垂直傾斜切片機切片厚度控制系統的優化設計
2015-02-08 09:06:50陳秋榮郭劍華
煙草科技 2015年4期
關鍵詞:檢測
陳秋榮,郭劍華
龍巖煙草工業有限責任公司,福建省龍巖市新羅區乘風路1299號 364000
在卷煙制絲生產中,切片是指開箱后的煙包被分切成若干塊片煙的加工過程[1]。由于加工過程中片煙的物理結構和內在品質未發生變化,大多數企業沒有把切片厚度作為關鍵指標進行管理控制。當出現切片厚薄不均時,通過電子皮帶秤的控制可消除流量波動,保證松片回潮時片煙流量的穩定[2]。但對于垂直傾斜切片機,切片厚薄不均會引起電子秤上的物料中斷,造成松片回潮生產斷斷續續,影響增溫加濕效果[3]。目前普遍做法是定期調整切片機的運行參數,以保證切片機始終在最佳狀態下運行,但由于分切后切片厚度變化波動大,無法通過調整參數達到均勻穩定。為此,利用平行四邊形雙搖桿機構的擺動原理,對垂直傾斜切片機切片厚度控制系統進行改進,以提高松片回潮工序的來料穩定性。
1 存在問題
垂直傾斜切片機主要由推料板、送料皮帶、切片刀、擋料板、切片臺、導料板和機架等部分組成,見圖1。其中,推料板1由兩個平行四邊形機構組成的雙搖桿機構驅動,可以90°轉動,當煙包通過時推料板抬起,煙包到位后放下;送料皮帶2傾斜設計,切片時切片刀3垂直送料皮帶進行分切;擋料板4 由平行四邊形雙搖桿機構驅動,可以前后移動;切片臺5 是一個擺動機構,可以繞轉軸轉動,切片時切片臺放下,片煙落下時抬起。
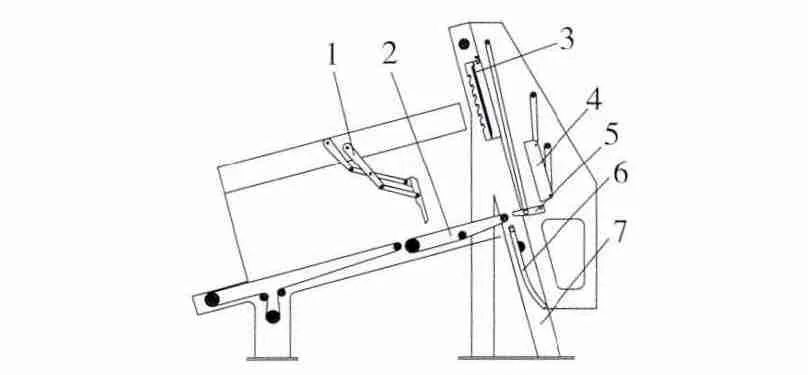
圖1 垂直傾斜切片機結構圖
在生產過程中,切片機的工作流程為:①在雙搖桿機構的驅動下逆時針轉動90°抬起推料板,并抬起切片刀,放下切片臺,擋料板停留在設定位置,然后煙包被輸送到送料皮帶,由送料皮帶將煙包輸送到切片位置,直至抵住擋料板。②順時針轉動90°放下推料板,由推料板和擋料板將煙包固定在設定位置,完成分切前的準備工作。開始分切時,切片刀下壓,擋料板后退,分切后切片刀和切片臺抬起,片煙落入導料板。③切片臺回位放下,擋料板向前移動到設定位置,煙包繼續由送料皮帶輸送直至抵住擋料板,推料板隨之一起向前移動,完成第二次分切前的準備工作。以此類推,直至完成整個煙包分切[4]。在此過程中,片煙按設計要求自由落下,并連續不斷地鋪設在電子秤上,以保證對松片回潮機的穩定連續供料。但在實際生產過程中,片煙經常無法連續地鋪設在電子秤上,使松片回潮機的供料出現中斷,影響生產的穩定性。
2 問題分析
