關于聯軸器安裝找正的工藝研究
2015-02-18 00:35:48彭光宇張志文
新技術新工藝 2015年9期
鄭 練,李 超,彭光宇,高 原,張志文
(1.中國兵器工業新技術推廣研究所,北京 100089;2.哈爾濱第一機械集團有限公司,黑龍江 哈爾濱 150056)
關于聯軸器安裝找正的工藝研究
鄭練1,李超1,彭光宇1,高原1,張志文2
(1.中國兵器工業新技術推廣研究所,北京 100089;2.哈爾濱第一機械集團有限公司,黑龍江 哈爾濱 150056)
摘要:為了保證聯軸器的正常運轉,以達到預定的工作性能和使用壽命,減少噪聲,并滿足設備高速、高精度的要求,在安裝聯軸器時,應對其進行找正。以鼓形齒聯軸器為例,提出了一些便于聯軸器安裝找正、拆卸的改進細節,即在聯軸器出廠前設置拆卸臺面,刻劃對齊標識,以及聯軸器加工面不噴涂油漆。針對聯軸器的安裝找正問題,分別從聯軸器的徑向精度和軸向精度找正進行了闡述。通過調整電動機的底座,使4個相位點的百分表讀數值接近,以滿足設計安裝要求的允許偏差值,從而實現聯軸器的安裝找正。
關鍵詞:聯軸器;徑向精度;軸向精度
聯軸器是聯接兩軸(主動軸和從動軸)使之共同旋轉以傳遞轉矩的機械零件,在傳遞運動和動力過程中共同旋轉而不脫開。此外,聯軸器還具有補償兩軸相對位移、緩沖和減振以及安全防護等功能[1]。
1聯軸器安裝找正的必要性
在實際應用中,往往對原動機部分(例如電動機等)的選型,中間的聯軸器的選型,以及后部的執行部分(例如減速箱等)的強度和精度都較為重視,但是對于聯軸器的安裝調整卻往往忽視,這就使得聯軸器的工作性能及壽命受到影響;因此,對于聯軸器的安裝找正也應高度重視。
為了保證聯軸器的正常運轉,以達到預定的工作性能和使用壽命,減少噪聲,并滿足設備高速、高精度的要求,在安裝聯軸器時,應對其進行找正。找正的目的是使由聯軸器相聯接的主動軸和從動軸的中心線在同一直線上,即使聯軸器的主動端和從動端中心線在同一直線上。找正的精度關系到設備能否正常運轉,這對高速運轉的設備尤其重要。
兩軸絕對準確的對中,即兩軸的中心線完全在同一直線上是難以達到的,所以要求連續運轉的設備始終保持絕對準確的對中就更加困難。各零部件的不均勻受熱膨脹、軸的撓曲形變、軸承的不均勻磨損、設備產生的位移及基礎的不均勻下沉等,都是造成不易保持兩軸絕對對中的因素,因此,在設備安裝時規定兩軸中心有一個允許偏差值。從裝配角度講,只要能保證聯軸器安全可靠地傳遞轉矩,兩軸中心允許的偏差值越大,安裝越容易;但是從安裝質量角度講,兩軸中心線偏差越小,對中越精確,設備的運轉情況越好,使用壽命也越長[2]。所以,應該盡最大努力提高找正精度,使安裝找正精度值優于允許偏差值。
2聯軸器出廠前的改進細節
本文以鼓形齒聯軸器為例,提出一些便于聯軸器安裝找正、拆卸的改進細節。這些細節是在標準型聯軸器的基礎上提出的,聯軸器安裝找正改進細節示意圖如圖1所示。
