精軋鋼筋孔型軋輥的銑削和使用
2015-02-18 00:35:48劉運(yùn)橋宋春寶楊艷軍褚文龍
新技術(shù)新工藝 2015年9期
劉運(yùn)橋,宋春寶,楊艷軍,趙 禮,褚文龍
(河北鋼鐵集團(tuán) 承德鋼鐵有限公司,河北 承德 067102)
精軋鋼筋孔型軋輥的銑削和使用
劉運(yùn)橋,宋春寶,楊艷軍,趙禮,褚文龍
(河北鋼鐵集團(tuán) 承德鋼鐵有限公司,河北 承德 067102)
摘要:承德鋼鐵有限公司自2009年開始研究軋制PSB830精軋鋼筋,其使用特點(diǎn)是在鋼筋的任意截面處都能用帶有內(nèi)螺紋的連接器聯(lián)接或擰上螺帽進(jìn)行錨固,所以精軋鋼筋外形是重要的研究內(nèi)容,外形軋制的難點(diǎn)在于軋輥肋槽的銑削。通過實(shí)踐摸索,根據(jù)精軋螺紋外形尺寸要求,確定了刀具的外形尺寸和角度,計(jì)算了刀具的運(yùn)行軌跡,并精確地計(jì)算出了刀具的回轉(zhuǎn)半徑、Z軸起點(diǎn)位置和銑刀長度,依此給出了速度修正值,使軋輥肋槽的銑削順利完成。該工藝改變了傳統(tǒng)肋槽的銑削方法,縮短了調(diào)整時(shí)間,提高了小時(shí)產(chǎn)量,為精軋鋼筋的批量成功軋制提供了保障。
關(guān)鍵詞:精軋鋼筋;孔型軋輥;銑削方法;軋輥材質(zhì)
PSB830精軋螺紋鋼筋是國外于20世紀(jì)80年代發(fā)展起來的鋼筋新品種,它是新型的熱軋周期斷面鋼材,在鋼筋的任意截面處都能用帶有內(nèi)螺紋的連接器聯(lián)接,或擰上帶有螺紋的螺帽進(jìn)行錨固[1]。在應(yīng)用時(shí)無需機(jī)械加工,可以按需要截取一定長度即可直接使用,且錨固性能好,適應(yīng)性強(qiáng),強(qiáng)度高,施工方便,主要應(yīng)用于高層建筑、地鐵、橋梁、高等級高速公路和高速鐵路等。由于產(chǎn)品強(qiáng)度高、脆性大,定尺剪切成為實(shí)際生產(chǎn)中的主要問題。
河北鋼鐵集團(tuán)承德鋼鐵有限公司為了拓寬市場,自2009年開始研究軋制PSB830精軋鋼筋,現(xiàn)已成功實(shí)現(xiàn)20螺、25螺、28螺和32螺等4個(gè)規(guī)格的批量軋制,36螺和40螺正在積極研發(fā)過程中。
1背景技術(shù)
精軋螺紋鋼筋的外形和普通月牙肋螺紋鋼筋有著明顯的不同,采用螺紋狀無縱肋且鋼筋兩側(cè)螺紋在同一螺旋線上,要求在任意截面上均可用帶有內(nèi)螺紋的連接器或錨具進(jìn)行聯(lián)接或錨接。由于涉及到與連接器的螺紋配合,所以橫肋尺寸精度遠(yuǎn)高于其他種類鋼筋,鋼筋橫肋尺寸取決于成品軋輥肋槽的外形加工,所以在實(shí)際生產(chǎn)中,給軋輥肋槽銑削帶來很大的難度。
2技術(shù)內(nèi)容
2.1普通螺紋鋼筋月牙肋銑削原理
飛刀切削式銑床的刀桿軸與工件(軋輥)回轉(zhuǎn)軸互成90°夾角,刀桿主軸軸線置于軋輥環(huán)槽中心,刀桿刀頭位于工件軸線且與刀桿軸垂直的平面。機(jī)床工作時(shí)刀桿主軸與軋輥完成插補(bǔ)旋轉(zhuǎn)運(yùn)動(dòng),同時(shí)刀桿軸做趨向工件中心的進(jìn)給運(yùn)動(dòng),直至刀桿主軸軸線到達(dá)要求的軋輥環(huán)槽橫肋(月牙槽)投影弧中心。
2.2精軋鋼筋成品軋輥橫肋銑削原理
在原有月牙肋鋼筋銑削加工原理及數(shù)控編程方法的理論基礎(chǔ)上,根據(jù)精軋鋼筋的規(guī)格、螺旋升角和橫肋的圖樣要求最終確定刀具的外形尺寸和角度,計(jì)算刀具的運(yùn)行軌跡,改變現(xiàn)有月牙肋自軋槽底部開始銑削的方法,將精軋鋼筋的橫肋銑削改為自軋槽邊緣開始銑削,根據(jù)精軋鋼筋要求的螺旋升角給定刀面的傾角[2-3]。為了實(shí)現(xiàn)加工準(zhǔn)確、高效,應(yīng)精確地計(jì)算出刀具的回轉(zhuǎn)半徑、Z軸起點(diǎn)位置和銑刀長度,并依此給出速度修正值。
2.3刀具回轉(zhuǎn)半徑的確定
依據(jù)精軋鋼筋橫肋的幾何形狀,在銑削過程中銑刀刀頭應(yīng)先接觸成品軋輥孔型邊,在銑槽半徑確定的同時(shí)還需要確定第1刀的切削點(diǎn),不應(yīng)過深,與槽邊初步切削后再按照普通的銑削進(jìn)給量進(jìn)行銑削,直至達(dá)到槽深。銑刀進(jìn)刀示意圖如圖1所示,回轉(zhuǎn)半徑=孔型半徑+橫肋深。
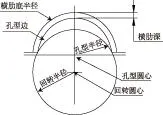
圖1 銑刀進(jìn)刀示意圖
2.4Z軸起點(diǎn)位置的確定
銑刀以回轉(zhuǎn)圓心為起點(diǎn),在銑削過程中銑刀回轉(zhuǎn)圓心向孔型圓心依次遞進(jìn),也就是說回轉(zhuǎn)圓心和孔型圓心間距為刀具的實(shí)際進(jìn)給量。
2.5刀長的確定
根據(jù)銑削規(guī)格選擇合適的銑刀刀桿,再依據(jù)刀桿上銑刀孔深度和所需回轉(zhuǎn)半徑定出銑刀刀長L′:
L′=L+I
式中,L是銑頭內(nèi)的刀桿深度;I是銑刀刀頭伸出部分的長度。
