S7-200PLC在多線切割機張力控制中的應用研究
2015-01-27 01:30:36林日磊
機電產品開發與創新 2015年6期
林日磊
(浙江鼎威科技有限公司,浙江 臺州 318000)
0 引言
隨著我國壓電、光伏產業和集成電路產業的迅速發展,水晶片、硅片的市場需求量日益增長,多線切割機以其高精度、高效率、低損耗的特點逐漸取代了舊式切割機,成為硅棒、水晶棒切割加工的主要方式。多線切割是一種通過金屬絲的高速往復運動把磨料帶入硅棒(水晶棒)加工區域進行研磨,最終把待切割材料切割成薄片的一種脆硬材料切割的創新性工藝。在該工藝中,切割線被纏繞在一個導向軸上,走線時可以進行數百個切割,一次性獲得數百個切片,其主要切割優點體現在切割速度快、切割損耗低。
多線切割機是屬于大型精密數控機床,因其精度高、控制系統復雜、制造難度大,國際上只有少數幾個國家的型機械制造公司掌握數控多線切割機床技術,如HTC 公司和MeyerBurger 公司、Takatori 公司和NTC 公司。近年來,不少研究機構在這方面進行深入的研究,并取得了豐碩的成果,其中湖南宇晶機器實業有限公司與湖南大學合作先后開發出XQ120 小型切割機和XQ300中型切割機,還有一些公司開發出NWS-6x2、DXQ-601、X07 250 多線切割機。
但是,多線切割機在切割線在切割過程中,切割線抖動幅度和頻度造成線切割加工造成翹曲度、彎曲度、總厚度誤差和中心厚度誤差等參數值的質量問題[1]。另外,存在由于走線過程中的斷線,造成整根硅棒(水晶棒)將報廢, 造成較大的經濟損失。通過研究,發現上述的兩個問題可以通過控制加工過程中切割線張力波動來加以解決。
本系統的設計以西門子S7-200PLC 為基礎,通過張力傳感器,扭矩電機,收/放線筒共同組成的恒張力控制系統。
1 多線切割機鋼絲張緊力的控制機構動作原理
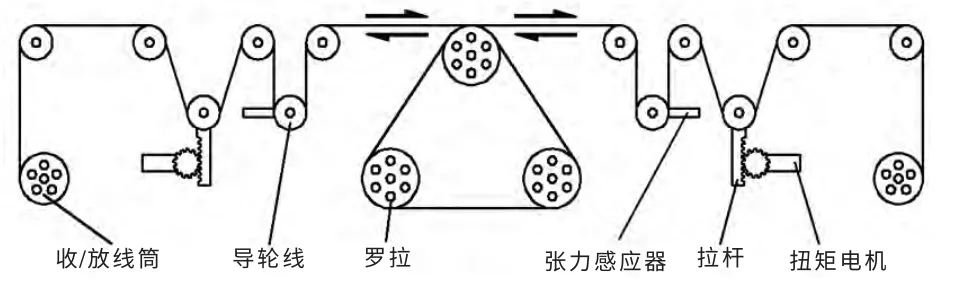
圖1 多線切割機走線示意圖
圖1 是多線切割機的鋼絲線張緊力的控制機構示意圖,使用鋼絲的最佳切割張緊力為20N。伺服電機帶動左右兩邊的收/放線筒及羅拉三者來回作高速運動,從而實現使鋼絲起到切割脆硬材料的功能。通過張力傳感器對鋼絲張緊力進行實時監測,將信號反饋給PLC,PLC通過控制扭矩電機來調節拉桿的行程進而調節鋼絲的張緊力,當調節范圍超過拉桿行程時,通過調節收/放線筒對鋼絲線的收/放量,同時驅動拉桿回到中間位,來調節鋼絲張緊力,直至張緊力達到設定值20N 為止,如圖2 所示。

圖2 張力調節流程圖
2 張力控制系統的電氣硬件選型策略
整個控制系統的組成部分中,張力控制系統的驅動是非常重要的一部分,它是執行控制器的控制信號的部分。而其中的電氣硬件是對電機實施控制任務的主要承擔者,所以硬件選型至關重要,主要考慮如下因素:
