空調用蒸發器和冷凝器“內漏”常見故障原因分析及控制對策
2015-01-26 09:59:10毛錫韶
家電科技 2015年3期
毛錫韶
(珠海格力電器股份有限公司 廣東珠海 519070)
1 背景
“兩器”是指空調中蒸發器和冷凝器的合稱,在空調運行時制冷劑在其密閉的系統內部進行熱量的交換,是空調四大核心部件之一,主要由內螺紋銅管和鋁箔組成。
在空調行業內,一般“內漏”指的是兩器所用的銅管上(非焊點位置)產生的泄漏。此故障的危害和影響主要為:一旦兩器出現“內漏”,制冷劑將產生泄漏,直接導致空調無法使用,屬于致命性失效。為此,在銅管生產和兩器生產過程中,嚴格控制并降低兩器的“內漏”故障就顯得尤為關鍵,此故障已經普遍成為行業內重點關注的質量控制要點。
以下對常見的“內漏”故障進行分析,并對預防措施進行總結。
2 常見故障分類及圖示
常見的故障分類見表1所示。
3 原因分析及控制對策
針對以上故障種類,按兩器生產過程和銅管加工過程兩個環節進行分析。
3.1 兩器加工過程
3.1.1 脹穿
故障原因分析:在脹管的過程中,設備調試不當(或脹頭螺絲松動凸出)導致行程偏下,脹頭螺絲將銅管U管底部直接頂穿。
控制對策:(1)規范設備的點檢,生產時定期(如1H)對脹頭螺絲的松動情況進行檢查;(2)優化脹頭的連接結構,把脹頭結構由分體式改為整體式,消除脹頭螺絲松動凸出的隱患,可以達到徹底杜絕的目的。目前我司對脹頭結構已經進行了整體式的優化,見圖1。
3.1.2 刺穿
故障原因分析:刺穿原因在于銅管盤料、卡料或生產過程中因外部碰撞導致銅管表面出現凹陷,脹管過程中脹頭將凹陷位置拉裂(或刮裂),形成刺穿。原理圖見圖2。
控制對策:(1)在兩器生產過程中避免壓扁、碰凹等;(2)在銅管、兩器的搬運周轉過程中,要進行必要防碰、防壓的防護。盡最大可能減少銅管表面出現凹陷的機率。
3.1.3 彎裂
故障原因分析:主要是在彎制長U管的過程中,因模具參數、材料性能等因素造成外側出現開裂,原因可分為四種:(1)芯頭直徑過大,導致芯頭與銅管內徑間隙變小;(2)芯頭處于極端靠前位置,如圖3所示;(3)芯頭表面毛刺或缺少潤滑;(4)銅管螺紋粗,壁厚一致性差,延伸率偏低。
控制對策:(1)更換芯頭,保證芯頭表面與銅管內壁的間隙合理;(2)調整芯頭位置;(3)替換芯頭或調整潤滑油量;(4)確認銅管的尺寸及機械性能。
3.1.4 皺裂
故障原因分析:(1)U管彎制過程中芯頭位置靠后,如圖4所示;(2)芯頭直徑過大,與銅管內壁間隙過小,彎制過程刮到銅管內壁。

