
組合夾具在線切割加工中的柔性應(yīng)用
2015-02-20 13:47:36
裝備制造技術(shù) 2015年7期
關(guān)鍵詞:測(cè)量
(貴州大學(xué)機(jī)械工程學(xué)院,貴州貴陽(yáng)550025)
電火花線切割加工屬于特種加工范疇,一般不用于大批量生產(chǎn),實(shí)際加工中較多使用的是通用夾具。由于線切割加工的零件是通孔零件,對(duì)工作空間有特殊的要求。在慢走絲切割零件時(shí),還要考慮由于上噴嘴與工件表面的距離非常接近而造成的干涉問(wèn)題。所以對(duì)線切割?yuàn)A具的選用限制較大,特別是采用懸臂式夾具在加工臨近結(jié)束時(shí),更容易出現(xiàn)掉頭現(xiàn)象,造成零件的切割面與其上下表面之間的垂直度誤差較大的情況。本研究的目的就是為了在不降低裝夾便利性的前提下,在線切割機(jī)床上采用組合夾具搭建符合使用條件的夾具,并分析該夾具對(duì)加工精度的影響。
1 研究思路
采取組合夾具元件組裝出符合線切割加工使用的夾具,選取需要利用線切割加工方式加工的典型零件,在線切割機(jī)床上切割加工完成后,使用三坐標(biāo)測(cè)量機(jī)床對(duì)加工后零件的形位公差進(jìn)行測(cè)量,得到測(cè)量報(bào)告,并根據(jù)報(bào)告對(duì)夾具的定位做出評(píng)價(jià)總結(jié),得到實(shí)驗(yàn)結(jié)論。
2 典型加工零件的選取
結(jié)合線切割單件小批量生產(chǎn)的特點(diǎn),在試驗(yàn)中初選有長(zhǎng)方體和圓柱體兩種。考慮到圓形零件在線切割加工中時(shí),在夾持方面相對(duì)比較困難,采用圓柱體更具有代表性。圓柱體在實(shí)際的加工中多用于軸和孔的配合,對(duì)精度要求比較高,因此,研究圓柱體的垂直度更有實(shí)際意義。因此選用圓柱形工件的加工具有代表性和實(shí)用性。本研究中最終選取的零件材料硬度為HRC62,需要在內(nèi)部加工一個(gè)開(kāi)有輪轂的內(nèi)孔,外輪廓為圓形輪廓,并已經(jīng)加工好預(yù)孔,該零件上下端面已經(jīng)經(jīng)過(guò)精加工,平行度不超過(guò)0.01 mm,如圖1所示。加工要求:輪轂內(nèi)孔的中心軸線與表面的垂直度誤差要求不大于0.03mm.
3 夾具方案的確定
3.1 普通夾板(平口鉗)
普通夾板的夾持方法是用線切割專用萬(wàn)力夾具(平口鉗)夾持上下端面,然后將將平口鉗固定在機(jī)床工作臺(tái)上便可以進(jìn)行加工。雖然這個(gè)方案特別簡(jiǎn)單易行,但是在實(shí)踐過(guò)程中發(fā)現(xiàn)被切割件的去除部分,因自重和高壓噴水的影響,特別是在零件即將結(jié)束切割的時(shí)候,容易使零件產(chǎn)生偏移,造成切割孔與工件表面垂直度誤差。
3.2 組合夾具方案一