(1)介于經濟性與實用性。選擇的張力傳感器輸出的是模擬量信號,在PLC 中需要添加模擬量輸入擴展模塊。在此過程中,選用EM235 模擬量擴展模塊,此模塊有四路模擬量輸入,保證兩路模擬量使用。
(2)從張力調節過程可看出,扭矩電機對拉桿行程的調節時通過步進實現的,因此選用高分辨率的交流伺服電機,通過交流伺服電機的位置Pt 控制模式來達到恒扭矩的控制,用PLC 輸出PWM 信號對電機的行程進行精確的控制。
(3)鋼絲收/放量通過控制收/放線筒的旋轉量進行實現,因此,選用交流伺服電機來進行驅動控制,采用位置Pr 控制模式,利用外部模擬量輸入的變化來調節電機行程,在此選用西門子的EM232 模擬量輸出模塊
(4)拉桿行程需要進行精確測量,采用具有高分辨率的光柵尺是符合測量要求。
(5)用于扭矩電機的每個交流伺服電機控制需要3根線(伺服ON 輸入,PWM 輸入,方向控制輸入),用于羅拉以及收/放線筒交流伺服電機也需要3 根線(伺服ON 輸入,模擬+輸入,模擬-輸入),每個直線編碼器有2 個數字輸出口,因此PLC 需要至少9 個數字量輸出地址,4 個數字量輸入地址,綜合優化一下數字地址,將扭矩電機的伺服ON 并用一個地址,羅拉和收/放線伺服電機的伺服ON 并用一個地址,最后我們只要6 個數字量輸出地址,對于未來的生產發展, 選用性能高、價格合適的CPU222 型PLC, 該主機單元可進行系統擴展。擴展時系統中可加裝數字和模擬量擴展單元、通訊單元、網絡設備及人機界面等模板, 充分利用PLC 控制系統的優勢, 使所設計控制系統的功能更加強大, 而系統的設計過程和操作卻越來越簡便[2]。表1 是PLC 外圍地址的詳細定義。

表1 CPU222模塊I/O口地址功能定義
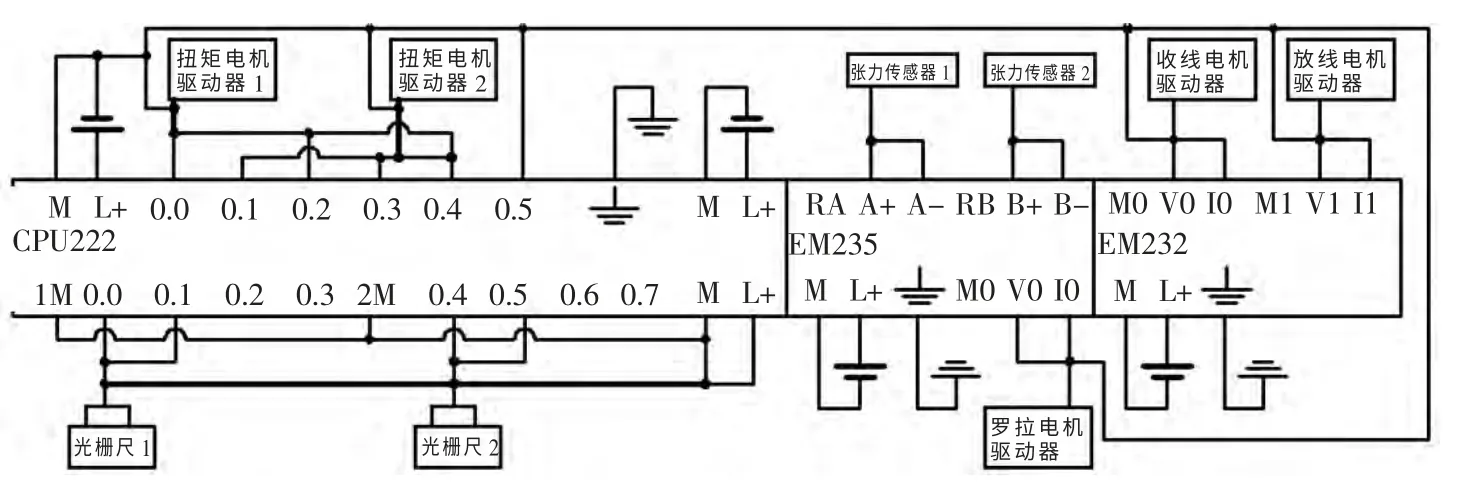
圖3 電氣連線示意圖
3 電氣硬件的控制實現
3.1 CPU222 讀取直線編碼器
光柵尺因運動速度的差異,脈沖信號輸出頻率可以從幾赫茲到幾千赫茲不等,而在此系統中,由于拉桿調節張力的速度非常緩慢,脈沖信號一般在100Hz 以下,為了對信號的精確測量,利用CPU222 中的高速計速器功能[3]。它能測量頻率在20KHz 以內的脈沖信號。光柵尺脈沖信號輸出僅有兩根線,分別為A 相和B 相。在PLC中選擇高速計速器HSC0 和HSC4,工作都選擇A/B 相正交計數器下的模式9。
(1)HSC0 高速計數器程序:
LD SM0.0
MOVB 16#F8, SMB37 //設置控制位:增計數;4X速率;已使能。
MOVD +0, SMD38 //裝載當前值。
HDEF 0, 9 //選擇高速計速器0 模式9。
ENI
HSC 0
(2)HSC4 高速計數器程序:
LD SM0.0
MOVB 16#F8, SMB147 //設置控制位:增計數;4X速率;已使能。
MOVD +0, SMD148 //裝載當前值。