圖1 分體式和整體式脹頭對比示意圖
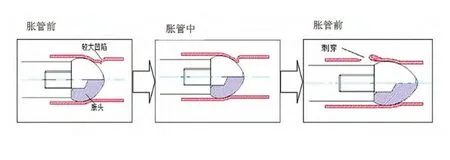
圖2 刺穿故障原理

表1 內漏故障分類表
控制對策:(1)調整芯頭位置至合適位置;(2)改造芯頭直徑,如φ7.94×0.25×0.18規格銅管的彎管芯頭直徑由6.96mm改為6.92mm,可有效降低皺裂故障發生的機率。
3.2 銅管加工過程
3.2.1 線性劃傷
故障原因分析:(1)電解銅水分超標,加注電解銅時水分在高溫下分解為“O2和H2”,部分O2分子粘附于Cu分子晶粒之間,拉坯時O2隨著熔液結晶后形成壁內氣孔;(2)熔鑄拉坯速度太快,電解銅在熔煉過程中產生的氣孔不能有效排出,導致管坯內壁氣孔,拉扎過程氣孔破裂形成線性劃傷;(3)軋制過程中二聯拉放卷管坯相互磨擦造成銅管表面擦傷嚴重。
控制對策:在熔鑄爐口做一個夾料輔助裝置,電解銅在添加前要求燒烤10-15分鐘,將電解銅板上的水分燒烤干后再加入爐內,減少氣孔產生的機率;減少摩擦。
3.2.2 沙眼
故障原因分析:(1)軋制吊料用的吊帶沒有及時更換,吊料時造成管坯表面粘附臟污的夾質,聯拉拉伸過程中經外模及游芯的擠壓,而將臟污夾質壓入銅管壁內形成夾雜;(2)軋制送料芯桿長時間與托輪旋轉磨擦產生的鐵粉沒有及時清潔,導致鐵屑壓入管坯壁內。
控制對策:加強工裝、設備的維護,制定定期清掃和清潔的工藝要求,保持設備、工裝及現場的清潔,減少雜質的存在。
3.2.3 扁傷
故障原因分析:(1)退火后,銅管硬度發生變化(較軟),在打包時如果受外力(手壓、隔離板碰撞)極易出現圖中壓扁現象;(2)周轉運輸時出現抖動導致承壓面銅管壓扁。
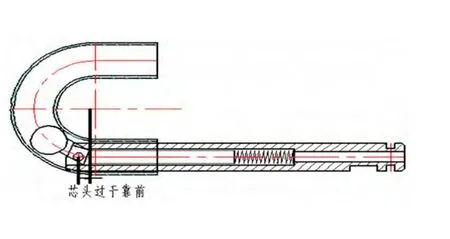
圖3 芯頭位置過于靠前

圖5 探傷儀增益數調整示意
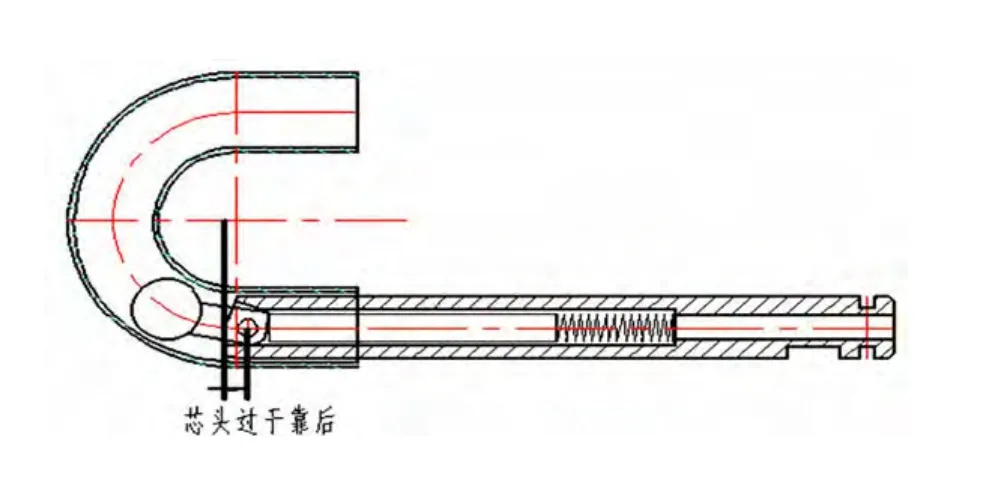
圖4 芯頭位置過于靠后

圖6 噴墨系統改造前后對比示意
控制對策:(1)打包時,包裝員工不允許手壓銅管表面;(2)不能在沒有鋪蓋硬紙板時,直接把承壓木板壓在銅管上或與銅管發生碰撞;(3)提高硬紙板承壓能力(增加厚度)。
另外,在銅管的生產過程中,以上銅管表面缺陷質量的識別和控制也是非常重要的部分。目前行業里通用的識別控制措施是進行渦流探傷,識別后進行噴墨處理。在此方面,通過以下方法可同步提高探傷檢測識別能力。
(A)適當提高探傷儀的增益數。如:由61db 調整為62db。見圖5。
(B)適當降低銅管的拉坯速度,如:由200mm/min調整為170mm/min。
(C)成型噴墨系統的改造,防止氣壓不夠導致漏噴墨。
改造方案:提高墨罐,并在墨罐進氣管前加裝一個電磁閥,保證壓力。見圖6。
4 總結
兩器的“內漏”故障已經成為直接影響空調性能、壽命的關鍵故障之一,在實際生產過程中,需要從輸入、過程和輸出三個方面建立覆蓋“5M1E”(人、機、料、法、環、測)的監控體系和控制對策,才能不斷降低“內漏”故障率,提高產品品質,為客戶提供滿意的產品。
[1] 《空調熱交換器用U 形管圓弧內側開裂缺陷與預防措施》- 龔漢勇- 2007
[2] 《內螺紋銅管線性缺陷的成因與解決方法探討》-王云龍- 2008
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
江蘇安全生產(2020年3期)2020-04-21 05:44:14
汽車維修與保養(2019年7期)2020-01-06 03:30:42
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
活力(2019年22期)2019-03-16 12:47:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