如圖2所示,用具有較高加工精度的方形底板1作為夾具的基礎(chǔ)板,使用兩塊方形基礎(chǔ)塊2與兩V型塊3用沉頭螺釘組合在一塊,形成可以在基礎(chǔ)板側(cè)面的滑槽內(nèi)自由滑動(dòng)的兩個(gè)組合塊,為保證滑動(dòng)塊的準(zhǔn)確位置,在槽內(nèi)使用導(dǎo)向定位鍵使其接觸面緊密接觸。兩個(gè)滑塊中的一個(gè)用螺栓螺母固定,使其作為固定端,另外一塊則可沿滑槽移動(dòng),在順利將滑塊相對(duì)移動(dòng),利用安裝在V型塊螺紋孔內(nèi)的螺栓將零件夾緊后,再將可移動(dòng)滑塊用T形螺栓固定在滑槽內(nèi),完成夾緊過(guò)程[1~2]。
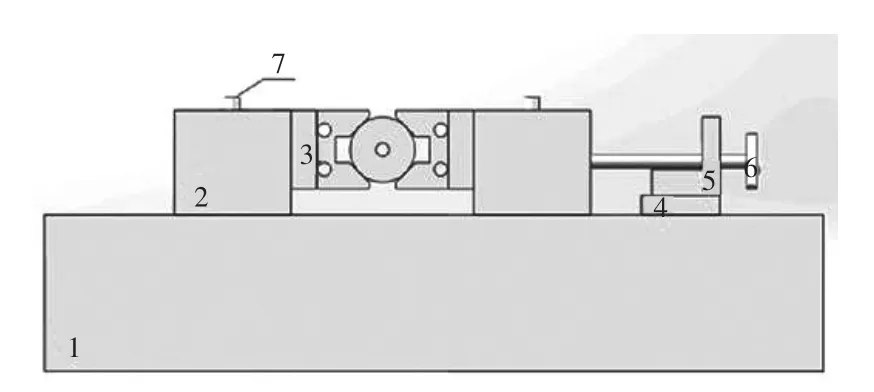
圖2組合夾具方案一
3.3 組合夾具方案二
如圖3所示,用一塊精加工過(guò)的側(cè)面開(kāi)槽的方形底板1作為基礎(chǔ)板,將兩塊帶有加強(qiáng)筋的角鐵2用T形螺栓固定在基礎(chǔ)板上,另取三塊帶槽的方形支承3,其中一塊用T形螺栓將V形支承一起安裝在角鐵中間位置,其它兩塊帶槽的方形支承則用長(zhǎng)度適合加工零件尺寸的T形螺栓固定在角鐵兩端,在這兩根長(zhǎng)螺栓的另一端則用螺母將一塊回轉(zhuǎn)壓板5與零件固定在一塊,用于夾緊工件。
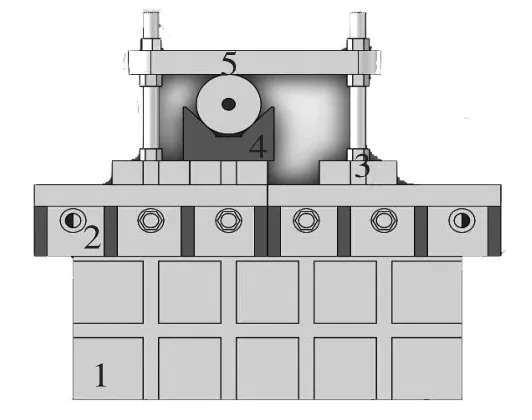
圖3組合夾具方案二
4 零件加工
按下開(kāi)機(jī)按鈕,進(jìn)入工作頁(yè)面。首先將夾具用壓板的方式整體固定在機(jī)床工作臺(tái)上,安裝過(guò)程中保證夾具與工作臺(tái)的上表面保持接觸,以保證夾具的安裝精度。然后將工件安裝固定在夾具上。調(diào)整噴嘴使得噴嘴盡可能的接近加工的表面。但是最重要的一點(diǎn)是不能讓噴嘴碰到工件或者夾具,所以在組裝夾具時(shí)候要考慮到噴嘴大小和位置。將銅線通過(guò)張緊裝置的調(diào)節(jié),穿入上噴嘴、工件預(yù)孔、下噴嘴,利用水流的牽引將銅絲穿過(guò)機(jī)床,完成穿絲工作。根據(jù)工件的輪廓,利用自動(dòng)編程軟件,導(dǎo)入零件數(shù)據(jù),將機(jī)床的各個(gè)參數(shù)預(yù)先設(shè)定好后,可以自動(dòng)生成用于加工的數(shù)控程序。在加工前,還需要仔細(xì)檢查程序的相關(guān)設(shè)定,保證加工的可靠性。線切割加工的電加工特性使得該機(jī)床具有簡(jiǎn)單方便的按照加工所需條件,自動(dòng)尋找零件的加工起始點(diǎn)的功能。其只需簡(jiǎn)單地根據(jù)示意圖選擇相應(yīng)的幾何形狀就可以讓機(jī)床自動(dòng)尋找相應(yīng)基準(zhǔn),既保證了精度,也降低了工作強(qiáng)度,大大方便了操作。進(jìn)入加工界面,檢查相關(guān)設(shè)定無(wú)誤后,啟動(dòng)加工,機(jī)床開(kāi)始工作,自動(dòng)完成零件的加工[6]。加工結(jié)果如圖4所示。加工場(chǎng)地如圖5所示。

圖4加工結(jié)果

圖5加工現(xiàn)場(chǎng)
5 三坐標(biāo)測(cè)量機(jī)床測(cè)量零件的形位公差