觀察發現,松片回潮機供料中斷主要是由于片煙沒有完全落下,造成部分殘留片煙阻礙切片臺的正常放下,被夾在送料皮帶和切片臺之間,使系統無法及時完成下一次分切的準備工作。此時,系統需轉換為手動操作模式,由人工手動操作抬起切片臺,將殘留片煙清理出來,再轉換為自動模式繼續進行分切生產。在此過程中,如果操作人員處理不及時,就會造成片煙在電子秤上的排列出現間斷,使松片回潮機的供料中斷。
這種情況通常發生在煙包的最后一塊片煙中,且該塊片煙厚度較厚。這是因為切片機的切片厚度都采用等分法計算控制[5],即先把每箱煙包分成若干等分,再利用編碼器或接近開關的定位控制把煙包分段輸送到分切位置進行分切[6]。分切后,單箱煙包各塊片煙的分切厚度偏差都會累積到最后一塊片煙。假設分為5 次分切,當每次分切都是負偏差時,前4 塊片煙都小于設定厚度,第5塊片煙則會遠大于設定厚度[7]。在垂直傾斜切片機中造成分切負偏差的因素很多,如推料板步進控制、送料皮帶傾斜設計、切片刀刀刃非對稱設計、擋料板定位以及接近開關的檢測方式等。其中,擋料板定位和接近開關的檢測方式是關鍵因素。擋料板采用平行四邊形搖桿放大費力機構進行傳動[8],見圖2。其動力采用帶電-氣閥門定位器的定位氣缸驅動,搖桿比連桿架A 和連桿架B 短,工作時擋料板在慣性作用下會由于傳動機構中的壓縮空氣產生晃動,同時電-氣閥門定位器在定位過程中的振蕩也會加劇擋料板的晃動。當煙包在供料進給時,擋料板晃動會使煙包提前停止送料,使分切產生負偏差。另外,煙包到位采用接近開關側向檢測方式,接近開關固定在擋料板背面,當煙包到位時推動擋料板上的彈簧板,安裝在彈簧板上的檢測塊發生位移以達到檢測目的。當煙包的送料狀態欠佳時,彈性檢測塊位移量不足,分切就會產生負偏差。雖然將每次分切的位移量都控制在設計范圍內,但累積后最后一塊片煙的厚度就遠大于設定指標,超出設備的控制范圍。因此,垂直傾斜切片機煙包定位穩定性差是造成松片回潮機供料中斷的主要原因。
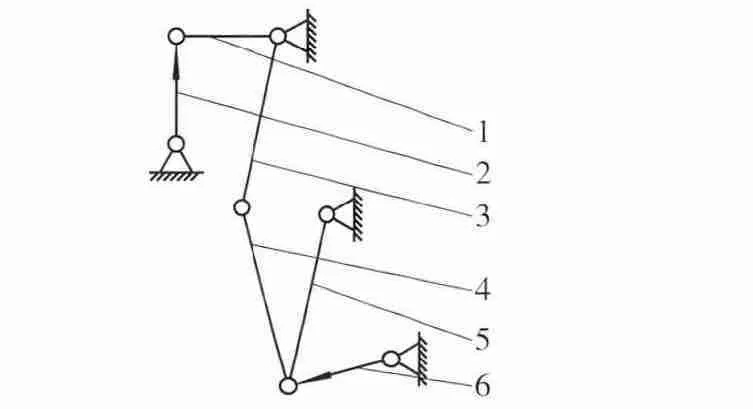
圖2 擋料板傳動機構結構圖
3 設計方法
為提高垂直傾斜切片機煙包定位的穩定性,針對擋料板定位過程產生的晃動和煙包到位檢測的不確定性,對系統進行了優化設計。
3.1 擋料板定位
原系統采用定位氣缸通過平行四邊形搖桿放大費力機構對擋料板進行傳動和定位。為提高擋料板定位的穩定性,在擋料板背面增設了輔助定位氣缸(圖2),可沿著煙包輸送方向伸縮工作。輔助定位氣缸在傳動機構中具有兩個作用:一是協助原定位氣缸為傳動機構提供動力,防止煙包到位撞擊造成定位不準確;二是協助原定位氣缸快速定位,縮短擋料板的定位響應速度。輔助定位氣缸通過一個二位五通閥控制[9],只有當擋料板定位時,二位五通閥才得電工作,活塞桿向外伸出,其余情況都處于自由狀態。在自由狀態下輔助定位氣缸起阻尼作用,擋料板的傳動和定位均由定位氣缸控制。通過調節輔助定位氣缸活塞桿上的伸縮螺栓,縮短氣缸的伸縮量,可增大煙包的分切厚度。