上述介紹的是精軋鋼筋用軋輥的刀具半徑的確定及銑削切入點(diǎn)的位置,但還需要進(jìn)行通用程序調(diào)整,精軋鋼筋橫肋銑削程序編制如下:
N10 G91 G01 F300;
N20 G25 P100 Q110 L80;
N30 Z30 F300;
N40 G92 xo yo;
N50 MO2;
N100 G91 G01 x(36n) y-360 F3600;
N110 z008
3孔型軋輥在線軋制效果
在研究和生產(chǎn)過程中,經(jīng)過不斷地對精軋孔型設(shè)計(jì)進(jìn)行完善和對成品孔型軋輥的銑削技術(shù)進(jìn)行優(yōu)化改進(jìn),本公司已由最初的一個(gè)規(guī)格擴(kuò)展到4個(gè)規(guī)格產(chǎn)品的成功軋制,產(chǎn)品質(zhì)量無論是外觀方面還是橫肋尺寸、角度和對正方面都基本達(dá)到標(biāo)準(zhǔn)要求。
4結(jié)語
精軋鋼筋雖然成功實(shí)現(xiàn)了多規(guī)格批量軋制,但在實(shí)際軋制過程中存在著一個(gè)致命的弱點(diǎn),即軋制前或換槽后的調(diào)整時(shí)間太長,一般約為4 h,嚴(yán)重制約了生產(chǎn)的順行。究其原因?yàn)椋?)調(diào)整聯(lián)接套有設(shè)計(jì)缺陷;2)孔型軋輥在銑削過程中受銑床精度低和職工操作技能低影響,每個(gè)槽的起始點(diǎn)都不一樣。為了縮短調(diào)整時(shí)間,下一步需要對上述2個(gè)問題進(jìn)行優(yōu)化改進(jìn)。
參考文獻(xiàn)
[1] 徐龍,王紹榮,楊華.PSB830高強(qiáng)度精軋螺紋鋼筋的試制[J].山西冶金,2011(3):58-60.
[2] 龐勇.螺紋加工工藝方法研究[J].新技術(shù)新工藝,2014(6):16-19.
[3] 李才兒,楊錦斌.單向螺紋銑刀法加工大直徑螺紋[J].新技術(shù)新工藝,2013(12):88-89.

責(zé)任編輯彭光宇
The Use and Milling of Finishing Roll Pass
LIU Yunqiao, SONG Chunbao, YANG Yanjun, ZHAO Li, CHU Wenlong
(Chengde Branch Hebei Iron Steel Group, Chengde 067102, China)
Abstract:Chengde Iron and Steel Co., Ltd. started to study the finishing rebar rolling of PSB830 since 2009. Its characteristic is using connector with inner thread or screw connection with a screw nut for fixing in bar of arbitrary cross section, so it is very important to research the shape of finishing rebar, which is difficulty in roll rib groove milling. Through engineer and technologist practice and exploring, according to the requirements of the rolling thread dimensions, we determine the shape of the tool in size and angle. With tool trajectory calculation, we accurately calculate the tool of gyration radius, Z axis starting position and cutter length, give the correct value of speed, and let roll rib groove milling be successfully completed. This process has changed the traditional method of cutting the rib groove, shorten the adjustment time, increased the output per hour, and provided reliable guarantee for the success of the steel rolling mill batch.
Key words:finishing rebar, roll pass, milling method, roll material
收稿日期:2015-01-21
作者簡介:劉運(yùn)橋(1971-),男,工程師,主要從事金屬壓力加工及生產(chǎn)技術(shù)管理等方面的研究。
中圖分類號:TG 335.19
文獻(xiàn)標(biāo)志碼:A
