插銑技術在大型深腔零件中的應用
2015-02-19 07:46:54天津航天長征火箭制造有限公司300457首都航天機械公司北京100044
金屬加工(冷加工) 2015年11期
關鍵詞:示意圖
■天津航天長征火箭制造有限公司 (300457) 李 昂 姚 輝 趙 怡■首都航天機械公司 (北京 100044) 鄭 驥
插銑技術在大型深腔零件中的應用
■天津航天長征火箭制造有限公司 (300457) 李 昂 姚 輝 趙 怡
■首都航天機械公司 (北京 100044) 鄭 驥
隨著社會的進步,科技的發展,在機械制造行業中從加工工藝方面來看,航空航天事業、汽車行業、模具制造工業最能夠反映出機械加工的水平,其中航天航空業的產品具有批量小、加工工藝精度高、結構復雜及金屬去除率大的特點。這就使得航空航天零部件出現加工難度大、加工周期長、加工效率低等現象。
以往的平面加工技術、曲線加工技術以及曲面加工等技術已經不能滿足生產周期的需要。此時插銑法成為提高零部件加工效率的方法之一。插銑是一種新的銑削方式,在我國機械加工行業中發揮著非常重要的作用,也被廣泛的應用在航天、航空兩大領域中。
零件要求
某零件局部腔體如圖1所示,腔體最大深度為200mm,四周壁厚20±0.3mm,所有網格均布在直徑5m左右的分度圓上(見圖2)。該零件在過渡段與發動機機架間起著連接作用,若網格的加工尺寸不均勻導致在拉力相同的情況下會在尺寸薄弱的地方出現裂紋,甚至出現斷裂等問題,從而影響整體的結構強度。
加工難點
此零件采用整體鍛環機加成形,金屬去除率大,網格分布在5m的圓柱面上,并且網格側壁呈向心的形式,需使用大型5軸設備采用多軸加工的方法進行銑削,加工方法常選用直徑較大的刀具粗加工去除大量材料,再選用直徑較小的銑刀精加工型腔。由于腔體很深,在加工過程中刀具的懸伸比極大,這樣一來使得刀具剛性極差,加之工件本身的結構工藝性較差,因此在加工中往往會出現顫刀和讓刀現象,導致加工出的零件壁厚不均勻。在精加工型腔側壁與底面時選用的刀具直徑比較小,在加工到網格4個拐角時刀具的切寬較大,刀具受到的抗力增大極易造成刀具折斷或者機床主軸“憋死”。
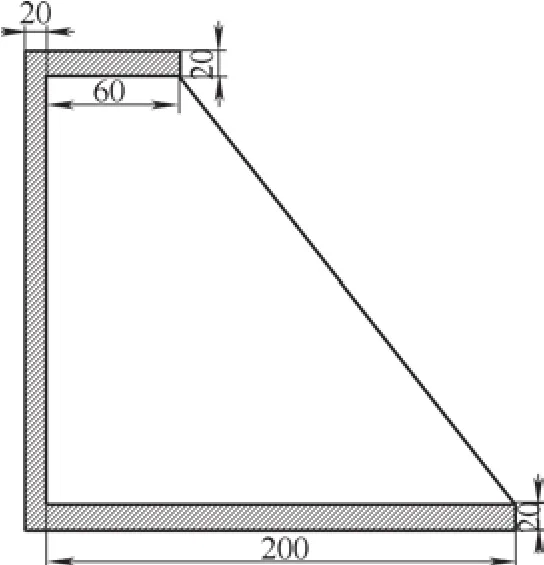
圖1 零件結構示意圖
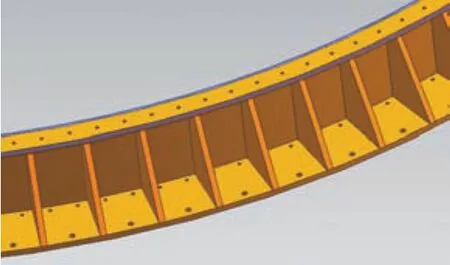
圖2 零件結構局部示意圖
原加工工藝流程
原加工工藝流程如下:檢驗毛坯→粗車端面→粗車內外形→振動時效→檢驗→半精車端面→半精車內外形→粗銑→鉗工→振動時效→檢驗→精車端面→精車內外形→鉗工→精銑→鉗工→鉆孔→鉗工→其他輔助加工。
根據工藝流程中的精銑工序,目前使用“型腔銑”模塊對工件進行精加工,由于粗加工選用了直徑較大的刀具加工,在零件4個拐角處會有較大余量,為保證加工質量,精加工所選用的刀具直徑不宜過大,這樣一來,精加工刀具經過4個圓角處切寬驟然增加數倍極易造成主軸因切削抗力過大而“憋死”,從而導致零件的報廢。
改善方案
針對加工現狀結合插銑法的優點對原加工工藝進行優化,加工方法簡單有效,變形量小。刀具在裝夾后懸出長度較大,這對于深腔類零件的加工十分有利,能實現對難加工材料(鈦合金、高溫合金)的開槽加工。與常規型腔加工方法相比,插銑法的加工效率高,時間短,產品的適應性高,既適合單件小批量生產,也適用于多件大批量生產,因此是一種新型的加工技術,我們最終采用了“插銑法”對零件進行精加工。
插銑法基本原理
插銑法也稱為主軸(Z軸)銑削法,是用來解決零件高金屬切除率最有效的加工方法之一,在遇到需要快速切除大量金屬材料的零件時,選用插銑法可將加工時間成倍的減少。此加工方法的原理是:刀具連續地軸向或者徑向運動,迅速大量地去除多余材料。在加工典型深腔體零件時,常需要去除大量的材料,此時插銑加工比型腔加工法更有效且迅速。
實施過程
(1)原加工(型腔銑)的編程方式:由于零件直徑較大,分布網格多且變形,為了降低零件變形對精加工造成的影響,在精加工時按照象限位置將零件分為A、B、C、D4個區域的方式進行編程,如圖3所示,零件網格深為200mm,若采用刀長超過200mm的銑刀加工時會出現懸伸比過大,加工后的零件表面振紋達不到設計要求等問題。網格側壁形狀呈傾斜在精銑虛線區域網格側壁時會出現大量空走刀的刀路軌跡,如圖4所示,為了解決上述問題,在加工此零件時采用了將同一網格拆分為3部分進行加工的編程方式。
將空走刀區域利用加工軟件的“可變輪廓銑”指令配合輔助線的方法將空走刀區域的加工余量去除,如圖5所示。
當空走刀區域的加工余量去除后,剩下的未加工區域在規劃走刀軌跡時就不存在空走刀的問題,可以利用“可變輪廓銑”指令進行加工,如圖6所示。
當網格的側壁全部加工后,利用“可變輪廓銑”指令將網格呈圓柱面的底面加工出來,如圖7所示。