3.2 煙包到位檢測
煙包到位采用上下兩個電感式接近開關進行側向檢測。在額定工作距離內,彈性檢測塊有0~30 mm 的工作行程。在其工作行程內,只要接近開關檢測到彈性檢測塊,煙包就停止輸送,定位在某一個位置,因此原檢測方式具有不確定性。為此,系統增加了延時控制功能[10](圖3),通過試驗觀察煙包到位時輕微撞擊擋料板,即可確定延時時間(約0.8 s),并可根據實際生產進行實時調整。延時后,煙包定位通過擋料板和接近開關共同完成,以確保擋料板在煙包定位過程中起到阻擋作用。
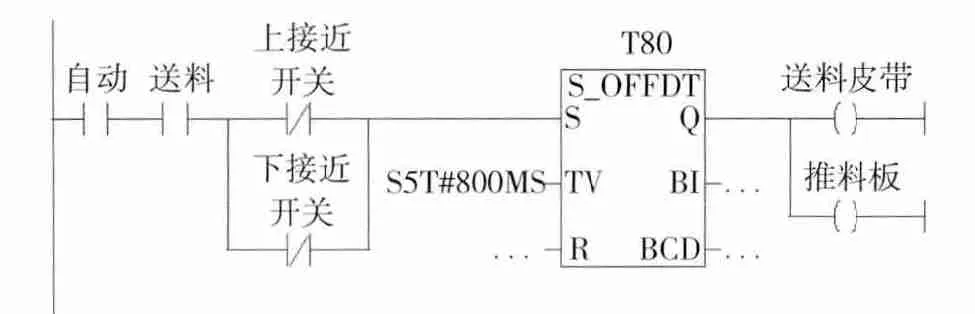
圖3 煙包到位檢測延時電氣控制圖
4 結語
垂直傾斜切片機切片厚度控制系統改進后,有效改善了煙包分切效果。由圖4 可知,改進后電子皮帶秤變頻器的工作曲線波動更小,說明切片厚度更加均勻穩定。
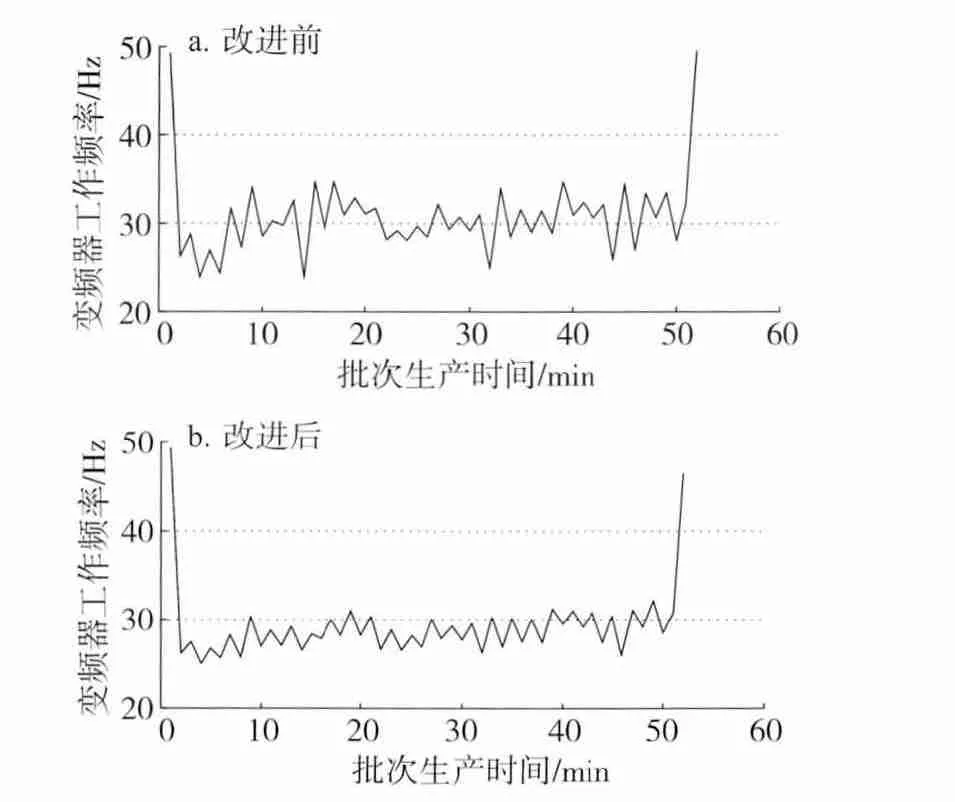
圖4 改進前后電子皮帶秤變頻器工作曲線
通過改進煙包定位控制方法,有效解決了擋料板定位過程中產生晃動和煙包到位檢測的不確定性問題,提高了煙包分切厚度的均勻性和穩定性,松片回潮機供料中斷次數由改進前的15次/月降低為2次/月,保證了松片回潮機來料的穩定性。
[1]國家煙草專賣局.卷煙工藝規范[M].北京:中央文獻出版社,2003.
[2]陳良元.卷煙生產工藝技術[M].鄭州:河南科學技術出版社,2002.
[3]董偉,李坤,王健,等.HAUNI 松散回潮滾筒含水率控制系統的改進[J].煙草科技,2012(11):20-22,25.
[4]趙俐敏,郭中艷.兩種垂直切片機的對比分析[C]//中國煙草學會2010年學術年會論文集.合肥:中國煙草學會,2010:70-71.
[5]劉明輝.煙包切片方法初探[J].廣西輕工業,2010(8):11-13.
[6]杜云鵬,林蔚,呂忠闖.激光測距儀在煙草制絲線中的應用[J].煙草科技,2011(5):22-25.
[7]吳石林,張玘.誤差分析與數據處理[M].北京:清華大學出版社,2010.
[8]成大先.機械設計手冊[M].北京:化學工業出版社,2008.
[9]楊本才,張溦.YB65A 型硬條包裝機長邊折疊中段定位裝置的設計與應用[J].煙草科技,2012(12):30-32.
[10]李曉峰,張軍平,張勝利,等.B1 包裝機組廢煙剔除輸送電控系統的改進[J].煙草科技,2011(4):27-28,32.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48