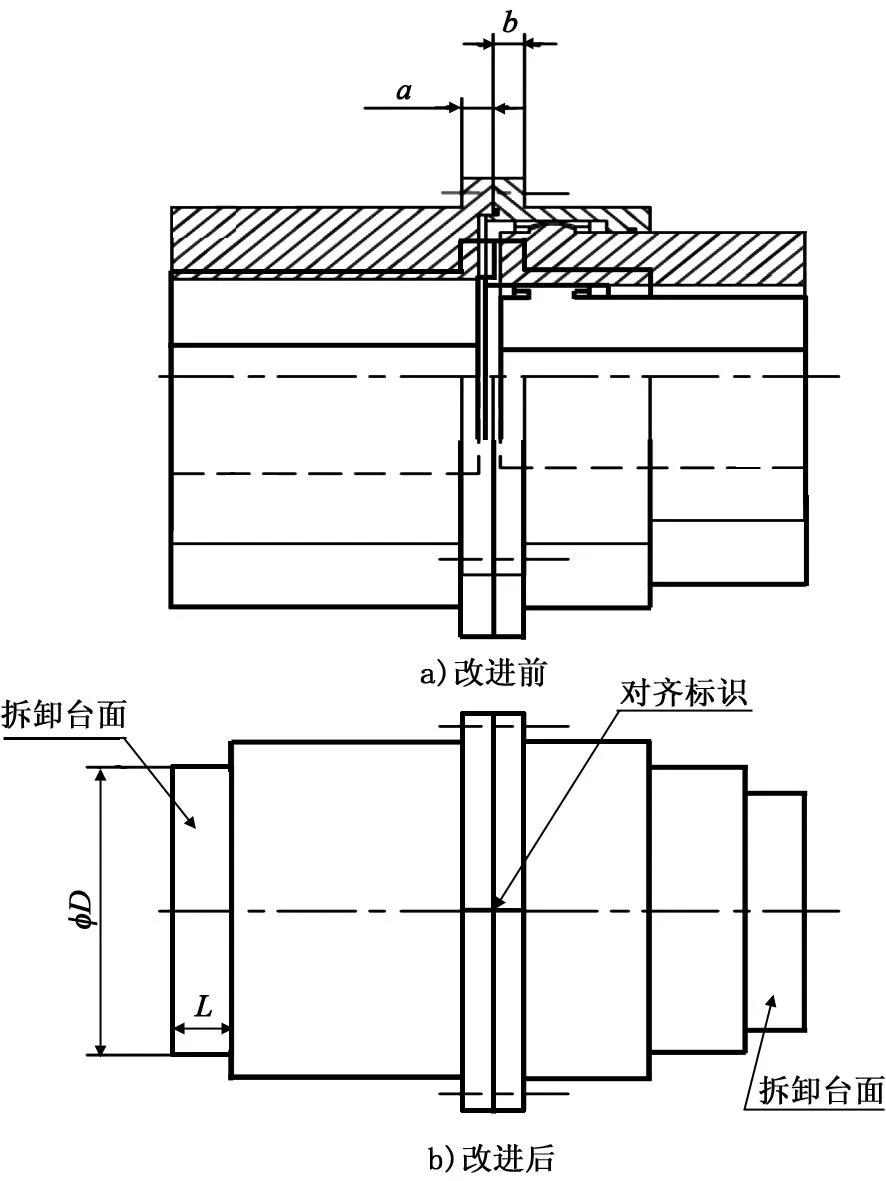
圖1 聯軸器安裝找正改進細節示意圖
2.1設置拆卸臺面
當更換電動機、減速箱和其他軸類中的軸承、齒輪,或更換其他零件時,經常會遇到需要拆卸聯軸器的情況,而聯軸器與軸肩定位后,拉拔聯軸器的拆卸空間會很狹小,此時有的維修人員會通過拉拔尺寸a和尺寸b處的2個法蘭面,分別拆卸主動端和從動端的聯軸器,這種方法易使a、b處的法蘭面產生變形。由于a、b處的法蘭面均為找正的基準面,上述方法會給重新安裝找正聯軸器造成困難,致使鉸制孔螺栓不易或無法聯接,甚至有可能會破壞聯軸器。如在聯軸器的兩端分別加工出臺面,便于拆卸聯軸器,且在拆卸過程中不會使聯軸器變形,或破壞聯軸器。
2.2刻劃對齊標識
制作廠家在加工組裝聯軸器的過程中,將聯軸器的主動端和從動端聯接把合后,在法蘭圓柱面的軸線方向刻劃對齊標識(見圖1b),這樣在聯軸器拆開后,再次安裝時,便于穿入把合聯接的鉸制孔螺栓。
2.3不噴涂油漆
聯軸器在出廠前及使用過程中,不噴涂油漆,僅涂防銹油防銹,保持原始加工表面狀態,目的是防止漆膜影響找正精度。
3聯軸器安裝找正的方法
3.1徑向精度找正
徑向精度找正方法(見圖2)。將百分表磁力座吸附在從動端聯軸器上,百分表觸頭與主動端聯軸器的端部直徑面相接觸,接觸力按照百分表規定,旋轉從動端軸,主動端靜止,也就是說從動端軸帶動著半個聯軸器,連同百分表磁力座、百分表整周旋轉(旋轉360°)。檢查記錄在整個旋轉過程中百分表的讀數,若以最高端標記為0°,分別記錄相位為0°、90°、180°和270°的讀數。通過調整電動機的底座,使4個相位點的讀數值接近,以滿足設計安裝要求的允許偏差值,從而實現聯軸器徑向的安裝找正。若4個相位點的讀數值完全一致,則說明聯軸器的徑向對中精度好。
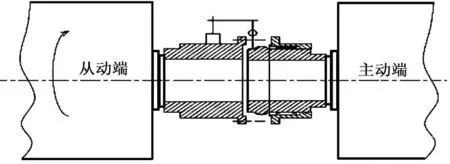
圖2 正確的徑向精度找正方法
3.2軸向精度找正
軸向精度找正方法如圖3所示。聯軸器的主動端、從動端,連同百分表磁力座、百分表,同時旋轉360°。檢查記錄在整個旋轉過程中百分表的讀數,若以最高端標記為0°,分別記錄相位為0°、90°、180°和270°的讀數。如果4個相位點的讀數完全一致,則說明聯軸器軸向對中精度好; 如果4個相位點的讀數不一致,則需通過調整電動機的底座,使4個相位點的讀數接近,此時4個相位點的讀數的最大差值,即可滿足設計安裝要求的允許偏差值,即聯軸器的軸向精度滿足要求。
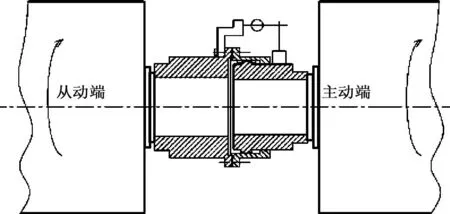
圖3 軸向精度找正方法
4結語