本次測(cè)量使用的是海克斯康Global Silver橋式三坐標(biāo)測(cè)量機(jī)(機(jī)器型號(hào))。以下為測(cè)量方法:?jiǎn)?dòng)測(cè)量機(jī)主機(jī),在機(jī)床系統(tǒng)自檢完畢后給控制系統(tǒng)上電,啟動(dòng)測(cè)量系統(tǒng),進(jìn)入正常待測(cè)工作狀態(tài)。測(cè)量前工件需要適當(dāng)?shù)剡M(jìn)行安放在測(cè)量機(jī)床的工作臺(tái)上,為便于測(cè)量相關(guān)的形位特征,因此盡量將需要測(cè)量的特征擺放為開(kāi)放型的。由于本研究中的零件沒(méi)有現(xiàn)成的CAD模型,評(píng)價(jià)中僅需要特征的相對(duì)位置精度,因此測(cè)量重點(diǎn)是如何精確地得到相應(yīng)特征的測(cè)量值。最終采取的測(cè)量策略是手動(dòng)采特征點(diǎn),最后在將機(jī)床轉(zhuǎn)換為自動(dòng)模式,將所有手動(dòng)所采的特征點(diǎn)進(jìn)行自動(dòng)測(cè)量,對(duì)手動(dòng)采點(diǎn)路徑進(jìn)行精確修正。
根據(jù)本研究的目的,需要對(duì)零件上表面相對(duì)于切割的內(nèi)孔安裝圓柱軸線的垂直度進(jìn)行評(píng)價(jià)。將不同夾持方式下加工后的零件分別進(jìn)行測(cè)量,將相應(yīng)的測(cè)量參數(shù)輸入后,選取上述2個(gè)特征,通過(guò)測(cè)頭在已經(jīng)加工出的輪轂的內(nèi)表面的圓柱面和零件的端面采點(diǎn)生成垂直度評(píng)價(jià)指標(biāo),即可得到本研究所需的測(cè)量結(jié)果[9]。
6 測(cè)量結(jié)果及分析
圖6為采取萬(wàn)力夾具的加工結(jié)果圖。從圖中可以看出,用普通夾具加工時(shí),盡管每次加工夾緊零件時(shí)候都需要校核平口鉗的上端面與圓柱面的上端面重合,但由于平口鉗在夾持工件時(shí)候,夾持面積不大,無(wú)法保證是兩個(gè)面與圓柱體的端面接觸,在零件自重和高壓噴水的作用下會(huì)發(fā)生偏移,造成切割加工后零件的表面和切割內(nèi)孔的中心軸線的垂直度誤差較大,達(dá)到0.24,超差0.174,所以該夾持方式盡管在加工前用其它手段對(duì)表面和絲架的垂直度進(jìn)行了校正,但仍有較大的加工誤差,只適合加工一些輕型的微小零件,不適合大型和較重的零件。
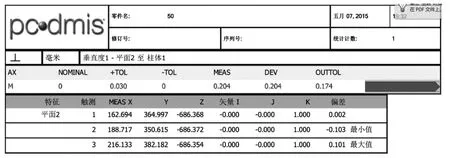
圖6采取萬(wàn)力夾具的加工結(jié)果
圖7為采用方案一的加工結(jié)果圖。圖7反映了在采取組合夾具方案一的方式加工零件后的檢測(cè)情況。在按照要求把每個(gè)面仔細(xì)裝配在一起,每次加工只要調(diào)節(jié)螺釘改變兩個(gè)v形塊之間的距離(或更換更大的V形塊),就可以?shī)A持不同規(guī)格的圓柱體。圖中所示,圓柱孔和表面的垂直度誤差為0.017,未超差,說(shuō)明該方式較好地控制了加工過(guò)程中的形位誤差,也說(shuō)明采取這種組合夾具的方式不僅調(diào)整方便,而且加工精度也是滿足加工要求的。