圖3 區域劃分示意圖
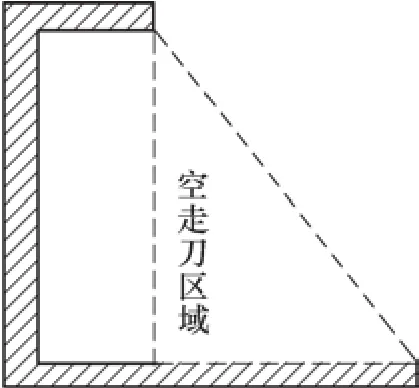
圖4 空走刀區域示意圖
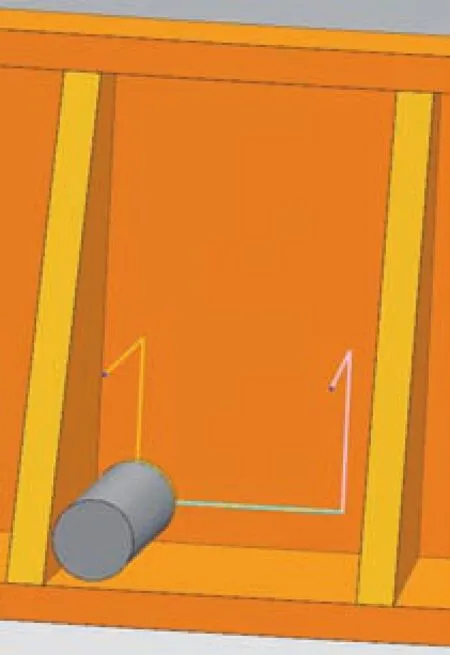
圖5 刀軌示意圖
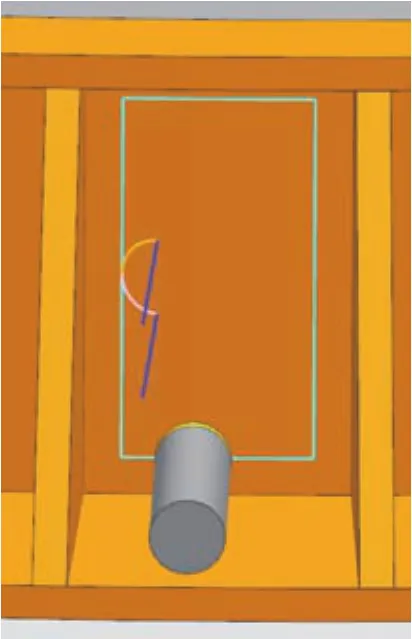
圖6 刀軌示意圖