HDEF 4, 9 //選擇高速計數器4 模式9。
ENI
HSC 4
3.2 CPU222 控制交流伺服驅動器
扭矩電機的交流伺服驅動器采用PWM 脈沖控制,利用CPU222 模塊中的PWM 功能,能夠輸出頻率在20KHz 以內的脈沖信號[4,5]。而羅拉、收/放線電機采用外部模擬量控制,西門子的模擬量擴展模塊的分辨率能達到1/32000V,對于羅拉、收/放線電機的旋轉量控制完全可以滿足。在程序中只要對相應的模擬量寄存器進行賦值就可以輸出相應值。
(1)扭矩電機1PWM 程序:
LD SM0.0
MOVW +2000, SMW68 //PWM 周期數值范圍。
MOVW 6, SMW70 //PWM 脈寬數值范圍。
MOVB 16#D3, SMB67 //工作在PWM 方式并開啟,PWM 允許更新周期和脈寬時間,采用同步更新,脈寬周期為1μs。
PLS 0 //選擇地址Q0.0。
(2)扭矩電機2PWM 程序:
LD SM0.0
MOVW +2000, SMW78 //PWM 周期數值范圍。
MOVW 6, SMW80 //PWM 脈寬數值范圍。
MOVB 16#D3, SMB77 //工作在PWM 方式并開啟,PWM 允許更新周期和脈寬時間,采用同步更新,脈寬周期為1μs。
PLS 1//選擇地址Q0.1。
(3)羅拉及收/放電機模擬量控制程序:
LD SM0.0
MOVW VW0, AQW0 //VW0,VW2,VW4 存放相應速度的模擬量值
MOVW VW2, AQW2
MOVW VW4, AQW4
(4)讀取張力傳感器值程序:
LD SM0.0
MOVW AIW0, VW6 //VW6,VW8 存放讀取的張力傳感器值
MOVW AIW2, VW8
上述程序是多線切割機張力控制中傳感器和執行機構電機的使能程序,本系統選用了西門子S7-200 系列可編程序控制器的STEP7-Micro/WIN32 編程軟件,可在個人計算機上進行可視化編程及程序調試。
4 結論
通過模型機的實驗,驗證了使用扭矩電機進行微調的全閉環恒張力控制系統,實現波動性小,精度高,反應靈敏。降低了切割設備張力控制對收/放線、羅拉電機的高控制性的依賴。滿足高精度加工的同時,降低了生產成本,更具市場競爭力,經過擴展,可以實現對相關設備的研發,具有較強的借鑒意義。
[1]蔣近,戴瑜興,郜克存.多線切割機的速度同步控制[J].控制理論個與應用,2011,2.
[2]羅麥豐,丁延松.基于西門子S7-200 系列PLC 的旋轉量檢測[J].制造業自動化,2009,9.
[3]蔣近,等.多線切割機控制系統的研制[J].中國機械工程,2010,15.
[4]張義兵,戴瑜興,袁巨龍,等.多線切割機線張力控制系統設計實現[J].機械工程學報,2009,5.
[5]金建華,林海波,蔡文輝.高精度石英晶體多線切割機的研制[J].組合機床與自動化加工技術,2010,8.