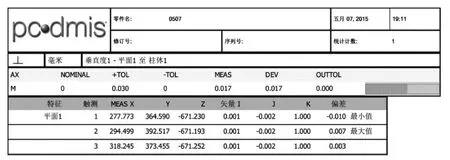
圖7采用方案一的加工結(jié)果
圖8為采用方案二的加工結(jié)果圖。圖8中的測(cè)量結(jié)果較圖6中的結(jié)果,誤差稍小一些,但也超差了0.016,這是由于該方案中,夾具的組裝過(guò)程中對(duì)裝配精度的要求要高于方案一,造成了裝配后的組合夾具體的安裝面和工作面的位置精度下降。由此可看出,組合夾具的應(yīng)用中,應(yīng)重視裝配精度以減小由此帶來(lái)的定位誤差[8]。
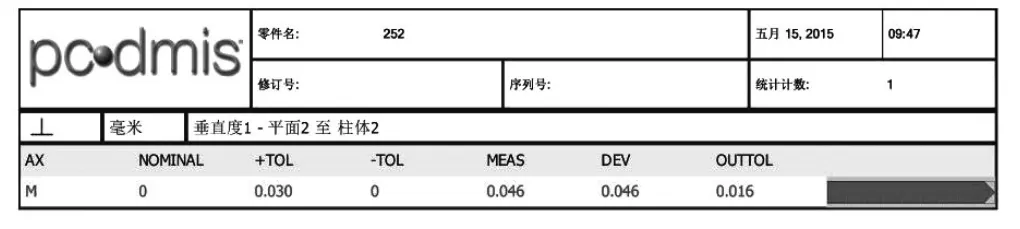
圖8采用方案二的加工結(jié)果
7 結(jié)束語(yǔ)
通過(guò)對(duì)組合夾具代替專用夾具應(yīng)用到線切割機(jī)床上的研究,探索了專用夾具應(yīng)用到線切割上帶來(lái)誤差的原因和解決辦法。通過(guò)本研究,說(shuō)明充分利用組合夾具靈活多變的特點(diǎn)與線切割單件小批量的生產(chǎn)特點(diǎn)結(jié)合起來(lái),可以提高線切割?yuàn)A具的定位精度,改善便利性和進(jìn)一步減少非切削時(shí)間,具有較好的實(shí)用性和經(jīng)濟(jì)性[10]。
[1]杜夏威,郭 宏,閆建圖,等.基于尺寸路徑圖的組合夾具裝配方法研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2014,(11):143-146.
[2]許愛(ài)玲.機(jī)床夾具設(shè)計(jì)方法探討[J].裝備制造技術(shù),2008,(8):60-61.
[3]牛文志.機(jī)床夾具設(shè)計(jì)的幾點(diǎn)注意事項(xiàng)[J].金屬加工(冷加工).2010,(14):40-41.
[4]吳 兵,李 屹.機(jī)械創(chuàng)新實(shí)踐基礎(chǔ)能力訓(xùn)練指導(dǎo)書(shū)[M].貴陽(yáng):貴州大學(xué)出版社,2013.
[5]朱耀祥.組合夾具[M].北京:機(jī)械工業(yè)出版社,1987.
[6]王 越.現(xiàn)代機(jī)械制造裝備[M].北京:清華大學(xué)出版社,2009.
[7]魏 崢,王一惠,宋曉明,等.Solid Works2008[M].北京:清華大學(xué)出版社,2008.
[8]廖念釗,古瑩菴,莫雨松,等.互換性與技術(shù)測(cè)量[M].北京:中國(guó)質(zhì)檢出版社,2012.
[9]海克斯康測(cè)量技術(shù)(青島)有限公司.實(shí)用坐標(biāo)測(cè)量技術(shù)[M].北京:化學(xué)工業(yè)出版社,2007.
[10]宋傳玉.工件在組合夾具中的定位誤差分析[J].石油機(jī)械,2005,(1):34-36.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