圖7 刀軌示意圖
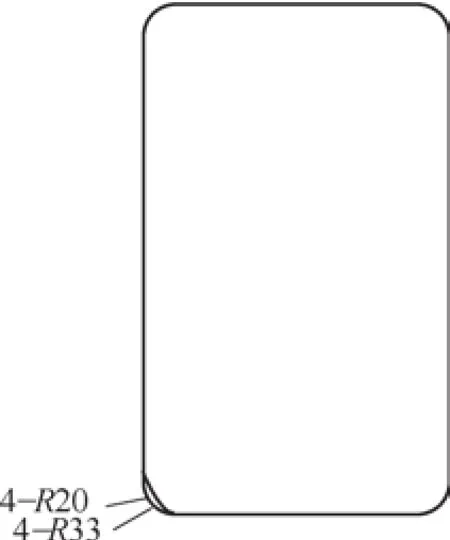
圖8 網格圓角示意圖
(2)插銑加工的編程方式:由于受到機床和加工余量的限制,如圖8所示。網格粗加工時選用的刀具直徑為66mm,
精加工時設計要求的網格圓角為R20mm,銑刀加工到網格4個圓時切削量最大,導致機床的瞬時切削力大,為了減少機床的瞬時切削力需要降低加工參數,從而大大降低了加工效率。
插銑銑削的優點之一是粗加工中能獲得較高的生產效率,但要得到較高的表面加工質量,需很小的步距加工。插銑加工由于受Z向力、徑向力較小,如圖9所示,加工表面的垂直度較高,表明插銑銑削的加工穩定性非常好。在插銑過程中,如圖10所示,由于插銑銑削的特殊性,切削深度并不會對振動造成較大的影響,隨著切削深度的增大,穩定性反而變好,而當切削寬度很小時,由于主軸受力的不平衡,主軸產生橫向撓度使得切削反而不穩定。

圖9 插銑刀軌示意圖

圖10 插銑實際加工示意圖

兩種加工參數對比表
加工效果對比
由附表我們可以看出,加工腔體深為200mm的零件時,型腔銑加工一個網格需要循環200次,整個零件網格數約為100個,加工整個零件需要循環近20 000次,加工周期長,加工效率極低;插銑加工一個網格需要循環100次,整個零件網格數約為100個,加工整個零件需要循環近10 000次并且插銑后的進給速度是原來的1倍,采用插銑后的加工效率較傳統加工效率提高了約300%。
結語
插銑技術是一項正在發展的新型加工技術,由于插銑具有效率高、快速切除大量金屬的優點,并且非常適合于加工難加工材料 (如鈦合金)和一些復雜曲面的零件,因此在許多領域,尤其是在航空航天領域正在逐步擴大應用。目前國內外各大高校、科研機構以及一些公司開發部門對插銑相關技術的關注不斷加深,使得對插銑的研究不斷深入,從而對其切削機理更加了解,適用于插銑的CAD/CAM 軟件和插銑專用刀具也會不斷完善和發展。
參考文獻:
[1] 機械工程手冊編輯委員會. 機械工程手冊[M]. 北京:機械工業出版社,1996.
[2] 趙如福. 金屬機械加工工藝人員手冊[M]. 上海:科學技術出版社,1979.
[3] 嚴愛珍,李宏勝. 機床數控原理與系統[M]. 北京:機械工業出版社,2003.
[4] 來建良,王道宏,吳曉蘇. 數控加工技術[M]. 杭州:浙江大學出版社,2004.
收稿日期:(20150511)
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20