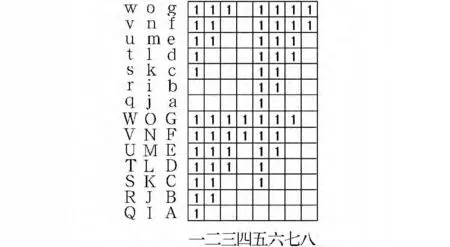
圖12 三眼綜絲織造的綜眼層內織物紋板圖
5 十二眼綜絲織造
織造圖3所示的疏松正交角聯鎖組織織物,最多可采用十二眼綜絲,全部經紗分為12組,每組為2根運動規律不相同的經紗。上機設計結果如圖20所示。
6 對比與分析
將以上多眼綜絲織造上機設計圖中的主要參數進行比較,如表1所示。

圖13 三眼綜絲織造的綜眼層間接結過程

圖14 三眼綜絲織造的紋板圖與選緯圖
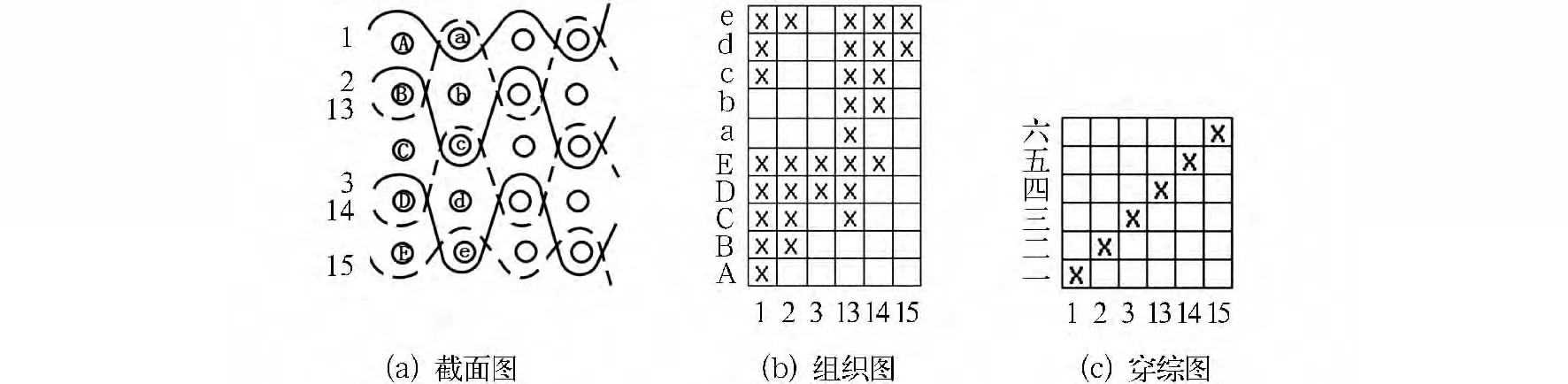
圖15 四眼綜絲織造的綜眼層內織物組織圖與穿筘圖(以第一層綜眼內織物為例)
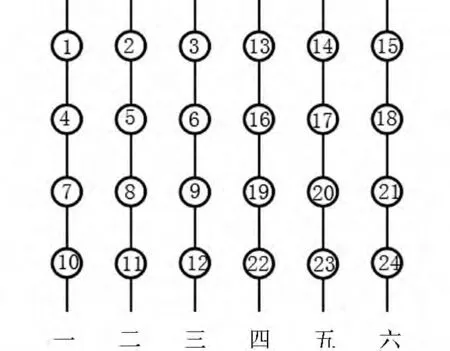
圖16 四眼綜絲織造的穿綜示意圖
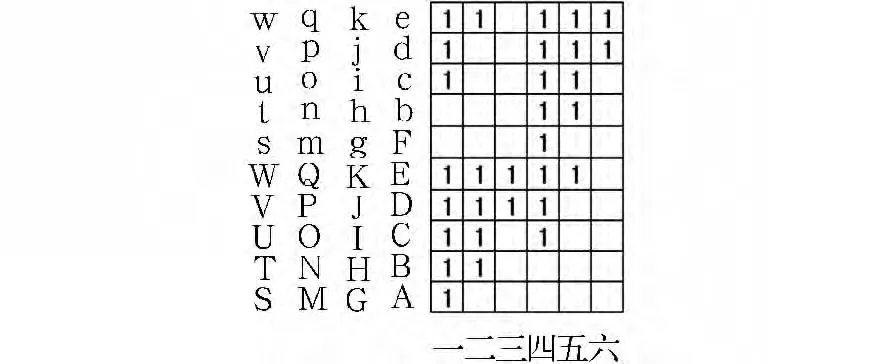
圖17 四眼綜絲織造的綜眼層內織物紋板圖
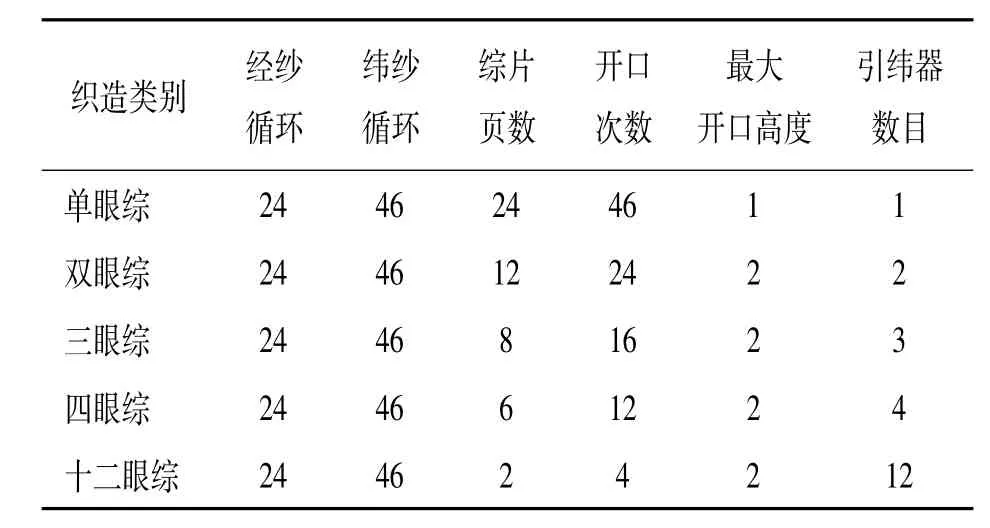
表1 不同眼綜絲織造的上機圖對比
由表1可知,在織造相同織物組織時,多眼綜絲的綜眼數目越多,所需綜框數越少。隨著綜眼數目的增加,綜框的開口次數減少,但所需引緯器數目增多,且綜框常常提起不止一個梭口高度。
7 結語
