鏈輪數控切割延遲裂紋原因分析及控制對策
2015-02-18 00:35:54紀雪林安福新
新技術新工藝 2015年9期
紀雪林,安福新
(華電曹妃甸重工裝備有限公司 技術部,河北 唐山 063210)
鏈輪數控切割延遲裂紋原因分析及控制對策
紀雪林,安福新
(華電曹妃甸重工裝備有限公司 技術部,河北 唐山 063210)
摘要:分析了數控切割機床在切割鏈輪一段時間后,鏈輪相鄰減重孔之間產生延遲裂紋的原因,并提出了應對措施。分析表明,火焰切割過程及冷卻過程產生的殘余應力是誘導裂紋的主要原因。通過板材預熱、成品緩冷和后期局部回火處理等措施可有效防止裂紋產生。
關鍵詞:鏈輪;數控切割;延遲裂紋;殘余應力
鏈輪在刮板機結構中起著關鍵作用,工況狀態下承受著較大的張力。其通常采用45鋼為原料制作,板厚為80~90 mm,直徑為1 400~1 600 mm,輪體上均勻分布著4~6個減重孔。
華電曹妃甸重工裝備有限公司生產的鏈輪在火焰切割后,相鄰減重孔之間經常出現裂紋(見圖1),導致材料直接報廢。為此,對鏈輪制作的過程進行了追蹤,分析了產生裂紋的原因,并提出了有效的解決方案。
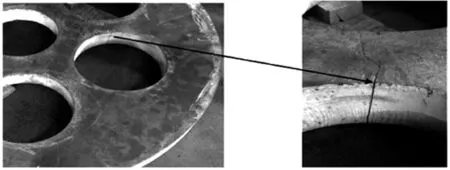
圖1 鏈輪裂紋
1鏈輪切割成形過程
公司生產的鏈輪結構如圖2所示,厚度為90 mm,外圓直徑為1 468 mm,內孔直徑為350 mm,減重孔直徑為360 mm。
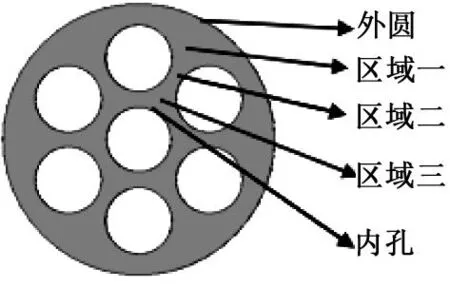
圖2 鏈輪模型
原有生產狀況如下。
1)原料的存放。由于板材所占空間較大,通常放置在室外庫區,溫度通常為-15~30 ℃。
2)轉運至切割車間。板材轉運通常是隨用隨運。
3)切割。利用數控切割機切割成形,切割順序依次為內孔、減重孔(順時針或逆時針依次切割)和外圓,切割速度約為300 mm/min。
4)轉運到半成品區。半成品區通常在數控切割車間,車間溫度基本和室外一致。在規定的區域放置好后,自然冷卻到室溫。
5)鏈輪局部出現裂紋。
2裂紋產生原因分析
2.1數控切割溫度與板材初始溫度溫差大
數控切割的火焰溫度通常在1 000~3 000 ℃,板材初始溫度通常在-10~30 ℃。數控切割時,切割孔附近溫度驟升,導致板材微觀組織產生了不平衡轉化,在冷卻后產生不良組織,并在孔附近產生了較大內應力,導致裂紋和潛在裂紋產生[1-2]。
2.2冷卻過程產生內應力
在鏈輪切割過程中,內部區域切割時間長,且切割區域集中,減重孔的每次切割都對內部區域溫度場造成很大影響;而外圓附近的溫度場受其他區域影響較小,熱量分散且儲存較低,內孔周圍熱量集中且較高,因而內部區域一、二、三的收縮趨勢要大于外圓附近區域。外圓和內孔附近區域溫度隨時間變化趨勢如圖3所示。另外,隨著溫度的降低,外圓區域的抗拉強度和屈服強度升高(見圖4),內部區域的收縮不能再通過外部的變形來緩和,從而產生拉應力。
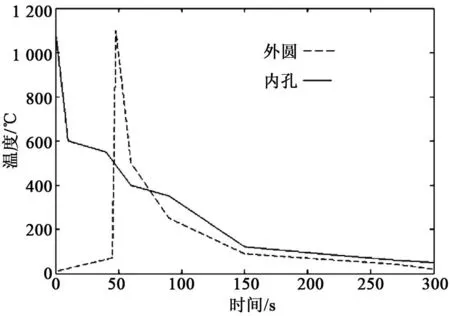
圖3 溫度隨時間變化曲線
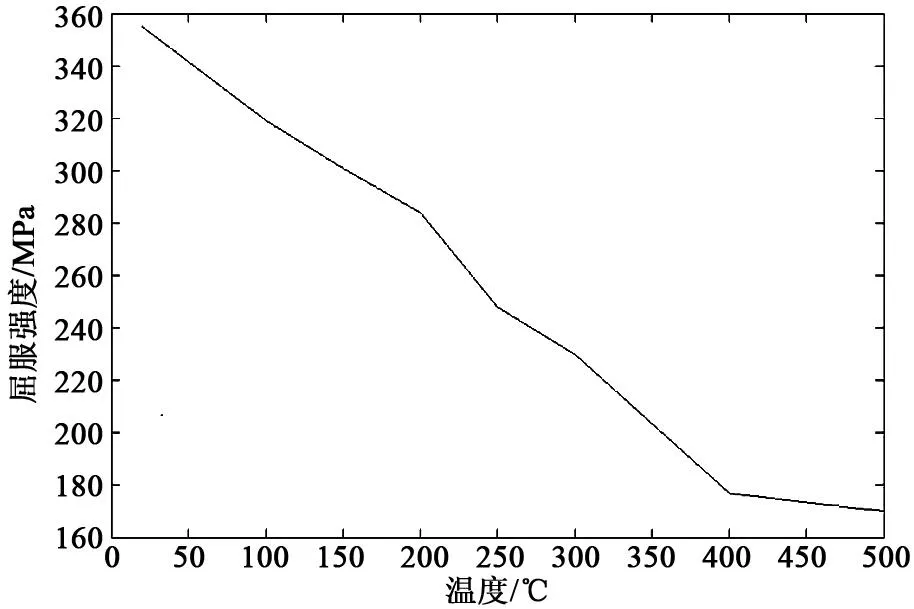
圖4 屈服強度隨溫度變化曲線
相鄰減重孔之間區域二體積較小,相對于區域一和區域三熱量儲存量少且接觸空氣面積大,溫度降低較快,抗拉和屈服強度較早地升高,而區域一附近溫度與區域三相比較高,當此區域繼續降溫收縮時不能通過區域一的形變來緩和,從而也產生拉應力。