綜上所述,為滿足聯軸器的安裝找正精度要求,本文從聯軸器出廠前的改進細節,以及現場安裝時的徑向精度和軸向精度等方面進行了闡述。只有聯軸器的徑向精度和軸向精度同時達標,才能說明聯軸器的安裝找正精度達標。
Research on Process of Installment and Alignment of Coupling
ZHENG Lian1, LI Chao1, PENG Guangyu1, GAO Yuan1, ZHANG Zhiwen2
(1.Advanced Technology Generalization Institute of CNGC, Beijing 100089, China;
2.Harbin First Machinery Group Co., Ltd., Harbin 150056, China)
Abstract:For ensuring smooth operation of coupling to get scheduled working property and use life, reduce noise and meet the requirements of high speed and high precision of equipments, coupling should be aligned when installing it. Take crown gear coupling as an example, present some improvement details for facilitating installing alignment and disassembly, setting disassembly panel before leaving factory, scoring aligning ID, and no painting of processing face of coupling. For the problem of installing alignment, describe it from points of radial and axial alignment precision of coupling. Through adjusting pedestal of electromotor, make data of dial indicator be close to, and satisfy the deviation value of design and installation so as to realize installing align of coupling.
Key words:coupling, radial precision, axial precision
中圖分類號:TH 133.4
文獻標志碼:A