與傳統單眼綜絲織造相比,多眼綜絲織造具有如下優勢:

圖18 四眼綜絲織造的綜眼層間接結過程
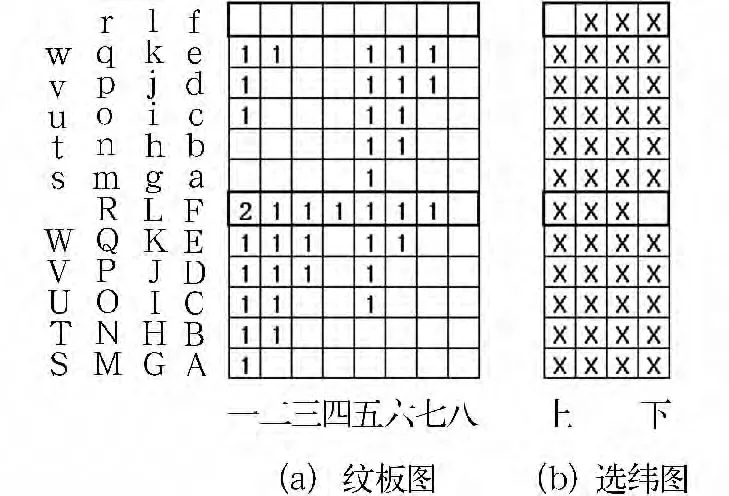
圖19 四眼綜絲織造的紋板圖與選緯圖
(1)相同織物的上機,多眼綜絲織造比單眼綜絲織造需要較少的綜框。即當綜框數相同時,多眼綜絲織機可比單眼綜絲織機織出經紗層數更多的織物。
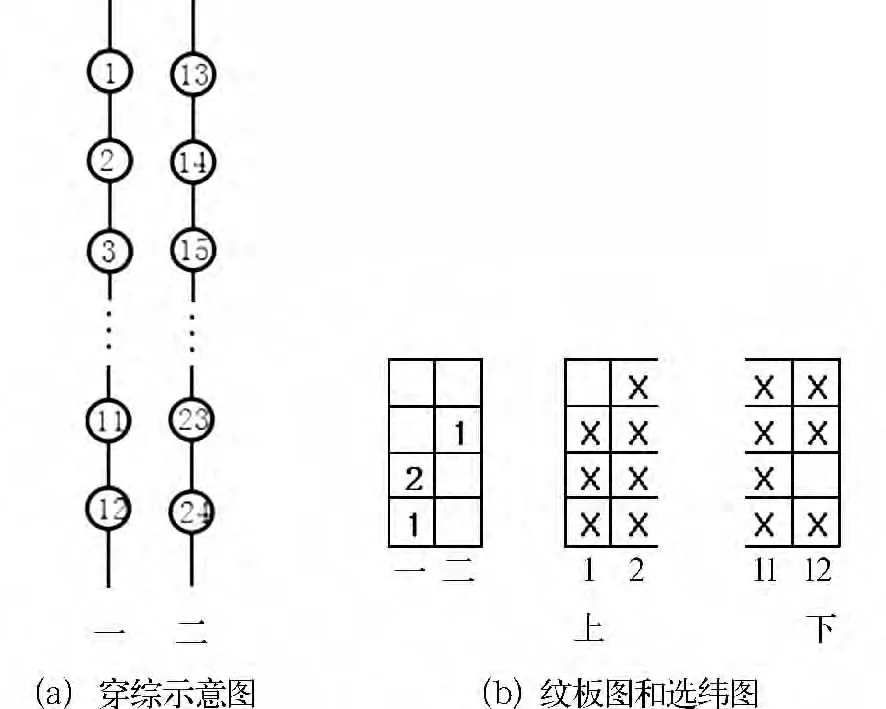
圖20 十二眼綜絲織造的上機設計
(2)多眼綜絲織造為多梭口織造,一次開口可引入多根緯紗,配合多個引緯器同時引緯,織造效率高。
(3)多眼綜絲降低了經紗層密度,減少了經紗磨損。
多眼綜絲織造的上機設計原理與單眼綜絲織造基本相同,其主要特點有:
(1)多眼綜絲織造的上機圖除包括穿綜圖、穿筘圖和紋板圖之外,還需增加選緯圖。
(2)當各層綜眼經紗穿法相同時,可采用單層綜眼的穿綜圖來表示全部經紗的穿綜狀況。
(3)紋板圖設計時需根據織物的截面圖分析接結方式,為使綜眼層間織物形成接結,綜框提起往往不止一個梭口高度,可根據需要提起多個梭口高度。
(4)采用多個引緯器引緯時,需要配合選緯圖,選緯圖中的記號表示該梭口是否引緯。
[1]王元昌.三維織物的設計與織制[J].上海紡織科技,2000,28(6):43-44.