切割后板材溫度較高,金屬原子振動強烈,偏離原來的平衡位置,當放置在空氣中自然冷卻時,由于空氣溫度相對較低,板材表面溫度迅速下降,偏離平衡位置的金屬原子不能回到原來的位置,造成原子間、晶粒間和整個板材各部分之間的應力不平衡,從而也產生內應力。
3控制措施
針對上述原因,需要從如下3個方面來控制裂紋的產生。
1)板材預熱處理。板材切割前進行預熱[3],改善切割處的微觀組織,減小不良組織的產生,同時減緩板材的冷卻速度。預熱可以采用烤槍、電子加熱墊等方式。預熱時,應使整個鋼板截面均勻受熱,避免出現局部過熱現象。預熱溫度應控制在150~200 ℃。
2)緩慢冷卻。進行緩慢冷卻,能有效地降低局部應力的產生,通過覆蓋隔熱棉、帶溫零件堆放等方式實現緩慢冷卻到室溫。
3)切割后局部加熱。切割后立即對外圓附近區域回火加熱,降低與內部區域的溫差,同時達到延長保溫時間的效果。切割一段時間后,對區域一、二和三進行加熱,一方面降低與周圍區域的溫度差,另一方面降低3個區域的抗拉和屈服強度,減小內應力的生產。局部加熱可利用烤槍加熱的方式實現。
4結語
綜上所述,可以得出下述結論。
1)鏈輪產生裂紋是切割過程金屬組織變化和冷卻過程熱應力綜合作用的結果。
2)通過對鋼板進行預熱處理、切后緩冷和局部加熱等方法,能有效避免和降低裂紋的生成。
3)采用超高壓水切割、激光切割等冷切割方式可以降低裂紋發生率。
4)需要進一步研究火焰切割順序、速度、燃料濃度比以及割嘴離鋼板的距離等工藝對切割效果的影響。
參考文獻
[1] 杜晨陽.25CrMnSi厚鋼板切割裂紋的原因分析[J].兵器材料科學與工程, 2011(5):96-98.
[2] 崔忠圻.金屬學與熱處理[M].北京:機械工業出版社,1988.
[3] 吳濤,孔祥麗,王新,等.高強耐磨鋼板切割工藝研究[J].新技術新工藝,2011(6):85-86.

責任編輯彭光宇

Analysis on Formation and Control Measures of Delayed Cracks of Chain Wheel after Number Control Cutting
JI Xuelin,AN Fuxin
(HUA DIAN Caofeidian Heavy Industries Co.,Ltd.,Tangshan 063210,China)
Abstract:Focuse on the reason of the delayed cracks between chain wheel holes after a period time of digital control cutting, and point out the countermeasures.It shows that the residual stress of flame cutting process and cooling process is the main reason of the cracks. The delayed cracks can be effectively avoided by preheating, slowly cooling and local heating treatment in the late.
Key words:chain wheel,digital control cutting,delayed crack,residual stress
收稿日期:2015-02-13
作者簡介:紀雪林(1987-),男,碩士,主要從事港口設備設計和制作工藝等方面的研究。
中圖分類號:TG 4
文獻標志碼:B