[2]易洪雷,丁辛.三維紡織預型件織物[J].高科技纖維與應用,2001,26(3),32-34.
[3]朱蘇康,高衛東.機織學[M].北京:中國紡織出版社,2008:168-180.
[4]黃故.三維機織骨架材料的研究[J].天津紡織工學院學報,1997,16(5):89-93.
[5]崔俊芳.三維機織物織造方法的研究[D].天津:天津工業大學,2002.
[6]李剛,郭興峰,劉蘭芳.三維機織物的設計與織造方法探討[J].河北紡織,2008(1):17-22.
[7]王光華.直徑輸送帶的結構與新織造工藝[J].產業用紡織品,2004,22(2):14-18.
[8]劉健,黃故.三維多劍桿織機織邊方法的研究[J].天津工業大學學報,2004,23(6):30-31.
[9]王芳,林富生,李燕,等.三維織物織造方法探討[J].機電產品開發與創新,2008,21(4):27-29.
[10]楊彩云,李嘉祿.復合材料用3D角聯鎖結構預制件的結構設計及新型織造技術[J].東華大學學報:自然科學版,2005,31(5):53-58.
[11]劉健,黃故.多劍桿織機三維織造研究[J].上海紡織科技,2005,33(2):8-9.
[12]薛進.多眼綜多劍桿織機的特性及織造模擬[D].上海:東華大學,2013.
[13]蔡陛霞.織物結構與設計[M].4版.北京:中國紡織出版社,2008:10-19.